

冷铸锚头环氧钢球的冷铸技术及工艺
格式:pdf
大小:362KB
页数:3P
人气 :86
 4.4
4.4
济南黄河公路大桥大修换索工程于1995年11月12日完成。对拆卸的248个冷铸锚头检查发现,质量均完好如初,表明原冷铸锚头的冷铸技术及加工工艺是成功的。现对环氧钢球锚头材料品种、质量、配合比例以及生产工艺加以介绍,供参考。



 抗疲劳钢绞线冷铸群锚
抗疲劳钢绞线冷铸群锚 抗疲劳钢绞线冷铸群锚
近年,我国斜拉桥工程建设较多。斜拉桥的梁和塔之间是依靠缆索连接和固定的。桥梁的使用过程中,斜拉缆索要承受变化幅度很大的疲劳应力,容易在锚固区发生疲劳断裂,因此缆索的锚固直接影响到桥梁的正常运营。
后张自锚工艺中的环氧树脂砂浆锚头 后张自锚工艺中的环氧树脂砂浆锚头
我局于1970年在平顶山制品厂跨度18米预应力混凝土屋架工程中,配合平顶山市建筑公司,采用高强度钢绞线后张自锚工艺。由于400号混凝土锚头通过试验证明无法握住高强钢绞线,后改用环氧树脂砂浆作锚头,经试验,可
编辑推荐下载
钢球生产工艺
格式:pdf
大小:22KB
页数:2P
4.7
一、钢球的简单生产工艺流程 球坯成形→去环带→粗磨→软磨→热处理→球坯成形→光球(或锉 削→软磨)→硬磨→细研→精研(或抛光)→超精研。 二、钢球详细生产工艺流程 1.伸线(拔丝): 将线材用拉丝机拉伸至所需要的线径; 2.冷镦(锻压): 将拉好的线材置入钢球冷镦机,由机内的钢模镦打成球胚; 3.光球: 光球机内的两块铸铁磨球圆板将冷镦球胚子加压锉磨,去除球胚上的外环带和两极点; 4.软球: 软球机内的两块铸铁磨球圆板将光球球胚子锉磨使球胚子磨成所需球径及表面粗糙度; 5.热处理: 将球装入热处理炉内加以渗碳后淬火再回火使球具有一定的渗碳层及硬度,韧性和压碎 负荷; 6.硬磨: 研磨机内的砂轮圆板将热处理球胚加压磨削,以去除球表面的黑色氧化层及修正球的精 度; 7.精研/抛光清洗: 精研:将研磨球胚在精研机内精研磨,使球达到成品所需要的精度和光洁度; 抛光清洗:将

冷铸锚头环氧钢球冷铸技术及工艺热门文档
环氧施工工艺
格式:pdf
大小:8KB
页数:1P
4.5
工序说明: 1.打磨:先用打磨机整体打磨一遍后用吸尘器吸尘一遍。 2.铺设底漆:将环氧树脂渗透底漆按一定比例调配均匀滚涂做底层,封闭 原素地表面之毛细孔,增强素地与漆层的接着力。 3.刮涂中层环氧砂浆(粗砂):将环氧树脂中涂漆主剂和硬化剂按一定比例 调和搅匀,加入石英砂(粗砂)调成环氧树脂砂浆,刮涂环氧树脂砂浆 中间层。 4.刮涂中层环氧砂浆(粗砂):将环氧树脂中涂漆主剂和硬化剂按一定比例 调和搅匀,加入石英砂(粗砂)调成环氧树脂砂浆,刮涂环氧树脂砂浆 中间层。 5.打磨找补:用无尘打磨整体打磨一遍后在进行砂浆找补,以补平砂孔。 6.腻子批补:将环氧树脂按一定比例调合搅匀,加入调成环氧树脂腻子, 全面批覆,以补平砂孔。 7.打磨:用打磨机整体打磨一遍后用吸尘器吸尘一遍。 8.面漆刮涂:将环氧树脂和面漆按一定比例调合搅匀,全面批覆,以补平 砂孔,增加面漆饱满度。 9.面漆滚涂:将环氧
钢球检测
格式:pdf
大小:201KB
页数:4P
4.5
钢球无损检测方法研究 摘要:主要介绍利用涡流技术对钢球表面裂纹、折叠、烧伤、脱碳、软点及针孔等缺陷进行100%检测,从而 确保了钢球的可靠性,提高了钢球的质量。其原理是用机械法使钢球的每一点都能被传感器检测到,无盲区,做 到全方位检测。 1前言 课题的研究是利用涡流技术对钢球表面进行100%在线检测,用机械法使钢球的每一点都 能被传感器检测到,无盲区,做到全方位检测。 目的是检测钢球表面。由于原材料及加工过程中产生裂纹、折叠、烧伤、脱碳、软点及针 孔等缺陷,必须对钢球表面进行检测,从而确保了钢球的可靠性,提高了钢球的品质。 钢球的表面质量检测,目前我国轴承行业基本采用外观法,即在日光灯下用眼睛(或借助于 低倍放大镜)观查。人的眼睛在灯光下观察极易疲劳,操作者用手工推挡法也无法保证钢球的全 面展开,极易漏检。 近些年,

钢球知识
格式:pdf
大小:1.9MB
页数:13P
4.5
不锈钢珠基本知识 gcr15轴承钢球(bearingsteelballs) 简介:轴承在工作是承受这极大的压力和摩擦力,所以要求轴承钢有高而均匀的硬度和耐磨度,以及高的弹性极限。对轴承钢的化学成分的均匀性、非金属夹杂物的含量和分布, 碳化物的分布等要求都十分严格,轴承钢又称高碳铬钢,含碳wc为1%左右,含铬量wcr为0.5%-1.65%。轴承钢有分为高碳铬轴承钢、无铬轴承钢、渗碳轴承钢、不休轴承钢、 中高温轴承钢、防磁轴承钢。 特性:有磁,铁素体型钢,油性包装,硬度可以达到hrc62-65度,其材料耐磨性较好,冷加工成钢球后精度可达万分之一毫米,表面呈镜面效果。颜色为铬色,但是不能焊接。 产品用途:非标球广泛用于各种五金行业,阀门,轴承、压铸件,冲孔件,研磨,测量. 用途广泛:精密轴承、仪器、仪表、制笔、喷涂机、水泵、机械配件、密封阀、制动泵、冲挤
钢球重量
格式:pdf
大小:42KB
页数:2P
4.7
规格重量规格重量规格重量规格重量 160x63.51220x66.78250x1014.2280x814.59 180x53.78220x88.87250x1216.77280x1017.98 180x64.49240x68.1260x69.55280x1221.26 200x54.69240x810.62260x812.53300x816.83 200x65.57250x68.81260x1015.41300x1020.75 200x87.28250x811.56260x1218.21300x1224.55 规格重量肋板重量总重规格重量肋板重量总重 300x1020.754.8325.58450x1465.615.3680.96 300x1224.555.63
冷铸锚头环氧钢球冷铸技术及工艺精华文档
钢球磨球机砂轮修整技术改进及应用 钢球磨球机砂轮修整技术改进及应用
格式:pdf
大小:365KB
页数:3P
4.7
以m8891及3m4630磨球机为例,介绍了砂轮修整方法改进后的修整原理、结构设计及修整参数的选择,并对改造后效果进行了实际应用考核,结果表明:新修整装置可提高加工质量和生产效率,降低生产成本

桩头环切工艺及标准
格式:pdf
大小:2.5MB
页数:5P
4.6
6.1桩头环切施工工艺 为保证桩基伸入承台10cm满足设计要求,保证标高一致、桩头 完整、平整等技术要求,我分部对桩头凿除采用了环切凿除施工工艺。 6.1.1施工工艺流程 钻孔灌注桩桩头环切凿除施工工艺见图6.1.1-1。 图6.1.1-1:桩头环切凿除工艺流程图 1)施工放样 同一个承台所有桩基施工完毕后,由架子队技术人员对承台四角 进行放样,现场打上木桩,并做好护桩,以确定承台具体位置。 2)测量抄平 对承台范围内原地面进行测量抄平,根据原地面标高和设计承台 底标高,计算出承台基坑的开挖深度,进行技术交底。 3)撒白灰线 根据承台基坑的开挖深度及现场地质情况,计算出开挖坡度及开 施 工 放 样 测 量 抄 平 撒 白 灰 线 基 坑 开 挖 基 坑 防 护 标 识 位 置 切 割 凿 除 桩 头 修 整 桩 头 基 底 整 平 钢 筋 调 直 挖尺寸,然后

冷铸锚头环氧钢球冷铸技术及工艺最新文档
环氧地坪_技术要求
格式:pdf
大小:311KB
页数:11P
4.4
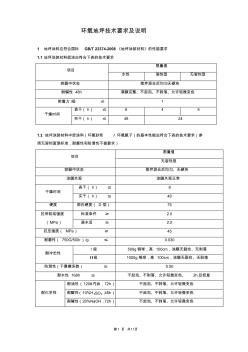
第1页共11页 环氧地坪技术要求及说明 1地坪涂料应符合国标gb/t22374-2008《地坪涂装材料》的性能要求 1.1地坪涂装材料底涂应符合下表的技术要求 项目 限量值 水性溶剂型无溶剂型 容器中状态搅拌混合后均匀无硬块 耐碱性48h漆膜完整、不起泡、不剥落、允许轻微变色 附着力/级≤1 干燥时间 表干(h)≤845 实干(h)≤4824 1.2地坪涂装材料中层涂料(环氧砂浆/环氧腻子)的基本性能应符合下表的技术要求(参 照无溶剂面漆标准,耐磨性和防滑性不做要求) 项目 限量值 无溶剂型 容器中状态搅拌混合后均匀、无硬块 涂膜外观涂膜外观正常 干燥时间 表干(h)≤6 实干(h)≤48 硬度邵氏硬度(d型)75 拉伸粘结强度 (mpa) 标准条件≥2.0 浸水后≥2.0 抗压强度(m
环氧地坪技术参数
格式:pdf
大小:6KB
页数:2P
4.5
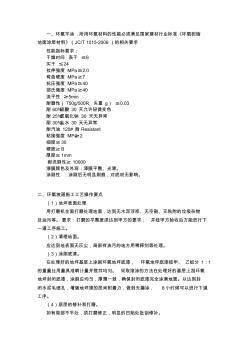
一、环氧平涂.所用环氧材料的性能必须满足国家建材行业标准《环氧树脂 地面涂层材料》(jc/t1015-2006)的相关要求 性能指标要求: 干燥时间表干≤6 实干≤24 拉伸强度mpa≥2.0 弯曲硬度mpa≥7 抗压强度mpa≥40 邵氏强度mpa≥40 流平性≥5min 耐磨性(750g/500r,失重g)≤0.03 耐60%硫酸30天允许轻微变色 耐25%氢氧化钠30天无异常 耐30%盐水30天无异常 耐汽油120#耐resistant 粘接强度mpa≥2 细度≤30 硬度≥b 厚度≥1mm 耐洗刷性≥10000 漆膜颜色及外观:漆膜平整、光滑。 涂刷性:涂刷后无明显刷痕,对底材无影响。 二、环氧坡道施工工艺操作要点 (1)地坪表面处理 用打磨机全面打磨处理地面,达到

环氧地坪—技术要求
格式:pdf
大小:387KB
页数:17P
4.4
1/17 世茂-西部区域 文件编号 环氧地坪地面 版号:01 工程名称xxx项目发行日期2018年5月30日 专项名称环氧地坪地面页码共15页 1.供应要求 1.1外观规格 产品类型环氧地坪地坪漆 水性、溶剂型、无溶剂型 品牌环氧地坪地坪 秀珀、西卡、巴斯夫、亚地斯、马贝、阳森、景 江、亚士漆、富思特、欧维固、嘉宝莉或同档次 1.2材质、部品要求 1.2.1地坪涂料应符合国标gb/t22374-2008《地坪涂装材料》的性能要求 a、地坪涂装材料底涂应符合下表的技术要求 项目 限量值 水性溶剂型无溶剂型 容器中状态搅拌混合后均匀无硬块 耐碱性48h漆膜完整、不起泡、不剥落、允许轻微变色 附着力/级≤1 干燥时间 表干(h)≤845 实干(h)≤4824 b、地坪涂装
环氧地坪技术要求
格式:pdf
大小:65KB
页数:4P
4.5
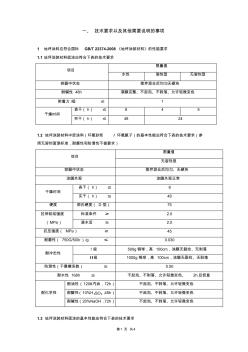
第1页共4 一、技术要求以及其他需要说明的事项 1地坪涂料应符合国标gb/t22374-2008《地坪涂装材料》的性能要求 1.1地坪涂装材料底涂应符合下表的技术要求 项目 限量值 水性溶剂型无溶剂型 容器中状态搅拌混合后均匀无硬块 耐碱性48h漆膜完整、不起泡、不剥落、允许轻微变色 附着力/级≤1 干燥时间 表干(h)≤845 实干(h)≤4824 1.2地坪涂装材料中层涂料(环氧砂浆/环氧腻子)的基本性能应符合下表的技术要求(参 照无溶剂面漆标准,耐磨性和防滑性不做要求) 项目 限量值 无溶剂型 容器中状态搅拌混合后均匀、无硬块 涂膜外观涂膜外观正常 干燥时间 表干(h)≤6 实干(h)≤48 硬度邵氏硬度(d型)75 拉伸粘结强度 (mpa) 标准条件≥2.0 浸水后≥2.0 抗
轴承钢球工艺质量关键技术分析与实践 轴承钢球工艺质量关键技术分析与实践
格式:pdf
大小:395KB
页数:5P
4.5
滚动轴承钢球的精度、性能和寿命在很大程度上取决于钢球加工过程中的工艺质量。从钢球的基本要求出发,对钢球的尺寸规格、精度等级、加工工艺过程、烧伤的原因与控制、节能降耗等方面进行了综述,同时对关键技术进行了分析和实践。
水冷铸铁板的铸造工艺措施 水冷铸铁板的铸造工艺措施
格式:pdf
大小:365KB
页数:未知
4.3
水冷铸铁板是轧钢车间加热炉所用的铸铁件。见图1。铸造该件的主要困难是尺寸较大(4360×1390×120),较重(4181kg,不包括钢管重)。特别是铸件内包有φ57×3的钢管6根。且钢管两端头互相连通,只留有两头进、出口管道。稍有不慎,
钢球磨煤机钢球筛选技术及运用实践微探 钢球磨煤机钢球筛选技术及运用实践微探
格式:pdf
大小:118KB
页数:未知
4.4
随着我国社会不断发展,社会人群对能源的需求原来越高.钢球磨煤机是火力发电站煤粉制备系统的主体设备.同时也适用于水泥工业、冶金工业、化学工业、制糖工业等制粉系统,广泛用于粉碎各种硬度的煤炭.由此可见,加强钢球磨煤机研究的重要性.本文重点从传统筛选钢球法的弊端作为出发点,探究当今钢球筛选新技术,进而分析钢球筛选新技术的应用实践.
中心水冷铸造喷头在30吨转炉上的应用 中心水冷铸造喷头在30吨转炉上的应用
格式:pdf
大小:416KB
页数:未知
4.6
过去我厂30t转炉炼钢吹氧使用锻造加工三孔喷头,因三孔中心部位无水冷,喷头寿命低,历年平均枪龄只有158~365炉,喷枪的频繁更换,不仅影响炼钢作业时间和加重设备维修的负担,而且对稳定转炉操作和进一步提高技术经济指标不利。为了提高喷枪使用寿命,首钢炼钢厂与北京钢铁学院合作,共同研制中心水冷铸造喷头,由首钢炼钢厂提供喷头设计,北京钢铁学院负责铸造加工。这种新
用激冷铸铁铸造发动机汽门挺柱的探讨 用激冷铸铁铸造发动机汽门挺柱的探讨
格式:pdf
大小:530KB
页数:未知
4.4
目前,国外发动机挺柱应用激冷铸铁的甚多,国产发动机挺柱大多数是用钢材的。定海汽车配件厂对难度比较大的北京牌bj212汽油发动机的汽门挺柱(以下简称挺柱),做了探讨性的研制生产。并在北京内燃机厂,(以下简称“北内”)的帮助指导下,于85年7月份投入批量生产,同年10月份通过了科研成果鉴定。为共同探讨激冷铸铁挺柱的工艺、金相组织等,现把我们研试生产的情况介绍如下。
冷铸锚头环氧钢球冷铸技术及工艺相关
文辑推荐
知识推荐
百科推荐


职位:项目安全检查员
擅长专业:土建 安装 装饰 市政 园林


