

冷却条件对高碳钢丝拉拔性能的影响
格式:pdf
大小:183KB
页数:4P
人气 :69
 4.5
4.5
介绍了钢丝拉拔过程中发热机理和冷却条件对钢丝性能的影响。结合试验结果分析了不同冷却条件下高碳钢丝拉拔后性能产生差异的原因,并提出了较为有效的冷却控制方式。同时对拉拔模具的结构形式进行了改进,取得了较好的冷却效果。



高碳钢丝的拉拔要求
高碳钢丝的拉拔要求 含碳量大于0.6%的铰高强度和高强度钢丝,其机械性能和工艺要求都与 低、中碳钢丝不同,成品检验时常会出现不合格的产品。不合格产品的产生,除 直径公差、表面质量、不平整和脱碳等原因以外,主要是抗拉强度不足或波动过 大(通条性能不均匀),或者在扭转试验时发毛起刺(扭裂),断口不平直。尤其是 ii组以上的高强度钢丝要求更高,因此要有严格均工艺操作。 1.对前道工序的要求 (1)线材制作高强度钢丝的线材,不但要求具有良好的表面质量(特别应避免 折叠),还要求其含碳量、化学成分、组织结构、脱碳深度和夹杂量等都合乎规 定。选用线材直径应偏粗,以便有足够的拉拔道次。勉强凑够拉拔道次的成品, 其表面质量及扭转性能往往不好。 (2)热处理热处理是高强度钢丝的工艺基础,线材拉拔前都要经过正火,改 善其组织状况。铅淬的热处理曲线确定以后,关键是炉温和铅温的均匀问题
编辑推荐下载
 高碳钢丝焊接区拉拔断裂原因分析
高碳钢丝焊接区拉拔断裂原因分析 高碳钢丝焊接区拉拔断裂原因分析
格式:pdf
大小:485KB
页数:3P
4.6
对高碳盘条的焊接区拉丝断口进行了形貌的观察和分析。结果表明,高碳盘条焊接区发生拉拔断裂的主要原因有以下三种:焊接过程中未完全挤出的氧化物夹杂;焊接后的热处理温度过高导致盘条的组织发生过热以及焊接区表面润滑不良导致拉拔过程中产生表面横向裂纹,形成裂纹源。
冷拔高碳钢丝在退火过程的性能及织构演变 冷拔高碳钢丝在退火过程的性能及织构演变
格式:pdf
大小:1.0MB
页数:4P
4.8
采用电子背散射衍射技术分析了冷拔高碳钢丝在600℃退火过程(0~4h)中的织构变化,并采用扫描电镜和显微硬度计研究了此过程中钢丝的显微组织和显微硬度的变化。结果表明:该钢丝在600℃退火过程中,随着退火时间的延长,显微组织由纤维状转变为等轴晶,硬度显著下降;不同时间退火后的织构与拉拔态的织构类型相同,以〈110〉丝织构为主、还有{111}〈110〉和{001}〈110〉环状丝织构;但随着退火时间延长,〈110〉丝织构强度下降。
冷却条件对高碳钢丝拉拔性能影响热门文档
 冷拔高碳钢丝织构演变分析
冷拔高碳钢丝织构演变分析 冷拔高碳钢丝织构演变分析
格式:pdf
大小:1.1MB
页数:5P
4.5
利用电子背散射衍射分析(ebsd)方法对高碳钢丝拉拔及再结晶过程织构的演变过程及织构分布进行了研究.研究发现随钢丝应变量的增加,钢丝中除了典型的〈110〉丝织构外,还存在比较明显的〈112〉织构,并且随着应变量的增加〈110〉织构的强度逐渐增加;同时,在ε=1.9时,钢丝表层〈110〉强度及所占比例大于中心部分,而〈112〉织构强度弱于中心部分;在经过600℃退火再结晶后钢丝中产生的再结晶织构与形变织构相同,仍然为〈110〉和〈112〉织构,并且随退火时间延长,织构强度不断变弱.
冷拔高碳钢丝退火前后织构研究 冷拔高碳钢丝退火前后织构研究
格式:pdf
大小:948KB
页数:3P
4.7
采用电子背散射衍射分析(ebsd)、扫描电子显微成像等手段,研究了h82b冷拔钢丝在800℃退火前后显微组织和织构的变化;并通过比较,讨论了织构强度与钢丝变形程度之间的关系。结果表明:织构的类型与其冷拔变形程度有密切关系;应变量越大,退火后〈110〉织构强度越大,而应变量较小时,退火后〈110〉织构强度较弱,易出现〈112〉织构。
冷拔高碳钢丝及其再结晶织构 冷拔高碳钢丝及其再结晶织构
格式:pdf
大小:1.0MB
页数:4P
4.5
为了研究高碳钢盘条拉拔及后续退火过程中织构的演变规律,采用扫描电子显微镜(sem)和电子背散射衍射(ebsd)系统分别对swrh82b热轧盘条以,及不同应变量的钢丝拉拔态、再结晶态的显微组织和织构进行了研究.研究发现,原始盘条中晶粒呈等轴状,片层无明显的择优取向,且盘条中晶粒取向比较分散,存在着很微弱的织构;冷拔态钢丝中的晶粒呈纤维状,片层基本沿拉拔方向排列,其主要织构为明显的〈110〉丝织构、{111}〈110〉和{001}〈110〉织构,且随着应变量增大,〈110〉丝织构的强度明显提高;钢丝经600℃退火6h完全再结晶后,晶粒呈等轴状,渗碳体球化,钢丝的再结晶织构类型仍为明显的〈110〉丝织构,与退火前相比,织构的强度有所变化.
冷却条件对高碳钢丝拉拔性能影响精华文档
70高碳钢钢丝拉拔断裂原因分析 70高碳钢钢丝拉拔断裂原因分析
格式:pdf
大小:349KB
页数:3P
4.4
采用扫描电镜和能谱成分分析,对70高碳钢丝拉拔过程中出现的断裂问题进行了分析。结果表明,钢丝断口主要有平面状和杯锥状两种,其断裂类型为脆性断裂和韧性断裂。拉拔过程中,造成70高碳钢丝断裂的主要原因是钢丝内存在成分偏析、较大的夹杂物以及钢丝表面缺陷等,并提出有效措施解决这些问题。
低碳钢丝的拉拔要求
格式:pdf
大小:6KB
页数:2P
4.7
低碳钢丝的拉拔要求 低碳钢丝的需要量很大,其设备及工艺也比较简单,一般小型工厂都能够生产。 1.低碳钢丝的工艺特点,低碳钢丝大都使用塑性好的普碳钢做原料,允许 采用较大的压缩率,并可以从盘条生拉到1毫米以下,适宜用滑轮式拉丝机连续 生产。拉拔过程中钢丝虽受到较多的弯曲和轴向扭转,但对其机械性能影响不大。 中细规格的低碳钢丝还可以实现高速拉拔。目前国内滑轮式拉丝机干拉1.6毫米 钢丝,速度每分钟高达500米。17模水箱拉丝机拉制o.6毫米钢丝,速度每分 钟高达1000米。 对于表面要求不高的低碳钢丝制品,可以采用无酸强迫拉拔。低碳钢丝大都 可使用再结晶低温退火,但对于某些质量较差的原料,仍以用完全退火较妥。 润滑方法过去大都采用厚油脂石灰糊预涂层,但此种方法车间粉尘太多,污 染工作环境。目前已有不少单位改用酸洗后上无脂薄灰,再在模盒内放钙皂粉的 润滑方法,使车
中高碳钢盘条拉拔前的磷化处理 中高碳钢盘条拉拔前的磷化处理
格式:pdf
大小:433KB
页数:3P
4.7
介绍了磷化膜成膜机理,磷化液的种类和应用,从磷化温度、磷化液酸比、磷化时间、盘条中的碳含量、促进剂的选择、盘条表面处理等方面介绍了影响磷化质量的主要因素,并提出了适合实际生产的磷化生产工艺流程和磷化液配方。
钢丝拉拔后性能讲解
格式:pdf
大小:996KB
页数:12P
4.5
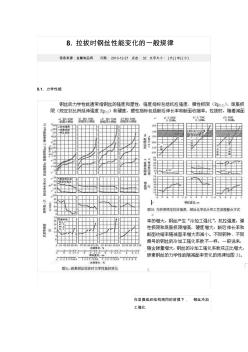
8.拉拔时钢丝性能变化的一般规律 信息来源:金属制品网日期:2013-12-27点击:32文字大小:[大][中][小] 8.1.力学性能 在显微组织结构相同的前提下,钢丝冷加 工强化 系数随含碳量增大而增大,是一个大家普 遍认知 的基本规律。实际上,氮与碳具有完全相同的特性,往往被人们忽视了,氮对冷加工强化的 贡献几乎与等量碳相同。因此对气体保护焊丝(08mn2si)和帘线用钢丝(72a)等,希望 从盘条用最少循环道次直接拉拔到成品的钢丝,必须控制钢中氮含量(≤60ppm或≤40ppm) 才能保证拉拔顺利进行。氮含量的增加还会导致钢丝的应变时效脆化效应增强。 显微组织结构对冷加工强化系数有决定性的影响,从表11可以看出,不同组织结构的 碳素钢丝中,索氏体钢的冷加工强化系数最大,粒状珠光体钢的冷加工强化系数最低。广而 言之,奥氏体钢的冷加
冷却条件对高碳钢丝拉拔性能影响最新文档
 低碳钢丝无酸洗拉拔工艺改进
低碳钢丝无酸洗拉拔工艺改进 低碳钢丝无酸洗拉拔工艺改进
格式:pdf
大小:180KB
页数:3P
4.3
介绍低碳钢丝无酸洗拉拔工艺在表面处理、润滑剂和拉丝模方面的改进。具体措施:(1)采用机械除锈装置代替酸洗进行表面处理,选取辊轮直径为线材直径的18~23倍,增加滚轮数量且必须进行扫刷;(2)通过使用无酸洗专用润滑剂可减少黏附和断线现象;(3)润滑剂搅拌器可以减少"孔洞"现象的发生,且有利于线材携带更多润滑剂;(4)压力模的使用可以改善润滑状态,提高拉丝速度。无酸洗拉拔工艺避免了传统拉拔工艺中的酸污染,降低生产成本。
 低碳高强度双相钢丝的拉拔性能研究
低碳高强度双相钢丝的拉拔性能研究 低碳高强度双相钢丝的拉拔性能研究
格式:pdf
大小:1.5MB
页数:5P
4.7
研究了20钢经双相处理后,其拉拔性能及其影响因素,结果表明,淬火工艺、回火温度、马氏体的体积分数及形貌都影响双相钢丝的拉拔性能。
82B高碳钢盘条拉拔脆断的原因分析 82B高碳钢盘条拉拔脆断的原因分析
格式:pdf
大小:1.3MB
页数:4P
4.6
利用图像分析仪对拉伸、拉拔脆断断口进行了金相组织、夹杂物检测,并借助于扫描电镜观察,分析了φ11mm的x82b拉拔过程中产生的脆性断裂断口。研究认为:x82b盘条脆断的主要原因是由于成分偏析、夹杂物级别超标、金相组织异常、索氏体含量偏低、盘条表面缺陷及接头不良造成的。
高碳钢丝拉拔过程分层现象研究 高碳钢丝拉拔过程分层现象研究
格式:pdf
大小:121KB
页数:未知
4.8
本文首先进行了高弹钢丝拉拔过程试验,并对其在拉拔过程中的分层现象进行了结果分析工作,进而对其出现的分层现象提出了改进措施。在高碳钢丝拉拔过程试验中,其采用了84c铅溶钢丝进行拉拔试验,其制定了四种方案对高碳钢丝进行了拉拔,结果表明拉丝模棱角以及道次压缩率都对高碳钢丝的分层现象产生作用。
超低速拉拔高碳钢丝性能 超低速拉拔高碳钢丝性能
格式:pdf
大小:84KB
页数:1P
4.6
高碳钢丝如琴钢丝、制绳钢丝、预应力混凝土用钢丝、帘线钢丝等都是通过铅浴处理和冷拉拔来生产的。在钢丝连续高速拉拔过程中,钢丝塑性变形和拉拔过程中产生的摩擦热大部分贮存在钢丝内,为了降低钢丝温度,生产过程中采用窄缝式卷筒、水冷拉丝模等冷却方式。日本科技工作者研究了不同拉拔速度,高碳钢丝温度低于50℃情况下,钢丝抗拉强度、扭转值和断面收缩率变化情况。
超低速拉拔高碳钢丝性能 超低速拉拔高碳钢丝性能
格式:pdf
大小:84KB
页数:1P
4.5
高碳钢丝如琴钢丝、制绳钢丝、预应力混凝土用钢丝、帘线钢丝等都是通过铅浴处理和冷拉拔来生产的。在钢丝连续高速拉拔过程中,钢丝塑性变形和拉拔过程中产生的摩擦热大部分贮存在钢丝内,为了降低钢丝温度,生产过程中采用窄缝式卷筒、水冷拉丝模等冷却方式。日本科技工作者研究了不同拉拔速度,高碳钢丝温度低于50℃情况下,钢丝抗拉强度、扭转值和断面收缩率变化情况。
冷却条件对高碳钢丝拉拔性能影响相关
文辑推荐
知识推荐
百科推荐


职位:强电工程师
擅长专业:土建 安装 装饰 市政 园林


