

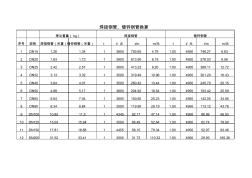
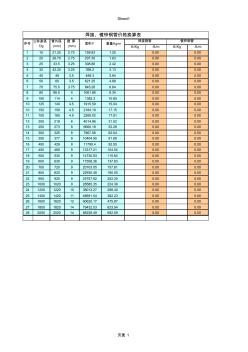
每米焊接钢管、不锈钢管的重量和价格
格式:pdf
大小:44KB
页数:2P
人气 :70
 4.6
4.6
公称直径 焊管价格 (元/T) 焊管价格 (元/T) 3500 3500 D ∮ 重量 (Kg/m) 每米价格 D ∮ 重量 (Kg/m) 每米价格 DN15 21.3 2.8 1.28 4.47 21.3 3.5 1.54 5.38 DN20 26.9 2.8 1.66 5.82 26.9 3.5 2.02 7.07 DN25 33.7 3.2 2.41 8.42 33.7 4 2.93 10.25 DN32 42.4 3.5 3.36 11.75 42.4 4 3.79 13.26 DN40 48.3 3.5 3.87 13.53 48.3 4.5 4.86 17.01 DN50 60.3 3.8 5.29 18.53 60.3 4.5 6.19 21.67 DN65 76.1 4 7.11 24.89 76.1 4.5 7.95 27.81 DN80 88.9 4 8.37 29.3




不锈钢焊接钢管标准对照
不锈钢焊接钢管标准对照表 项目标准gb12771-2000hg20537.2-92hg20537.3-92hg20537.4-92astma312/a312mastma249/a249mastma688/a688mjisg3468 牌号 0cr19ni9 00cr19ni10 0cr17ni12mo2 00cr17ni14mo2 0cr18ni10ti (1cr18ni9ti) 0cr18ni9 00cr19ni10 0cr17ni12mo2 00cr17ni14mo2 0cr18ni10ti (1cr18ni9ti) 0cr18ni9 00cr19ni10 0cr17ni12mo2 00cr17ni14mo2 0cr18ni10ti (1cr18ni9ti) 0cr18ni9 00cr19ni10 0cr17ni12m

燃气用不锈钢焊接钢管
yb/t××××—×××× 5 yb××××—××××《燃气用不锈钢焊接钢管》 (征求意见稿) 编制说明 一任务来源 根据全国钢标准化技术委员会sac/tc183钢标委[2011]01号《关于转发国家标准化管理委员会2011年国家标准制修订项目计划的通知》的要求, 计划项目编号为2011-0764t-yb《燃气用不锈钢焊接钢管》的行业标准编制项目,由成都共同管业有限公司、冶金工业信息标准研究院等单位承担。 二工作简况 接到修订任务后,成都共同管业有限公司及时与相关单位沟通协调成立了标准编制组。编制组成员单位相继开展了技术资料收集,收集了 en10312-2005《水和其它流体输送用不锈钢管——交货技术条件》、en102208—2009《可燃性流体输送管线用钢管交货技术条件》等国外先进标准; 对比分析国内外相关标准,讨论标准方案和确定采标对象;调研城镇燃气行业设计
编辑推荐下载

_镀锌钢管、焊接钢管每米价格计算表
格式:pdf
大小:27KB
页数:2P
4.5
序号规格焊接钢管(米重)镀锌钢管(米重)tt/元t/mm/元tt/元t/mm/元 1dn151.261.3413800793.654.791.004950746.276.63 2dn201.631.7313800613.506.191.004950578.038.56 3dn252.422.5713800413.229.201.004950389.1112.72 4dn323.133.3213500319.4910.961.004950301.2016.43 5dn403.844.0713500260.4213.441.004950245.7020.15 6dn504.885.1713800204.9218.541.004950193.4
每米焊接钢管、不锈钢管的重量和价格热门文档
不锈钢管的焊接方法
格式:pdf
大小:5KB
页数:1P
4.7
常用不锈钢焊接方法对不锈钢最常用的焊接方法是手工焊(mma),其次是金属极气体保护 焊(mig/mag)和钨极惰性气体保护焊(tig).虽然这些焊接方法对不锈钢工业的大多数 人而言是熟悉的,但是我们认为这个领域值得深入探讨. 1、手工焊(mma):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的 手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也 是焊缝填充材料. 这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即 使在水下使用也没问题.大多数电焊机可以tig焊接.在电极焊中,电弧长度决定于人的手: 当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电, 电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮 组成.这层
不锈钢管的焊接规范
格式:pdf
大小:24KB
页数:3P
4.5
不锈钢管的焊接规范 不锈钢管的焊接工艺?不锈钢管的?焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点, 尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用 氩弧焊打底,手工电弧焊盖面。d≤φ159mm的全用氩弧焊。焊机采用手工电弧焊/ 氩弧焊两用的ws7一400逆变式弧焊机。 2、焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循 “等成分”原则选?择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头 中出现少量铁素体,选择hoocr19ni12mo2氩弧焊用焊丝,手弧焊用焊条chso22作 为填充材料。焊丝hoocr19ni12mo2化学成分(%)csimn0.13p1.70sni0.019 crmo13.2318.722.380.0120
不锈钢管的焊接知识要点
格式:pdf
大小:943KB
页数:4P
4.6
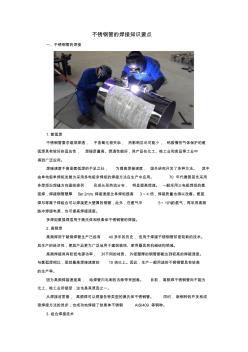
不锈钢管的焊接知识要点 一、不锈钢管的焊接 1.氩弧焊 不锈钢管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩 弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中 得到广泛应用。 焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中 由单电极单焊炬发展为采用多电极多焊炬的焊接方法在生产中应用。70年代德国首先采用 多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。一般采用三电极焊炬的氩 弧焊,焊接钢管壁厚s≥2mm,焊接速度比单焊炬提高3~4倍,焊接质量也得以改善。氩弧 焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中5~10%的氢气,再采用高频 脉冲焊接电源,也可提高焊接速度。 多焊炬氩弧焊适用于奥氏体和铁素体不锈钢管的焊接。 2.高频焊 高频焊用于碳钢焊管生产已
每米焊接钢管、不锈钢管的重量和价格精华文档
 不锈钢管箱焊接变形的控制
不锈钢管箱焊接变形的控制 不锈钢管箱焊接变形的控制
格式:pdf
大小:153KB
页数:2P
4.6
0前言我厂生产的9.0mpa水平式不锈钢管束,由于管箱上焊缝密集,且集中于一侧,焊缝分布不对称,弯管与管箱焊接时,管箱受热不均匀,焊后产生较大的挠曲变形,变形量可达20mm以上。为了解决这个问题,采用了水浸法和反变形法控制管箱焊接变形,使变形量降到了最小值。
不锈钢焊接钢管理论重量表
格式:pdf
大小:39KB
页数:2P
4.5
2.02.53.03.54.04.55.06.07.08.09.010.011.012.0 80894.365.416.467.498.519.5210.5112.4614.3616.22 1001145.616.988.339.6811.0112.3313.6416.2218.7521.2323.65 (125)1408.6010.2911.9613.6215.2616.9020.1223.3026.4329.5132.54 15016810.3612.3914.4116.4218.4220.4024.3328.2132.0435.8239.5543.23 20021913.5516.2218.8821.5324.1626.7831.9937.14
不锈钢管价格,不锈钢管规格与价格,不锈钢管最新报价,不锈钢管厂家
格式:pdf
大小:177KB
页数:16P
4.4
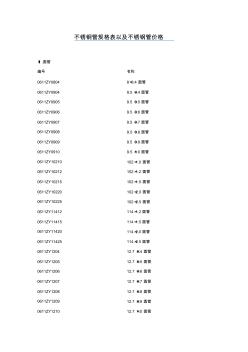
不锈钢管规格表以及不锈钢管价格 ⅰ.圆管 编号名称 0611zy08048×0.4圆管 0611zy09049.5×0.4圆管 0611zy09059.5×0.5圆管 0611zy09069.5×0.6圆管 0611zy09079.5×0.7圆管 0611zy09089.5×0.8圆管 0611zy09099.5×0.9圆管 0611zy09109.5×1.0圆管 0611zy10210102×1.0圆管 0611zy10212102×1.2圆管 0611zy10215102×1.5圆管 0611zy10220102×2.0圆管 0611zy10225102×2.5圆管 0611zy11412114×1.2圆管 0611zy11415114×1.5圆管 0611zy11420114×2.0圆管 0611zy11425114×2.

每米焊接钢管、不锈钢管的重量和价格最新文档
不锈钢管焊接通用工艺
格式:pdf
大小:316KB
页数:5P
4.3
船体焊接通用工艺--------不锈钢管焊接通用工艺 --1-- 不锈钢管焊接通用工艺 一、适用范围 1.本工艺适用于各类船用不锈钢管系的焊接。 2.本工艺不适用船用无缝钢管的焊接,该类管系的焊接参见《管系焊 接通用工艺》。 二、工艺内容 1.焊接方法及材料 1.1本船采用的焊接方法主要有钨极氩弧焊和co2气体保护焊。 1.2焊接材料有铈钨棒(φ2.4或φ3.2㎜),tgs308l不锈钢焊丝 (φ1.6、φ2.4㎜),tfw-308lco2不锈钢药芯焊丝(φ1.2㎜)。 2.焊前准备 1.1焊前需清杂质,焊接部位要清洁干净,不能有油漆、油、锈、 氧化皮或其它对焊接质量有害的附着物。为保证焊接质量,坡口两侧20~ 30㎜内用丙酮清洗,并涂上石灰粉防止飞溅损伤钢材表面。在加工管子及 搬运过程中应
分析不锈钢管焊接缺陷 分析不锈钢管焊接缺陷
格式:pdf
大小:73KB
页数:2P
4.5
2008年华锦集团工程公司为乙烯公司安装了一条精制水管线,材质为0cr18ni9,规格为φ219mm*6mm,全长为2000米。本文就水平固定位置的焊接情况,分
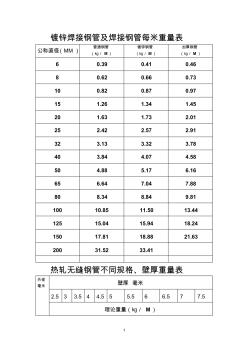
镀锌焊接钢管及焊接钢管重量表
格式:pdf
大小:36KB
页数:2P
4.3
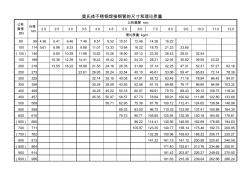
1 镀锌焊接钢管及焊接钢管每米重量表 公称直径(mm) 普通钢管 (㎏/m) 镀锌钢管 (㎏/m) 加厚钢管 (㎏/m) 60.390.410.46 80.620.660.73 100.820.870.97 151.261.341.45 201.631.732.01 252.422.572.91 323.133.323.78 403.844.074.58 504.885.176.16 656.647.047.88 808.348.849.81 10010.8511.5013.44 12515.0415.9418.24 15017.8118.8821.63 20031.5233.41 热轧无缝钢管不同规格、壁厚重量表 外径 毫米 壁厚毫米 2.533.544
不锈钢管tig和mig补焊焊接工艺规范
格式:pdf
大小:1.4MB
页数:11P
4.3
不锈钢管tig和mig补焊焊接工艺规范 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在汽车零部件生产中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:工程技术中心; 本规范制定日期:2011-9-20 不锈钢管焊接工艺规范 1范围 本规范规定了不锈钢管焊接的材料、焊工、工作场所、设备、装配要求、焊接工艺和焊缝检验。 本规范适用于不锈钢管和法兰的焊接。 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本
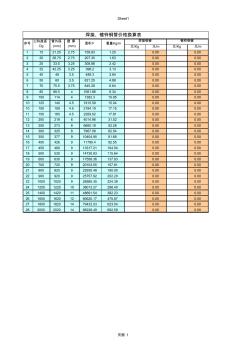
镀锌钢管、焊接钢管质量价格换算
格式:pdf
大小:32KB
页数:1P
4.5
0 单价面积体积面积体积面积 60.390.0000.000.410.002.00-0.30工程量面积000 80.620.0000.000.660.002.25-0.344.400.23020.1601.0639.96 102.25-0.345.3400.25021.1101.1240.9 151.260.0000.001.340.0000.002.75-0.416.69000.27022.4601.1942.25 201.630.0000.001.730.0000.002.75-0.418.5500.31024.3201.28044.11 252.420.0000.002.570.0000.003.25-0.4910.
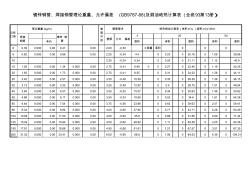
焊接钢管价格计算
格式:pdf
大小:27KB
页数:1P
4.6
sheet1 元/kg元/m元/kg元/m 11521.252.75159.831.250.000.00 22026.752.75207.351.630.000.00 32533.53.25308.862.420.000.00 43242.253.25398.23.130.000.00 540483.5489.33.840.000.00 650603.5621.254.880.000.00 77075.53.75845.286.640.000.00 88088.541061.868.340.000.00 910011441382.310.850.000.00 101251404.51915.5915.040.000.00 101501594

焊接钢管价格计算表
格式:pdf
大小:21KB
页数:1P
4.4
编号 理论重 量kg/m类型规格 信息价 元/吨价格类型规格 信息价 元/吨价格 11.25dn155.88dn156.56 21.63dn207.66dn208.55 32.42dn2511.28dn2512.70 4(有 3.14)3.13dn3214.59dn3216.42 53.84dn4017.89dn4020.15 64.88dn5022.74dn5025.61 76.64dn7030.94dn7034.84 88.34dn8038.86dn8043.76 910.85dn10050.45dn10057.27 1015.04dn12569.94dn12579.39 1117.81dn15082.82dn15094.02 4950 4980 焊管及镀锌管的2
焊接钢管价格计算
格式:pdf
大小:35KB
页数:2P
4.8
sheet1 元/kg元/m元/kg元/m 11521.252.75159.831.250.000.00 22026.752.75207.351.630.000.00 32533.53.25308.862.420.000.00 43242.253.25398.23.130.000.00 540483.5489.33.840.000.00 650603.5621.254.880.000.00 77075.53.75845.286.640.000.00 88088.541061.868.340.000.00 910011441382.310.850.000.00 101251404.51915.5915.040.000.00 101501594
奥氏体不锈钢焊接钢管呈现磁性及点腐蚀现象的分析 奥氏体不锈钢焊接钢管呈现磁性及点腐蚀现象的分析
格式:pdf
大小:154KB
页数:1P
4.7
奥氏体不锈钢钢带经冷卷制、焊接、热处理、酸洗钝化等工序加工制造,钢管成型后,部分奥氏体组织因冷形变转化为马氏体,与材料中残留的部分铁素体组织共同导致钢管呈现磁性,由于不休钢各元素的匹配,材料中铁素体超标及不锈钢在酸性钝化的处理不到位,都能导致钢管表面产生点蚀现象。
每米焊接钢管、不锈钢管的重量和价格相关
文辑推荐
知识推荐
百科推荐


职位:施工员
擅长专业:土建 安装 装饰 市政 园林


