

烙铁,风枪焊接技术
格式:pdf
大小:97KB
页数:7P
人气 :57
 4.6
4.6
维修基本技能知识 2.1.1 焊接技术知识 1、焊接工具及辅料: 电烙铁、热风枪、摄子( ST-11)、主板夹具、焊锡、助焊膏(助焊剂) 、隔热片、 酒精。 2、焊料基础知识 (1)含义:在焊接中,用于熔合两种金属或两种金属以上的金属面,使它们成 为一个整体的金属或合金都叫 焊料。 (2)分类:按熔点可分为熔点在 450°C以下的软焊料和熔点在 450 °C以上的硬 焊料两种。 (3)在无线电装接中,常用的是软焊料中的锡铅焊料,通常将锡铅焊料做成管 状,中心加有松香助焊剂 3、电烙铁知识 (1)、电烙铁的种类 外热式电烙铁:烙铁头安装在烙铁芯里面,故称外热式电烙铁。 内热式电烙铁:烙铁芯安装在烙铁头里面,因而发热快、热的利用率高,因此称 为内热式电烙铁。 横温电烙铁:恒温电烙铁内,装有带磁铁式的温度控制器, 控制通电时间而实现。 即电赉铁通电时,烙铁温度上升,当达到预定的温度时,因强磁体




电烙铁焊接技术(实用)
0 东莞中浩天电子科技有限公司 ***内培培训教材之一*** 汇编者::周满平汇编日期汇编日期:200:20099年07月27日 内部培训教材,,非经允许严禁影印!! 电 烙 铁 焊 接 技 术 1 目录 chapter1 第一篇电烙铁的介绍及使用 1电烙铁的结构及种类-----------------------------------------------------------2 2电烙铁焊接辅助工具器具------------------------------------------------------2 3电烙铁的使用-----------------------------------------------------------------3 4电烙铁的持握方法--------------------

电烙铁与焊接技术
电烙铁与焊接技术 一、电烙铁 1、常用电烙铁的种类和功率 常用电烙铁分内热式和外热式2种。内热式电烙铁的烙铁头在电热丝的外 面,这种电烙铁加热快且重量轻。外热式电烙铁的烙铁头是插在电热丝里面,它 加热虽然较慢,但相对讲比较牢固。 电烙铁直接用220v交流电源加热。电源线和外壳之间应是绝缘的,电源线 和外壳之间的电阻应是大于200m欧姆. 电子爱好者通常使用30w、35w、40w、45w、50w的烙铁。功率较大的电烙 铁,其电热丝电阻较小。欧姆定律导出公式:r=u/i=u/i*u/u=u^2/p 2、烙铁使用的注意事项 (1)新买的烙铁在使用之前必须先给它蘸上一层锡(给烙铁通电,然后在烙 铁加热到一定的时候就用锡条靠近烙铁头),使用久了的烙铁将烙铁头部锉亮, 然后通电加热升温,并将烙铁头蘸上一点松香,待松香冒烟时在上锡,使在烙铁 头表面先镀上一层锡。 (2)
编辑推荐下载
电烙铁使用方法与焊接技术
格式:pdf
大小:28KB
页数:3P
4.7
电烙铁使用方法与焊接技术 物电系电子信息科学与技术姓名周伟学号20091042146 一、电烙铁 1、常用电烙铁的种类和功率 常用电烙铁分内热式和外热式2种。内热式电烙铁的烙铁头在电热丝的外面,这种电烙铁加 热快且重量轻。外热式电烙铁的烙铁头是插在电热丝里面,它加热虽然较慢,但相对讲比较 牢固。 电烙铁直接用220v交流电源加热。电源线和外壳之间应是绝缘的,电源线和外壳之间的电 阻应是大于200m欧姆. 电子爱好者通常使用30w、35w、40w、45w、50w的烙铁。功率较大的电烙铁,其电热丝电阻 较小。欧姆定律导出公式:r=u/i=u/i*u/u=u^2/p 2、烙铁使用的注意事项 (1)新买的烙铁在使用之前必须先给它蘸上一层锡(给烙铁通电,然后在烙铁加热到一 定的时候就用锡条靠近烙铁头),使用久了的烙铁将烙铁头部锉亮,然后通电加热升温,
![电烙铁焊接技术培训课程[1]](https://files.zjtcn.com/group1/M00/8B/9D/CgoBZ2A_AZ6AJvmPAAAlTNizEBI306.jpg)
电烙铁焊接技术培训课程[1]
格式:pdf
大小:509KB
页数:22P
4.3
1 电烙铁焊接技术培训课程 第一部份焊接分类与电烙铁的介绍 第一节焊接分类 第二节电烙铁的介绍 第二部份焊接的基本观念 第一节何为焊接 第二节焊接的障碍物 第三节合金层 第四节良好焊接基本条件 第五节焊锡丝使用方法 第六节工具使用规则 第七节焊锡材料之选用 第八节焊油的功用及焊接法则 第九节手焊锡材料 第十节焊接温度与加热时间 第十一节焊接操作的具体手法 第十二节拆焊 第三部份焊点的质量及检查 第一节虚焊产生的原因及其危害 第二节对焊点的要求 第三节焊点沾锡情况 第四节焊点扩散角度 第五节焊接质量的检查 第六节焊点检验标准及缺陷分析 2 电烙铁焊接技术培训课程内容 绪言 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要 环节之一,如果没有相应的工艺质量保证,任何一个设计精良的电子装置都难以 达到设计指标。它在电子产品实验
烙铁风枪焊接技术热门文档

烙铁焊接培训资料
格式:pdf
大小:204KB
页数:20P
4.7
公司烙铁焊接培训教材 一、焊接的理论知识 1、什么叫焊接? 焊接是将需要连接的两个金属加热到焊锡的溶解温度,对此注入适量焊锡,将焊锡渗 透在两个金属的中间,使之连接在一起,金属与渗透在金属中间的焊锡,形成合金层 的整个过程。 2、焊接的目的? 电气的连接:把两个金属连接在一起,使电路能导通。 机械的连接:把两个金属连接在一起,使两者位置关系固定。 密封:把两个金属焊接后,防止空气、水、油等渗漏。 3、满足焊接的条件是什么? 清洁:把铜箔和元件表面清洁,使两者干净并保持干净。 加热:同时对铜箔和元件加热,使起在同一时间达到同一温度。 焊接:(供给焊锡)在适当的温度时,注入适量焊锡。 4、什么叫粘附? 粘附为将合金层形成在焊锡与连接金属之中,就将焊锡成分吸附粘合在想要焊接 的金属表面上,焊锡的粘合称之为粘附。 5、完全粘附的条件是什么? 元件的表面处理应做好。 元件的表面应保持干净。 使用适
电工技术---电烙铁焊前处理及焊接步骤
格式:pdf
大小:12KB
页数:5P
4.4
电烙铁焊前处理及焊接步骤(电烙铁的焊接方法) (1)焊前处理步骤 焊接前,应对元器件引脚或电路板的焊接部位进行处理,一般有“刮”、 “镀”、“测”三个步骤: “刮”:就是在焊接前做好焊接部位的清洁工作。一般采用的工具是小刀和 细砂纸,对集成电路的引脚、印制电路板进行清理,去除其上的污垢,清理完后 一般还需要往待拆元器件上涂上助焊剂。 “镀”:就是在刮净的元器件部位上镀锡。具体做法是蘸松香酒精溶液涂在 刮净的元器件焊接部位上,再将带锡的热烙铁头压在其上,并转动元器件,使其 均匀地镀上一层很薄的锡层。 “测”:就是利用万用表检测所有镀锡的元器件是否质量可靠,若有质量不 可靠或已损坏的元器件,应用同规格元器件替换。 (2)焊接步骤 做好焊前处理之后,就可进行正式焊接。 不同的焊接对象,其需要的电烙铁工作温度也不相同。判断烙铁头的温度时, 可将电烙铁碰触松香,若有“吱吱”的声音,说
焊接技术概论
格式:pdf
大小:49KB
页数:6P
4.3
第一章焊接技术概论 目的和要求 1.掌握焊接的定义、分类及优缺点。 2.掌握防止触电及防止火灾、爆炸、中毒、辐射及特殊环境焊接的安全技术措施。 3.理解焊接安全生产的重要性和焊接劳动保护措施。 4.了解国内外焊接技术发展与应用概况。 §1-1概述 1.金属连接的方式 在金属结构和机器的制造中,经常需要用一定的连接方式将两个或两个以上的零件按一 定形式和位置连接起来。金属连接方式可分为两大类:一类是可拆卸连接,即不必毁坏零件 (连接件、被连接件)就可以拆卸,如螺栓连接、键和销连接等。另一类是永久性连接,也 称不可拆卸连接,其拆卸只有在毁坏零件后才能实现,如铆接、焊接和粘接等。 需要注意的是,有些教材将拆卸时仅连接件毁坏而被连接件不毁坏的连接情况也归纳为 可拆卸的连接,如铆接。而将连接件和被连接件全部毁坏后才能实现拆卸的连接方式称为永 久性连接。通常可拆卸连接不用于制造金属
烙铁风枪焊接技术精华文档
 铜铜焊接及铜钢焊接技术在氧枪喷头产品中的应用
铜铜焊接及铜钢焊接技术在氧枪喷头产品中的应用 铜铜焊接及铜钢焊接技术在氧枪喷头产品中的应用
格式:pdf
大小:633KB
页数:4P
4.6
焊接技术是现代工业和科学技术发展的产物,是现代工业制造技术的一个重要的组成部分。通过对氧枪喷头产品中的焊接工艺难点进行试验研究,制定了可行的技术方案,保证了产品使用性能的要求。针对产品的结构,对焊接方法的选择进行了综合分析,通过试验研究,确定适于生产的工艺方案,以保证产品质量满足使用性能。对产品铜-铜焊接工艺进行了较系统研究,主要分析了铜与铜合金的焊接性;钎焊特点;钎焊接头的形成过程,其中包括钎料和母材金属成份、钎焊温度等。同时对氧枪喷头内部结构的钎焊工艺性从选用钎料、钎焊工艺试验两个方面进行了分析研究,并且针对氧枪喷头铜-钢焊接工艺性、对零件材质焊接性进行了分析,运用了铜钢电子束焊接,铜钢钨极氩弧焊接,铜钢熔化极氩弧焊接等方法进行了试验,确定了适于批量生产的工艺方法,经生产验证产品达到了各项技术性能指标。

卧式单枪环缝焊接技术方案
格式:pdf
大小:73KB
页数:4P
4.7
1 csw-600卧式单枪环缝焊接技术方案 (编号:20110729b) 编制:深圳大众逆变电气有限公司 日期:2011-07-29 csw-600卧式单枪环缝焊接专机技术方案 一、设备用途:设备可以满足的焊接工件参数及焊接工艺要求(根据客户要求设计) 1、工件直径范围:300-600mm,工件长度范围:≤1500mm;工件最大重量:≤200kg,材质:碳钢、 不锈钢,材料厚度范围:2-6mm; 2、工件先组对点焊;焊缝同心度、错边量不大于板厚的10%; 3、焊前要去油污、锈蚀等杂物; 4、焊接形式:单枪tig+填丝焊、mig/mag焊 5、夹具部分:专机配前花盘、后配尾顶,客户自配夹具 6、重要提示:本方案没有配置焊缝跟踪器,对工件组对的同心度、平行度等尺寸精度要求较高, 否则需要靠人工调整焊接过程,方能达到良好的焊接效果。 二、csw-600环缝自动焊接机
 国产焊机大口径管道多焊枪内焊+双丝外焊焊接技术
国产焊机大口径管道多焊枪内焊+双丝外焊焊接技术 国产焊机大口径管道多焊枪内焊+双丝外焊焊接技术
格式:pdf
大小:503KB
页数:4P
4.6
大口径管道全自动焊焊接技术以其高效、高质量、尤其适用高钢级管道焊接的一系列特点,受到国内外建设公司的青睐并被推广应用,但相关设备及技术全部被国外垄断。本文对采用国产全自动设备进行自动焊焊接技术研究过程进行了较详细地论述,对焊接过程中技术要点做了较全面地介绍。该技术已在西气东输二线x80级大口径管道焊接工程中成功运用,取得了良好效果。
烙铁风枪焊接技术最新文档
焊接-------焊接技术人员培训手册
格式:pdf
大小:150KB
页数:46P
4.7
1 焊接技术人员培训手册 第一部分焊接工艺评定的使用管理&焊接工艺规程 的编制 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊 接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90
塑料热风焊接技术及应用
格式:pdf
大小:354KB
页数:4P
4.8
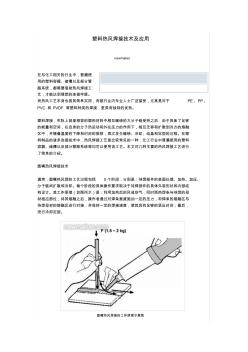
塑料热风焊接技术及应用 newmaker 在与化工相关的行业中,普遍使 用的塑料容器、储槽以及部分管 路系统,都需要借助热风焊接工 艺,才能达到理想的连接牢度。 而热风工艺本身也因其简单实用,而被行业内专业人士广泛接受,尤其是对于pe、pp、 pvc和pvdf等塑料种类的焊接,更具有独特的优势。 塑料焊接,实际上就是相容的塑料材料中相互缠绕的大分子链受热之后,由于具备了足够 的能量和空间,在自身的分子热运动和外在压力的作用下,相互迁移和扩散到对方的熔融 区中,并随着温度的下降和时间的推移,再次发生缠绕、冷却、结晶和定型的过程。在塑 料制品的诸多连接技术中,热风焊接工艺是比较常见的一种,化工行业中普遍使用的塑料 容器、储槽以及部分管路系统等均可以使用该工艺。本文对几种主要的热风焊接工艺进行 了简单的介绍。 圆嘴热风焊接技术 通常,圆嘴热风焊的工艺过程包括5个阶段,分别是:待焊部
某高铁站工程关键焊接技术 某高铁站工程关键焊接技术
格式:pdf
大小:1.8MB
页数:3P
4.7
济南至青岛高速铁路工程站房属于多层框架结构,其中候车层及旅服夹层钢柱采用的材质为q420gjc,板厚为50~100mm不等,截面形式为圆管柱及箱型钢柱;候车层及旅服夹层桁架为箱型平面桁架,材质为q345gjc,板厚为16~40mm;屋面采用圆管网架结构。本工程总用钢量约5万t,施工季节多为冬季且青岛属于海洋性气候。本文结合工程实践经验焊前进行合理布局预防,焊接过程中选用合理的参数及有效的控制层间温度,焊后采用有效的缓冷措施,确保了本工程焊接一次合格率达到99%以上,为其他工程的焊接起到引导和借鉴意义。
焊接技术手册
格式:pdf
大小:134KB
页数:38P
4.8
1 焊接技术人员培训手册 第一部分焊接工艺评定的使用管理&焊接工艺规程的编制 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊接工艺评定”与“焊工技能 考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90《立式圆

_焊接技术讲座
格式:pdf
大小:272KB
页数:25P
4.5
1 焊接技术讲座 主讲:穆平如 2 第一节焊条的分类,性能及用途 一焊条的组成及作用 电焊条由焊芯和药皮两部分组成 1焊芯:焊接时焊芯的功用,一是传导焊接电流,产生电弧:二是焊芯熔化形成 焊缝中的填充金属。 2药皮:药皮是焊条的重要组成部分,也是决定焊条和焊接质量的重要因素。一 般来说焊条药皮是由矿石、铁合金或纯金属、化工物料和有机物的粉末混合均匀 后粘接在焊芯上。 焊接过程中药皮的主要作用有: 1)保护作用:在焊接过程中某些物质(如有机物,碳酸盐等)受热分解出气 体(如co2等)或形成熔渣起到气保护或渣保护作用,使熔滴和熔池金 属免受有害气体(如大气中的o2、n2)的影响。 2)金属处理作用:同焊芯配合,通过冶金反应脱氧、去氢、去除杂质(如s、 p)或渗入有益的合金元素。 3)改善焊接工艺性能:通过焊条药皮不同物质的合理组配(即药皮配方设 计),有
变质铸铁焊接技术的应用 变质铸铁焊接技术的应用
格式:pdf
大小:15KB
页数:未知
4.5
本文结合汽车制造领域铸造模具的焊接技术难点,重点阐述合理运用变质铸铁电弧焊技术、变质铸铁的铜焊接技术、变质铸铁渗透焊技术,解决模具维修质量,提高生产力发展水平。

低温焊接技术
格式:pdf
大小:473KB
页数:7P
4.4
建筑钢结构工程低温焊接技术 钢结构工程中的低温焊接(即在冬季施工)一直是学术界和工程界共同关注的课题。钢结构低 温焊接对焊缝金属危害的直接表征就是出现裂纹和工作状态下发生脆断,控制不好就会导致 焊接质量下降甚至造成不安全隐患,因此受到各方面的高度重视。但根据建筑钢结构焊接工 程冬季施工的理论规律,可以确定冬季施焊的两大关键:一是尽量避免三向应力状态下施焊; 二是努力提高焊接环境和结构构件的实际温度。 本文以低温焊接技术在“鸟巢”钢结构焊接工程中的成功应用为例,探讨国内焊接界关于冬季 施工的困扰,并为工程界提供宝贵的经验。 一、工程特点 国家体育场“鸟巢”钢结构工程是奥运工程的突出代表,结构用钢总量约53000t,涉及6个高 强钢钢种,为全焊接结构。造型独特新颖,为双曲面马鞍形结构,应力应变控制复杂。钢结 构焊接施工跨越冬季,有1万t以上的钢结构在
焊接技术方案
格式:pdf
大小:45KB
页数:5P
4.7
1.管道焊接 1.1.焊前准备 管道焊接前要进行坡口加工,加工方法可采用机械法,也可采用 等离子弧、氧乙炔等热加工方法。在采用热加工方法加工坡口时,必 须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并将凹凸 不平处打磨平整。 坡口角度、钝边、间隙应符合设计规定,设计无规定时,按下表 规定执行;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。 坡口型式间隙 b(mm) 钝边 p(mm) 坡口角度 α(°)图式壁厚(mm) 4~91.5~3.01.0~1.560~70 10~262.0~4.01.0~2.060±5 焊件组对前应将坡口及其内外侧表面不小于10~20mm范围内 的油、漆、垢、毛刺及镀锌层等清除干净,且不得有裂纹、夹渣等缺 陷。 对口时内壁应齐平,当采用长300mm的直尺在接口内壁周围顺 序贴靠检查时,错口的允许偏差应为
烙铁风枪焊接技术相关
文辑推荐
知识推荐
百科推荐

职位:普通监理工程师
擅长专业:土建 安装 装饰 市政 园林


