

冷缩型电缆接头的制作、安装工艺及特点分析
格式:pdf
大小:352KB
页数:4P
人气 :78
 4.4
4.4
介绍了冷缩型电缆中间接头的制作、安装工艺;分析了热缩型电缆接头与冷缩型电缆接头的优缺点,认为冷缩型电缆接头取代热缩型电缆接头将是科技发展的必然趋势。



编辑推荐下载
T型电缆接头制作工艺 (2)
格式:pdf
大小:404KB
页数:6P
4.6
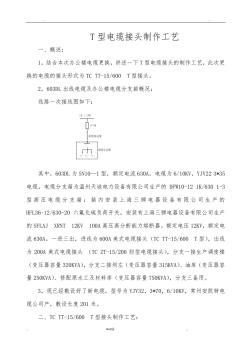
t型电缆接头制作工艺 一、概述: 1,结合本次办公楼电缆更换,讲述一下t型电缆接头的制作工艺,此次更 换的电缆的接头形式为tctt-15/600t型接头。 2,603dl出线电缆及办公楼电缆分支箱概况: 线路一次接线图如下: 需更换电缆 分支三分支二分支一 电缆分支箱 三段 其中,603dl为sn10—1型,额定电流630a,电缆为6/10kv,yjv223*35 电缆,电缆分支箱为温州天诚电力设备有限公司生产的dfw10-121k/6301-3 型高压电缆分支箱:箱内安装上海三狮电器设备有限公司生产的 hfl36-12/630-20六氟化硫负荷开关,安装有上海三狮电器设备有限公司生产 的sflajxrnt12kv100a高压高分断能力熔断器。额定电压12kv,额定电 流630a。一进三出,进线为600
冷缩型电缆接头制作、安装工艺及特点分析热门文档
T型电缆接头制作工艺资料讲解
格式:pdf
大小:423KB
页数:8P
4.4
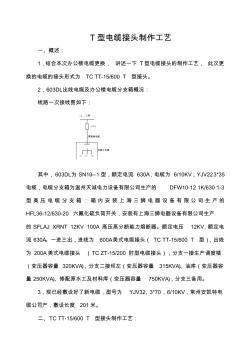
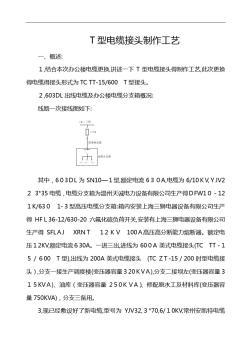
t型电缆接头制作工 艺 精品资料 仅供学习与交流,如有侵权请联系网站删除谢谢2 t型电缆接头制作工艺 一、概述: 1,结合本次办公楼电缆更换,讲述一下t型电缆接头的制作工艺,此次 更换的电缆的接头形式为tctt-15/600t型接头。 2,603dl出线电缆及办公楼电缆分支箱概况: 线路一次接线图如下: 需更换电缆 分支三分支二分支一 电缆分支箱 三段 其中,603dl为sn10—1型,额定电流630a,电缆为6/10kv, yjv223*35电缆,电缆分支箱为温州天诚电力设备有限公司生产的dfw10- 121k/6301-3型高压电缆分支箱:箱内安装上海三狮电器设备有限公司生产 的hfl36-12/630-20六氟化硫负荷开关,安装有上海三狮电器设备有限公司 生产的sflajxrnt12kv100a高压高分断能力熔断器。

电缆接头制作标准
格式:pdf
大小:2.0MB
页数:6P
4.6
灯光电缆接头制作方法 制作合格的yjyd型电缆接头,保证整个灯光回路的绝缘符合 标准。 2.0适用范围 本作业指导书适用于灯光维修电工,指导yjyd型灯光电缆接 头的制作。 3.0工作职责 严格执行飞行区作业要求,制作合格的yjyd型灯光电缆接 头,保证飞行安全。 4.0具体规定和要求 4.1准备电缆头,配套电缆头紧固器、热缩套管、高压绝缘 胶带、低压绝缘胶带、防水胶带和电缆头制作专用工具(图 一)。检查上述原材料的完好性。 图一 4.2电缆从灯箱底部穿线孔穿入灯箱内,注意电缆穿入时应 顺畅,保证电缆无破损。 4.3在电缆线头50毫米处剥去电缆外层和铜皮(图二)。 图二 4.4剥去10毫米电缆外层露出铜皮(图三)。 图三 4.5在铜皮上套上接地线铜圈,用工具夹紧,然后剥去半导 体层(图四)。 图四 4.6在线端15毫米处剥去绝缘层露出线芯(图五)
 电缆接头制作与安装技巧
电缆接头制作与安装技巧 电缆接头制作与安装技巧
格式:pdf
大小:129KB
页数:2P
4.5
指出在制作与安装电缆接头时经常出现的问题,将制作安装操作过程归纳出关键点,提出了关键点的质量控制要求和技巧。操作人员熟练掌握这些技巧后,接头制作质量能够得到明显提高。
冷缩电缆接头故障分析及防范对策 冷缩电缆接头故障分析及防范对策
格式:pdf
大小:478KB
页数:1P
4.8
电缆冷缩中间接头以其整体预制式设计、适用多种线径、绝缘性好、耐高温及酸碱性、安装便利、无需专用工具等特点,现已广泛被全国城市中压配电网所采用。但由于施工工艺等方面问题,致使在运行过程中冷缩型电缆中间接头多次被击穿,因而对发生的故障有必要进行认真分析,查找原因,确保电缆线路的安全运行。
冷缩型电缆接头制作、安装工艺及特点分析精华文档
冷缩式电缆接头的应用 冷缩式电缆接头的应用
格式:pdf
大小:120KB
页数:2P
4.5
简要介绍冷缩式电缆接头应用与制作过程。由于高瓦斯或瓦斯突出矿井,矿井回风流中严禁动火,所以冷缩式电缆接头高压电缆在高瓦斯或瓦斯突出矿井应用,加强煤矿安全生产,加强高压电缆事故处理。

冷缩式KV中间接头安装工艺 (3)
格式:pdf
大小:3.1MB
页数:16P
4.4
冷缩式10kv中间接头安装工艺 15kv三芯电缆冷缩式中间接头制作工艺流程 1.电缆附件点检查 同本章条。 2.剥开电缆 (1)如图所示尺寸将电缆开剥处理。 (2)尺寸a应严格按照表的规定切除。绕包两层scotch13半导电胶带,将电缆铜屏蔽带 端口包覆住加以固定。 图剥开电缆 表三芯电缆冷缩式中间接头尺寸 产口型号 电缆尺寸连接管尺寸 ? a:剥除 尺寸(mm) 绝缘外径 (mm) 导体截面(mm 2 ) 外径 (mm) 最大长度 (mm) 6/10kv(6/6kv)15kv10kv) qs1000-ⅰ70-15050-150135120 qs1000-ⅱ150-240150-240145125 qs1000-ⅲ300-400300-400220 电缆的绝缘外径为选型决定因素,导体截面为参考。 3.切除电缆主绝缘 (1)按1/2

冷缩式KV中间接头安装工艺 (2)
格式:pdf
大小:3.1MB
页数:16P
4.5
冷缩式10kv中间接头安装工艺 15kv三芯电缆冷缩式中间接头制作工艺流程 1.电缆附件点检查 同本章条。 2.剥开电缆 (1)如图所示尺寸将电缆开剥处理。 (2)尺寸a应严格按照表的规定切除。绕包两层scotch13半导电胶带,将电缆铜屏蔽带 端口包覆住加以固定。 图剥开电缆 表三芯电缆冷缩式中间接头尺寸 产口型号 电缆尺寸连接管尺寸 ? a:剥除 尺寸(mm) 绝缘外径 (mm) 导体截面(mm 2 ) 外径 (mm) 最大长度 (mm) 6/10kv(6/6kv)15kv10kv) qs1000-ⅰ70-15050-150135120 qs1000-ⅱ150-240150-240145125 qs1000-ⅲ300-400300-400220 电缆的绝缘外径为选型决定因素,导体截面为参考。 3.切除电缆主绝缘 (1)按1/2
冷缩式KV中间接头安装工艺 (2)
格式:pdf
大小:71KB
页数:6P
4.7
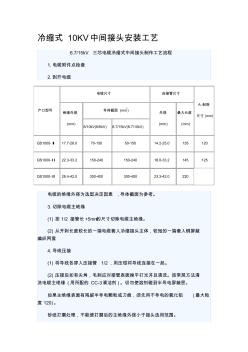
冷缩式10kv中间接头安装工艺 6.7/15kv三芯电缆冷缩式中间接头制作工艺流程 1.电缆附件点检查 2.剥开电缆 产口型号 电缆尺寸连接管尺寸 a:剥除 尺寸(mm) 绝缘外径 (mm) 导体截面(mm 2 ) 外径 (mm) 最大长度 (mm) 6/10kv(6/6kv)8.7/15kv(8.7/10kv) qs1000-ⅰ17.7-26.070-15050-15014.2-25.0135120 qs1000-ⅱ22.3-33.2150-240150-24018.0-33.2145125 qs1000-ⅲ28.4-42.0300-400300-40023.3-42.0220 电缆的绝缘外径为选型决定因素,导体截面为参考。 3.切除电缆主绝缘 (1)按1/2接管长+5mm的尺寸切除电缆主绝缘。 (2)从开剥长度较长的一端电缆套入

冷缩型电缆接头制作、安装工艺及特点分析最新文档


MG型电缆接头_电缆接头_电缆防水接头_电缆固定头-电缆接头_金属接头!
格式:pdf
大小:733KB
页数:2P
4.3
15-11-10日成mg型电缆接头_电缆接头_电缆防水接头_电缆固定头-日成电缆接头_金属接头! www.***.***/dianlanjietou/dianlanjietou-mg.html1/2 上海日成电子有限公司rccn为全球需求者提供超过五千种规格以上高质量配线器材:电缆接头,金属接 头,尼龙软管,金属软管,金属软管接头等,在工业设计、机械设计等配电柜综合布线解决方案.专业服务于 全球外资及中国品牌有电缆接头需求的企业,产品通过ce,rohs,reach国际认证.为您提供方便快捷 的接头规格尺寸查询,满足您不同布线系统需要,让您的设计方案更完美性价比,达到最佳效果! 上海日成电子全部产品 language china 首页|介绍|证书|线槽|扎带|接头|端子|软管|全部产品

1kv电缆头制作及安装工艺
格式:pdf
大小:437KB
页数:8P
4.5
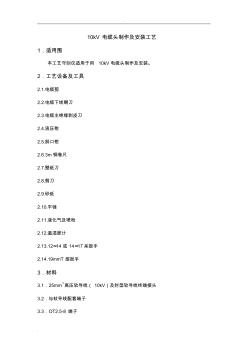
10kv电缆头制作及安装工艺 1.适用范围 本工艺守则仅适用于用10kv电缆头制作及安装。 2.工艺设备及工具 2.1.电缆剪 2.2.电缆下线铡刀 2.3.电缆主绝缘剥皮刀 2.4.液压钳 2.5.斜口钳 2.6.3m钢卷尺 2.7.壁纸刀 2.8.剪刀 2.9.砂纸 2.10.平锉 2.11.液化气及喷枪 2.12.温湿度计 2.13.12×14或14×17呆扳手 2.14.19mmt型扳手 3.材料 3.1.25mm2高压软导线(10kv)及肘型软导线终端接头 3.2.与软导线配套端子 3.3.ot2.5-8端子 3.4.无水酒精纸 3.5.绝缘胶带 3.6.半导自粘带 3.7.硅脂 3.8.φ30热缩管 3.9.色带或黄、绿、红热缩管 3.10.熔管 3.11.弹簧卡子 3.12.验电帽 3.13.绝缘塞 3.14
10kV电缆头制作及安装工艺
格式:pdf
大小:435KB
页数:11P
4.6
. . 10kv电缆头制作及安装工艺 1.适用围 本工艺守则仅适用于用10kv电缆头制作及安装。 2.工艺设备及工具 2.1.电缆剪 2.2.电缆下线铡刀 2.3.电缆主绝缘剥皮刀 2.4.液压钳 2.5.斜口钳 2.6.3m钢卷尺 2.7.壁纸刀 2.8.剪刀 2.9.砂纸 2.10.平锉 2.11.液化气及喷枪 2.12.温湿度计 2.13.12×14或14×17呆扳手 2.14.19mmt型扳手 3.材料 3.1.25mm2高压软导线(10kv)及肘型软导线终端接头 3.2.与软导线配套端子 3.3.ot2.5-8端子 . . 3.4.无水酒精纸 3.5.绝缘胶带 3.6.半导自粘带 3.7.硅脂 3.8.φ30热缩管 3.9.色带或黄、绿、红热缩管 3.10.熔管 3.11.弹簧卡子 3.12.验电帽 3.13.绝缘塞 3.14.双头螺栓 3.15.绝缘帽 4
加长型热缩电缆接头制作工艺 加长型热缩电缆接头制作工艺
格式:pdf
大小:220KB
页数:2P
4.6
1可行性分析井下电缆故障多为矿车挤压或电缆接头故障,对继电保护正常和采取防火措施的电缆,短路故障时的烧损长度不超过600mm,为解决这600mm的电缆长度,需增加约800mm的接续补缺,这正是加长型热缩电缆制作工艺的关键。
冷缩电缆接头故障分析和防范对策 冷缩电缆接头故障分析和防范对策
格式:pdf
大小:473KB
页数:2P
4.4
通过冷缩电缆接头故障原因分析,提出了解决接头绝缘击穿的实用方案,采用综合防范措施提高了10kv电缆冷缩接头的质量,保障了安全运行。
 10kV电缆接头制作问题探讨
10kV电缆接头制作问题探讨 10kV电缆接头制作问题探讨
格式:pdf
大小:439KB
页数:5P
4.3
通过对10kv电缆接头制作程序、制作工艺、运行维护易被忽视的问题进行总结分析,系统地提出了电缆接头设计、施工、维护应注意的问题,为同类型电缆接头相关设计、施工及维护提供借鉴。

电缆接头盒
格式:pdf
大小:4.9MB
页数:10P
4.6
2016/11/14日成英制电缆接头g-电缆接头-产品目录-线槽扎带接头软管端子线束上海日成电子有限公司rccn http://cn.rccn.com.cn/content_products_128.html1/6 网站首页/产品目录/电缆接头/日成英制电缆接头g 日成英制电缆接头g 特点:英制接头g 螺牙规格:美制螺牙(npt)。 产品材质:c.d.f部位均采用通过.认证尼龙66(nylon66)原料制成.e采用丁腈橡胶(nbr)制成。 产品认证:欧洲ce:en50262欧洲环保sgs:,美国ul,防爆ex认证。 防火等级:.94v-2。 防护等级:在规定的卡口范围内,并使用o形密封圈旋紧迫紧头,防水达到ip68。 颜色种类:灰白色、黑色,特殊颜色如灰/红/蓝均可订做。 工
冷缩型电缆接头制作、安装工艺及特点分析相关
文辑推荐
知识推荐
百科推荐


职位:造价高级经理
擅长专业:土建 安装 装饰 市政 园林


