

埋弧焊烧结焊剂中MnO应用的试验分析
格式:pdf
大小:336KB
页数:3P
人气 :79
 3
3
埋弧焊烧结焊剂中MnO应用的试验分析——通过对烧结焊剂中常用组分MnO的物理化学性质的分析,试制了三种烧结焊剂,并进行了接头组织及力学性能的对比试验。结果表明,烧结焊剂中加入适量的MnO,对提高焊剂的碱度、增加焊剂还原性、净化焊缝、改善脱渣、成形等工...



 不锈钢埋弧焊烧结焊剂研制
不锈钢埋弧焊烧结焊剂研制 不锈钢埋弧焊烧结焊剂研制
研制了一种不锈钢埋弧焊烧结焊剂,采用caf2-al2o3-casio3焊剂渣系,碱度bⅱw为1.7-2.3。研发焊剂与h00cr21ni10焊丝匹配,焊接工艺性能良好,施焊过程电弧稳定,脱渣性能良好,焊缝成形美观。研发焊剂冶金性能良好,焊缝合金元素烧损少,杂质元素渗入少,具有良好的力学性能和耐晶间腐蚀性能。
编辑推荐下载
管线钢多丝埋弧焊烧结焊剂焊接工艺性能研究
格式:pdf
大小:399KB
页数:3P
3
管线钢多丝埋弧焊烧结焊剂焊接工艺性能研究——对管线钢用多丝埋弧焊烧结焊剂主要组分对焊接工艺性能的影响规律进行了试验研究,在此基础上研制出一种基于mgo.cafral2o3.sio2.mno.zro2渣系、碱度b在1.2~i.5之间的新型烧结焊剂。试验表明,该焊剂在多丝埋...
埋弧焊选用的焊丝和焊剂配合
格式:pdf
大小:7KB
页数:1P
4.5
埋弧焊选用的焊丝和焊剂配合 埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的 方法。焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊 接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成 分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采 用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊 剂(主要是烧结焊剂)配合。 对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数 的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
埋弧焊烧结焊剂中MnO应用的试验分析热门文档
X100管线钢埋弧焊用烧结焊剂的研制 X100管线钢埋弧焊用烧结焊剂的研制
格式:pdf
大小:226KB
页数:4P
4.7
介绍了x100管线钢埋弧焊用烧结焊剂的渣系选择,分析了碱度范围确定及焊接工艺性和力学性能,通过与x100匹配焊丝h03mnni3motib进行双丝埋弧焊接试验,其焊缝和热影响区质量均满足apispec5l标准要求,但焊道表面存在黑斑,经能谱分析得知焊道表面黑斑成分为氧化亚铁,并设想提出通过增强熔渣的保护作用和降低焊缝氧含量进而消除黑斑现象的方案,从而得到优异的x100管线钢焊剂配方。

X80管线钢埋弧焊用烧结焊剂的研制
格式:pdf
大小:496KB
页数:4P
3
x80管线钢埋弧焊用烧结焊剂的研制——从高强度低合金钢(hsia)焊缝熔敷金属中的针状铁素体形核机理出发,确定以caf2一mgo-ai2—mno-tio2.03氟碱性渣系进行高强韧性埋弧焊烧结焊剂设计。结果表明,焊剂中添加mno有利于焊缝中mn元素的过渡,降低一a温度,从而...
新型18-8型不锈钢埋弧焊用烧结焊剂 新型18-8型不锈钢埋弧焊用烧结焊剂
格式:pdf
大小:118KB
页数:3P
4.8
开发了焊接低温下使用的18-8型不锈钢的埋弧焊用烧结焊剂,渣系为caf2-sio2-mgo-al2o3-cao,属于中性焊剂。该焊剂具有良好的工艺性能和冶金性能。该焊剂配合焊丝er308l焊接所得熔敷金属主要为奥氏体和含有不超过6%的铁素体,此时熔敷金属具有良好的韧性,在-196℃温度下冲击功值均在100j以上。

我国埋弧焊焊剂的生产应用现状及发展
格式:pdf
大小:2.1MB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
埋弧焊烧结焊剂中MnO应用的试验分析精华文档
埋弧焊时焊剂与焊丝的选配
格式:pdf
大小:8KB
页数:2P
4.3
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用 同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。一种 焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能 得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较 强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。焊 道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良 好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于

埋弧焊时焊剂与焊丝选配
格式:pdf
大小:12KB
页数:2P
4.6
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因 素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性 能将有很大的差别。一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在 低合金钢上都有这种合理的组合。 1对焊剂工艺性能及质量的要求 (1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊 缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高 的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表 面张力。焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣 容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次

埋弧焊焊丝焊剂选配
格式:pdf
大小:423KB
页数:20P
4.3
-1- 埋弧焊材料——焊丝、焊剂及选配 表1国产焊丝标准化学成分(gb/t14957——1994) 钢 种 牌号 化学成分(质量分数)(%) cmnsicrnimov其他 sp用途 ≤ 碳 素 结 构 钢 h08 h08a h08e h08mn h08mna h15a h15mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 — — — — — — — —
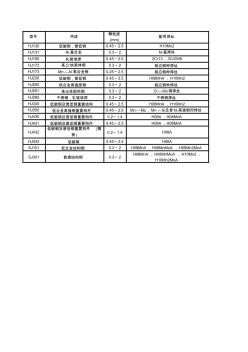
埋弧焊常用焊丝及配用焊剂
格式:pdf
大小:23KB
页数:2P
4.3
型号用途 颗粒度 (mm) 配用焊丝 hj130低碳钢,普低钢0.45~2.5h10mn2 hj131ni基合金0.3~2ni基焊丝 hj150轧辊堆焊0.45~2.52cr13,3cr2w8 hj172高cr铁索体钢0.3~2相应钢种焊丝 hj173mn—al高合金钢0.25~2.5相应钢种焊丝 hj230低碳钢,普低钢0.45~2.5h08mna,h10mn2 hj250低合金高强度钢0.3~2相应钢种焊丝 hj251珠光体耐热钢0.3~2cr—mo钢焊丝 hj260不锈钢,轧辊堆焊0.3~2不锈钢焊丝 hj330低碳钢及普低钢重要结构0.45~2.5h08mna,h10mn2 hj350低合金高强钢重要构件0.45~2.5mn—mo,mn—si及含ni高强钢用焊丝 hj430低碳钢及普低钢重要构件0
埋弧焊焊丝焊剂的选择
格式:pdf
大小:320KB
页数:12P
4.4
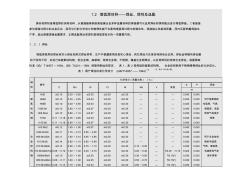
1.2埋弧焊材料——焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。二者直接 参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生 产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。 1.2.1焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。焊丝品种随所焊金属 的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据国家 标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学成分。 表1国产
埋弧焊烧结焊剂中MnO应用的试验分析最新文档
埋弧焊焊丝焊剂选配
格式:pdf
大小:449KB
页数:26P
4.6
1.2埋弧焊材料——焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和 焊剂配合进行埋弧焊接。二者直接参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响 埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生产率,因此根据焊缝金属要求,正确 选配焊丝和焊剂是埋弧焊技术的一项重要内容。 1.2.1焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特 殊场合应用。焊丝品种随所焊金属的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、 不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据国家标准gb/t14957—1994、gb/ t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学 成分。 表1国产
X100管线钢用埋弧焊焊丝和烧结焊剂的开发 X100管线钢用埋弧焊焊丝和烧结焊剂的开发
格式:pdf
大小:240KB
页数:3P
4.5
介绍了新研发的焊接x100管线钢用埋弧焊焊丝和烧结焊剂。新研发的焊剂渣系为caf2-sio2-mgo-al2o3-cao,属于高碱度焊剂。该焊剂具有良好的工艺性能和冶金性能。利用新研发的焊剂和焊丝焊接,所得熔敷金属具有良好的韧性和很高的强度,20℃时的熔敷金属强度达到875mpa,在-60℃温度下的冲击吸收能量值均在42j以上。

C、Cu和Cr对10CrNiCu埋弧焊丝配烧结焊剂焊缝力学性能的影响
格式:pdf
大小:224KB
页数:3P
3
c、cu和cr对10crnicu埋弧焊丝配烧结焊剂焊缝力学性能的影响——针对船用10crnicu钢设计了4种不同化学成分的埋弧焊丝,研究了焊丝与烧结焊剂配套使用时c、cu、cr元素对焊缝力学性能的影响。结果表明c、cu可以增加焊缝中针状铁索体的含量,细化晶粒尺寸,从而提高...
基于均匀设计法碱性烧结焊剂焊缝成形研究
格式:pdf
大小:189KB
页数:3P
3
基于均匀设计法碱性烧结焊剂焊缝成形研究——采用均匀设计法研究了mgo—caf2-a1203一si02~t性渣系烧鲒焊荆的焊缝成形;应用数理统计方法回归出了焊荆中各组分与焊缝成形的数学模型:获得了电熔镁、大理石、氟石、铝矾土、金红石与黏土的变互作用对焊缝成形的影...
烧结焊剂SJ101在耐热钢中的工艺分析
格式:pdf
大小:209KB
页数:3P
3
烧结焊剂sj101在耐热钢中的工艺分析——在压力容器厚板、大直径耐热钢的焊接中,改变以往的手工电弧焊工艺,现采用埋弧自动焊工艺,用烧结焊剂sj101匹配焊丝h13crmoa进行焊接工艺评定,经过检验,各项技术指标达到jb4708—2ooo(~$u压力容器焊接工艺评定》的要求...

埋弧焊焊丝焊剂采购技术要求
格式:pdf
大小:42KB
页数:3P
4.5
埋弧焊焊丝、焊剂采购技术要求 1.采购产品的信息 采购类型型号常用规格执行标准 焊丝h10mn2φ4gb/t5293-1999 h08mn2siaφ4gb/t5293-1999 焊剂f48a4-h10mn2gb/t12470-2003 h08mnagb/t5293-1999 2.采购技术要求 2.1焊丝 2.1.1熔敷金属力学性能要求: 焊丝型号熔敷金属力学性能 抗拉强度 b rm/mpa 屈服强度b rp0.2/mpa 伸长率 a/% 冲击试验 试验温度℃吸收功(j) h10mn2415~550≥330≥22-40≥27 h08mn2sia480~650≥400≥22-20≥27 2.1.2焊丝化学成分 焊丝型号化学成分(%) cmnsipsnicrcu h10mn2≤0.1
 直缝钢管埋弧焊焊剂回收方法
直缝钢管埋弧焊焊剂回收方法 直缝钢管埋弧焊焊剂回收方法
格式:pdf
大小:456KB
页数:4P
4.7
分析了直缝钢管埋弧焊接时焊剂输送和回收的几种方式,介绍了焊剂输送回收的主要部件:真空源、除尘器及焊剂分离器等的原理和特点,并提出了较佳的搭配方式
不锈钢带极电渣焊用烧结焊剂JWF205D的研制 不锈钢带极电渣焊用烧结焊剂JWF205D的研制
格式:pdf
大小:293KB
页数:4P
4.5
研制了一种新型的不锈钢带极电渣焊用烧结焊剂jwf205d,其渣系为caf2-al2o3-cao-sio2-mgo。该焊剂在焊接开始时能快速形成电渣熔池,在15m/h快速焊接条件下仍能保持稳定的电渣过程,焊接过程中飞溅小,堆焊层成形质量好,热脱渣性能优良。其为一剂多带设计,可配合多种型号的不锈钢焊带单层或多层堆焊,且熔渣碱度较高,合金元素烧损少,所得堆焊层的化学成分及各项性能指标均符合相关标准规定及用户技术协议要求。
奥氏体不锈钢带极电渣堆焊用烧结焊剂的研制 奥氏体不锈钢带极电渣堆焊用烧结焊剂的研制
格式:pdf
大小:460KB
页数:3P
4.7
研制了一种新型的配奥氏体不锈钢带极电渣堆焊用烧结焊剂,其渣系为caf2-mgo-sio2-al2o3,碱度biiw为3.5~3.8。焊接工艺试验表明,使用该焊剂,焊接开始后5s内就可迅速建立电渣熔池,并在随后的施焊中保持稳定的电渣过程,焊接过程中飞溅少,焊后脱渣容易,焊缝成形性好。堆焊层金相组织观察和化学成分分析的结果表明,研制的烧结焊剂配奥氏体不锈钢带极电渣堆焊,其凝固模式为抗凝固裂纹能力良好的fa模式,获得的堆焊层组织为奥氏体加少量铁素体。母材对堆焊层的稀释率低,合金元素的烧损小。
埋弧焊烧结焊剂中MnO应用的试验分析相关
文辑推荐
知识推荐
百科推荐


职位:二级消防工程师
擅长专业:土建 安装 装饰 市政 园林


