




 3205号窗框钢轧制工艺参数测定及分析
3205号窗框钢轧制工艺参数测定及分析 3205号窗框钢轧制工艺参数测定及分析
本文在现场生产条件下对3205窗框钢轧制过程中不对称孔型轧制k_1~k_6的工艺参数进行了测定。对轧制工艺、孔型配置、轧件温度与电机转速等问题作了评价,并为进一步改进生产提供了科学数据。
编辑推荐下载
涟钢CSP热轧平整机辊形优化技术的研究 涟钢CSP热轧平整机辊形优化技术的研究
格式:pdf
大小:1000KB
页数:5P
 4.3
4.3
涟钢1800csp热轧平整机在生产中存在一些板形缺陷,板形质量异议在5%以上。为了提高该机组的板形控制水平,减轻工作辊"w"形不均匀磨损对板形的影响,并提高单辊过钢量,针对热轧平整机工艺特点,以工作辊和支撑辊间接触压力分布均匀化和前张力分布均匀化为目标,优化设计了新的工作辊及支撑辊辊形。理论计算和现场应用表明,优化后新辊形使辊间接触压力分布趋于均匀,平整机工作辊"w"形磨损得到缓解,单辊过钢量与板形质量均显著提高。
φ14mm螺纹钢三切分轧制工艺优化 φ14mm螺纹钢三切分轧制工艺优化
格式:pdf
大小:195KB
页数:3P
4.6
介绍了棒线型材厂三切分轧制φ14mm螺纹钢筋时实施的孔型优化、关键导卫备件尺寸优化、轧制通道改造、生产操作的标准化等改造与优化,以及效果。
梅钢1420平整机组辊型及轧制工艺参数优化热门文档
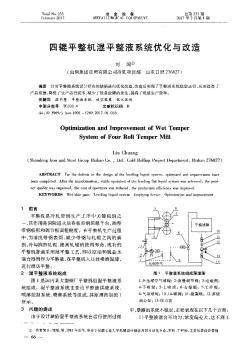
四辊平整机湿平整液系统优化与改造
格式:pdf
大小:196KB
页数:3P
4.7
针对平整液系统设计存在的缺陷进行优化改造,改造后实现了平整液系统稳定运行,从而提高了产品质量,降低了生产运行成本,减少了设备故障的发生,提高了机组生产效率。

四辊平整机湿平整液系统优化与改造
格式:pdf
大小:89KB
页数:3P
4.4
针对平整液系统设计存在的缺陷进行优化改造,改造后实现了平整液系统稳定运行,从而提高了产品质量,降低了生产运行成本,减少了设备故障的发生,提高了机组生产效率。
1400平整机设计
格式:pdf
大小:1.3MB
页数:45P
4.7
第1页 1400平整机设计 摘要 现代工业技术和生产工序自动化的迅速发展,对冷轧带钢的数量和质量的要求越来 越高。冷轧带钢平整是带钢生产的一个重要环节,这也促使冷轧生产技术、装备技术和 控制技术向更高的方向发展。而冷轧带钢平整作为冷轧精整生产过程中的一个重要工 序,对产品质量的保证有着十分重要的作用。为了适应冷轧生产高速化、连续化、自动 化的发展需要,不断提高产品质量和性能,每个钢铁企业都引进先进的平整设备。本论 文阐述了1400平整机组的装机水平及特点,机组的机械设备组成,着重介绍了机组的 主传动系统的设计及其主要零部件的强度校核,为平整机能更好地满足平整精度要求提 供了设备支持。机组设备在满足先进性、实用性的同时,考虑经济性,从研发制造以及 设备维护角度考虑所需的费用支出,并且从环保角度考虑其是否适合环保节能生产,是 否符合相关规定。 关键词:带钢;平整机;冷轧 第
平整机组产生钢卷层间擦伤的原因及解决措施 平整机组产生钢卷层间擦伤的原因及解决措施
格式:pdf
大小:159KB
页数:未知
4.7
平整机组自投产以来一直存在程度不等的钢卷层间表面擦伤问题。依钢种、规格不同,表面擦、划伤程度不等。表面擦划伤的存在严重影响到热连轧的产品形象,给用户的生产和使用带来不便。特别是薄规格集装箱板和供冷轧的不锈钢热轧卷表面擦伤问题尤为突出。分析解决平整机组造成的钢卷表面擦划伤,是改善平整钢卷表面质量的关键问题之一。通过对工艺、操作方面的探讨、研究并采取有针对性的措施,各工序问必须遵循“张力渐小”原则,热轧卷表面擦伤问题得到很好的控制,下工序的反映也证实了表面擦划伤缺陷呈明显减少的趋势。
合金圆钢轧制工艺优化 合金圆钢轧制工艺优化
格式:pdf
大小:164KB
页数:未知
4.6
1前言柳钢棒线型材厂中型线生产的圆钢规格为φ45~116mm,含锰圆钢钢种为40mn2、70mn2、65mn、50mn、20mnsi、20crmnti、20crmntih1(h2、h3、h4)等,钢的强度、耐磨性都较高。由于精整线原为生产槽、角钢设计,成品表面质量控制难度较大,且无有效的控冷措施导致合金圆钢表面质量较差以及热轧态表面布氏硬度值偏高,端头部分尤为明显,
梅钢1420平整机组辊型及轧制工艺参数优化精华文档
优化炼钢、轧制工艺,提高焊条盘条质量
格式:pdf
大小:159KB
页数:4P
3
优化炼钢、轧制工艺,提高焊条盘条质量——根据湘钢现有设备,通过优化80tld转炉一150mm×150mm方坯连铸机一高速线材轧机工艺操作,可大幅度提高焊条盘条的力学性能,达弼生产出优质焊条钢的目的。
莱钢1500mm冷轧带钢平整轧制工艺实践 莱钢1500mm冷轧带钢平整轧制工艺实践
格式:pdf
大小:216KB
页数:未知
4.4
介绍了莱钢1500mm单机架四辊平整机组的设备组成、控制系统以及平整生产模式。通过对平整延伸率自动控制系统(aec系统)和分段张力控制系统进行分析,在工艺参数的设置、系统控制的优化、生产模式的选择等方面做到有效控制,从而提高了平整延伸率的控制精度35%,确保了平整后产品力学性能与表面质量的稳定性,产量提高了26%。
宝钢1800 3~# CGL热镀锌平整机辊型技术的研究 宝钢1800 3~# CGL热镀锌平整机辊型技术的研究
格式:pdf
大小:437KB
页数:3P
4.8
充分考虑到热镀锌平整机的生产工艺特点,首次以带材出口前张力与轧制压力横向分布都均匀作为目标函数,推导出了一套针对热镀锌平整机的辊型优化设计模型,并将其应用到宝钢1800冷轧3#cgl热镀锌平整机的辊型设计,不但保证了产品的板形质量,而且锌层的质量也达到了用户的要求,取得了较大的经济效益。
HRB500钢筋轧制工艺的优化与应用 HRB500钢筋轧制工艺的优化与应用
格式:pdf
大小:272KB
页数:6P
4.5
主要分析了水钢轧钢厂三条棒线hrb500钢筋生产工艺存在的问题,通过优化轧线工艺,解决了切分轧制工艺中切分孔型易蹦槽、轧制吨位低问题,减少中轧机组电机负荷,确保了轧线设备稳定运行,并进一步提高了hrb500钢筋产能。
宽厚板Q345钢轧制工艺探讨 宽厚板Q345钢轧制工艺探讨
格式:pdf
大小:496KB
页数:3P
4.4
探讨了不同轧制工艺对q345钢40、25、14mm厚规格板组织性能的影响。结果表明:对于40mm和25mm厚的q345钢采用控制轧制方式,对于14mm厚规格板采用任意轧制方式,均可得到较好的综合性能。不同板厚的钢板,由于冷却速度不同造成钢板越薄,韧性越差。
梅钢1420平整机组辊型及轧制工艺参数优化最新文档
11号矿用工字钢轧制工艺研究 11号矿用工字钢轧制工艺研究
格式:pdf
大小:317KB
页数:4P
4.7
介绍了攀钢轨梁万能生产线生产11号矿用工字钢的孔型设计步骤、方法及主要工艺技术参数的选取,重点介绍了bd机孔型系统的选取、万能水平辊及轧边机轧辊主要尺寸的确定。
热轧双相钢的轧制工艺研究 热轧双相钢的轧制工艺研究
格式:pdf
大小:385KB
页数:5P
4.7
简要说明了热轧双相钢组织及生产特点,并结合本钢dp590级热轧双相钢的生产介绍了工艺条件对c-si-mn-cr-mo系双相钢组织性能的影响及工艺参数的确定。
梅钢热镀铝锌机组工艺介绍 梅钢热镀铝锌机组工艺介绍
格式:pdf
大小:129KB
页数:2P
4.3
介绍了梅铜冷轧厂热镀铝锌项目概况,针对镀铝锌关键生产工艺进行了系统分析,详细阐述了各工艺段相关设备的功能特点及其在工艺上的作用、根据镀铝锌生产的情况,重点介绍了清洗、退火、热镀铝锌、平整拉矫、辊涂段的工艺和设备特点。
Φ5.5线材轧制工艺
格式:pdf
大小:272KB
页数:10P
4.5
φ5.5mm线材轧制工艺的分析与测定 高海建 摘要:分析了φ5.5mm线材的生产工艺特征及工艺要求;介 绍了马钢借助先进的记录仪及对大量生产数据的采集,找出了生产 φ5.5mm线材时高速区频繁堆钢的原因,进而优化了高速区工艺控制 参数及时序上的设定,模索出一套φ5.5mm线材的专用生产工艺,使 班产量由300t提高到500~600t。 关键词:高速线材轧机;φ5.5mm线材;轧制工艺 分类号:tg335.6+3 analysisandmeasurementofrollingprocessforφ5.5mmwire gaohai-jian (maanshaniron&steelco.,ltd.,maanshan243003,china) abstract:thetechnologycharacteristicsandrequir
单机架四辊可逆式冷轧机生产镀锌基板的轧制工艺 单机架四辊可逆式冷轧机生产镀锌基板的轧制工艺
格式:pdf
大小:749KB
页数:5P
4.4
根据昆钢冷轧单机架四辊可逆式冷轧机投产以来,轧制产量逐步稳产、高产,质量稳中有升的生产实践,对可逆式冷轧机生产镀锌基板所采取的轧制工艺进行分析和总结。
1700冷轧连退平整机吹扫系统改造
格式:pdf
大小:625KB
页数:2P
4.4
针对首钢京唐钢铁公司1700冷轧连退平整机平整液残留问题,分析原有平整机吹扫系统存在的问题,并进行针对性的改造。改造后,各种规格的带钢,包括极限规格的窄带钢和厚规格带钢,吹扫效果良好,带钢表面质量得到明显提高。
轧制工艺对H型钢SM490YB性能的影响 轧制工艺对H型钢SM490YB性能的影响
格式:pdf
大小:1.4MB
页数:4P
4.5
论述了h型钢sm490yb的冶炼、轧制工艺。分析研究了轧制工艺对sm490yb的影响。研究表明,晶粒过大和带状组织严重是造成轧件性能不合格的主要原因。通过优化轧制工艺,保证了sm490yb的各项力学性能;同时能减少合金加入量,降低生产成本。
微氮合金化HRB400螺纹钢轧制工艺及其优化 微氮合金化HRB400螺纹钢轧制工艺及其优化
格式:pdf
大小:196KB
页数:3P
4.8
使用微氮合金坯料,减少mn、v等合金添加量,优化轧制工艺,保证了产品符合gb1499.2-2007并实现稳定控制,降低hrb400螺纹钢成本20元/吨。
 纯钛冷轧板两辊平整轧制力计算
纯钛冷轧板两辊平整轧制力计算 纯钛冷轧板两辊平整轧制力计算
格式:pdf
大小:541KB
页数:3P
4.8
钛由于具有高强度、密度小、耐腐蚀等优点,被广泛应用于航空航天、石油化工、建筑等领域。本文简述了纯钛板的平整特性,计算纯钛板的平整轧制力,并与普通不锈钢的进行了比较,发现相同规格的纯钛板平整时轧制力低于普通不锈钢的,因此在不锈钢二辊平整机上同时实现钛板的平整是可行的。
梅钢1420平整机组辊型及轧制工艺参数优化相关
文辑推荐
知识推荐
百科推荐


职位:市政道路桥梁监理工程师
擅长专业:土建 安装 装饰 市政 园林


