

C3163六角转塔车床加工过程自动化改造
格式:pdf
大小:69KB
页数:2P
人气 :99
 4.8
4.8
介绍了目前国内大量使用的C3163六角转塔车床的技术改造方案,并用PLC和变频器实现其系统控制。实际运行结果表明,改造后的机床具有操作方便、控制可靠、运行稳定等优点。



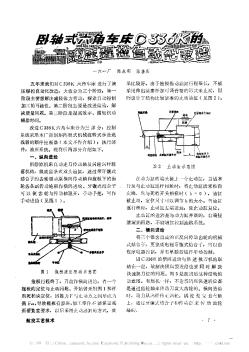
卧轴式六角车床C336K的液压程控自动化改造
五年来我们对c336k六角车床进行了液压程控自动化改造,大致分为三个阶段:第一阶段主要想解决减轻体力劳动,探索自动控制加工的可能性。第二阶段主要是改进结构,解决质量问题。第三阶段是提高效率、缩短机动辅助时间。改造c336k六角车床分为三部分:控制系统采用本厂自制矩阵板式机械旋转式步进选线器的顺序控制器(本文不作介绍);执行部件;液压系统。现将后两部分介绍如下。
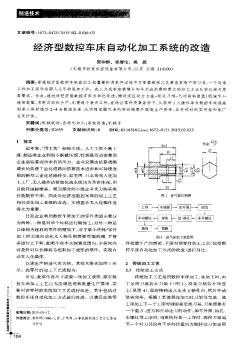
经济型数控车床自动化加工系统的改造
普通经济型数控车床在加工批量棒料类零件过程中刀架需根据工艺要求更换不同刀具,一个改造工件加工完毕后需人工手动装夹工件。在人力成本空前增长的今天这类费时费力的加工方法已难以满足发展需求。为此,通过对经济型数控车床自动化改造,增设液压动力卡盘-组合刀排-气动取料装置(机械手)-连锁装置,实现自动化生产,无需逐个装夹工件,在保证零件质量条件下,从原来1人操作单台数控车床提高到单人同时操作2~4台数控车床,从而降低操作者的劳动强度并提高生产效率,具有很好的实用性和推广应用价值。
编辑推荐下载
车床飞刀加工六角螺栓头
格式:pdf
大小:31KB
页数:5P
4.6
车床飞刀加工六角螺栓头 摘要:在机械装拆的过程中,六角头的损坏率及修复是常见的。本 文通过介绍正六边形螺丝头在车床上的加工,解决了车床加工多边行 零件的工艺和装置难题。 关键词:正六边形多边形装置加工六角螺丝头 1问题提出 在机器设备的工作过程中,机械出现故障是常见的。要保证机械 的正常工作,维修与抢修工作必须及时到位。在维修或抢修装拆过程 中,有的购买不到或因抢修时间紧来不及购买的,只有通过加工或修配 来保证机械设备的使用。六角头螺栓头在车床上按传统的方法加工, 其技术难度大,亦无法完成,而六角螺栓头是多边形工件,与一般轴类 的加工方法不同,且不能同时一次进给切削加工出六个边;要解决六角 螺栓头的六条边,能同时一次加工出来的目的,达到提高六角头加工效 果,满足维修与抢修时间上的需要,必须改变传统的加工方法。 2解决方法 要使六角头工件在车床上进
 车床飞刀加工六角螺栓头
车床飞刀加工六角螺栓头 车床飞刀加工六角螺栓头
格式:pdf
大小:150KB
页数:2P
4.6
在机械装拆的过程中,六角头的损坏率及修复是常见的。本文通过介绍正六边形螺丝头在车床上的加工,解决了车床加工多边行零件的工艺和装置难题。
六角转塔车床加工过程自动化改造热门文档
用PLC改造半自动转塔车床
格式:pdf
大小:453KB
页数:3P
4.6
忠于客户 , 全面服务—佛 山精密电工合金有限公司 获鱿八兰代六八 ’介件井戈燕介此飞任共笠份几鱿六教川八八片兰二犷兰三 一 竺井飞八砚八任八 百笼华代苍八 拍 一 套耽 一 改套丰喻 一 城砖留车家一 ⋯几 一 几飞⋯飞 昆明电机厂设备分厂李平 分配如下 嫩撇﹃︺﹄阀主 一机床简介 一 半自动转塔车床 , 能够根据工艺 要求按事先安排好的程序进行工作 。 利用程控 面板 , 根据预选插肖所选择的方式 , 可达到对机 床实现程序控制的目的 。 机床原有的控制部分 主要由交流控制回路即主电机 、 油泵 、 冷却泵 的控制 、 直流控制回路包括前 、 后刀架 、 转塔 刀架 、 工序与步进 、 主轴转速 、 工步显示组成 。 本机床共有个预选项目 工步预选机床共有九个工步 ,
半自动转塔车床控制系统的改造
格式:pdf
大小:457KB
页数:3P
4.8
本文介绍了cb3450型半自动转塔车床及其pc改造的方法,并进一步阐述了该机床的pc控制系统设计和程序设计。
C_(3116)型转塔式六角车床改造
格式:pdf
大小:679KB
页数:1P
4.5
c3116型转塔式六角车床主要用于加工直径16mm以下的棒料,能装置多种刀具进行外圆车削、端面车削、钻孔、扩孔、镗孔、铰孔、攻内螺纹、铰外螺纹、滚花、割槽以及切断等工序,是一种通用性很强的车床,仪器仪表、无线电、电信、油泵油嘴、缝纫机、纺织、汽车等行业常在批量生产中采用。但在大批量生产中,该类型车床则显效率低,劳动强度大。我公司汽油泵车间的六台c3116型车床便存在上述问题。我们进行了针对性改造。一、存在的问题现以棒料切断工序为例说
六角转塔车床加工过程自动化改造精华文档
螺纹加工论文车床加工论文
格式:pdf
大小:154KB
页数:3P
4.3
螺纹加工论文车床加工论文 大螺距梯形内螺纹的加工 摘要:在数控车床上加工螺纹并不是非常困难的事情,对于每一个 专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的 加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上 做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。 关键词:大螺距;梯形;螺纹;加工;数控机床 科技的进步体现在工程制造业上就是将电子信息技术与制造技 术充分的融合,比如数控车床的出现,从一定程度上使机械的加工工 艺向前迈进了一大步,但是还是有一些技术需要用新方法新科技去弥 补,而大螺距梯形内螺纹的加工就是其中一种需要去深化改进的。 1大螺距梯形内螺纹的车削方法 梯形螺纹,牙型为等腰梯形,牙型角为30°且对称,牙根强度 高,对于30°梯形螺纹比普通60°或55°螺纹的中径要厚且有强度, 还有它要比其他的螺纹更耐磨,但直径不能

C136K单轴六角自动车床电气传动部分的改造
格式:pdf
大小:282KB
页数:2P
4.7
c136k自动车床系南京机床厂56年仿苏产品,电气传动使用zkk-50电力扩大机拖动直流电动机,这种老产品性能不太稳定,而且经长期使用损坏后电气元件不好配修。制造厂于64年已停产,改型c1336,主轴由双速电动机传动,配有三套电磁离合器的变速箱,用三角皮带传动。新型号机身的内腔比老型号大,故老型号机床不能采用类似的改造。我们制做了一个可控硅控制箱取代电力扩大机,从77年使用至今,运行状况良好。现总结改造情况如下。一、机床调速的性质该机床主轴在不同转速下要求的功率不同,如在高中速运转时功率就较大,车削大螺距螺纹、切沟槽时所需的功率就小,这表明有可能用直流电动机调压的方法达到改造的目

应用于工业机器人的数控车床的自动化改造设计
格式:pdf
大小:1.3MB
页数:2P
4.4
对数控车床进行自动化改造,实现数控车床和工业机器人的自动化联合,使得机器人装夹零件时可以自动开门,自动装夹;加工结束时可以自动拆卸,自动关门;既可以减少人工,又可以提高生产效率.
数控车床加工变节距螺纹 数控车床加工变节距螺纹
格式:pdf
大小:861KB
页数:1P
4.7
在2010年第四届全国数控竞赛江苏省南通地区选拔赛上,对数控车有变节距螺纹的加工,很多选手感到无从下手,就这道题目我们分步分析零件(图1)。

六角转塔车床加工过程自动化改造最新文档
用PC改造CB3463-1型半自动转塔车床
格式:pdf
大小:117KB
页数:1P
4.4
cb3463-1型半自动转塔车床是沈阳第三机床厂70年代产品,其电气系统动作复杂频繁,经常出故障。我们选用上海香岛机电制造有限公司的acmy-s256pc对该机床电气系统进行了改造。在机床控制系统的硬件设计中,保留了该机床的主电机、油泵电机和冷却电机控制电路以及控制按钮、行程开关、转换开关等硬件,而将该机床中的小型中间继电器和时间继电器用pc代替,同时去掉了该机床的工步预选、转速预选和进给量预选3个矩阵式插座。在转塔刀架梯形图的设计中,根据生产需要,将转塔刀架的动作设计为1个主程序,而将转塔刀架的16个工位选择设计为辅助程序,以便今后能随时根据

数控车床六角回转刀架的结构设计说明书
格式:pdf
大小:3.4MB
页数:45P
4.6
目录 摘要......................................................................i abstract..............................................................ii 第一章绪论...............................................................1 1.1前言...............................................................1 1.2数控技术的发展趋势.................................................1 1.3我国数控机床的现状与发展前景.........
普通车床加工蜗杆的车削技巧分析 普通车床加工蜗杆的车削技巧分析
格式:pdf
大小:105KB
页数:未知
4.4
如今伴随着数控车削工艺的盛行,操作起来更加方便,操作效率更高,节省劳动力,但在精车时也有一定的难度,且对刀也没有专用车床快捷,且相较于专用车床其操作性也较差,同时还存在一些不可预见性的问题,使得操作起来非常困难且很难控制,故始终无法完全取代普通车床加工,该文结合蜗杆的结构特点,通过对车削蜗杆加工的技术难点进行分析,并结合大模数蜗杆和多线蜗杆的加工技巧分析,旨在探讨保证蜗杆质量的同时,提高车削速度和技术的方法。
浅谈普通车床加工蜗杆的车削技巧 浅谈普通车床加工蜗杆的车削技巧
格式:pdf
大小:101KB
页数:1P
4.4
车床加工是工业中机械加工中的重要组成部分,随着社会与工业行业的持续发展,普通的车床加工已经跟不上时代的步伐,所以,高科技的注入是必经之路,现在车床加工中,比较广泛运用的高科技技术工艺是数控车削工艺,该工艺的应用,给车床加工带来了不小的便利,操作方便也同时替代了人工,对劳动力资源节省了不少。但是数控车削工艺在实际运用中,也存在着不少的客观问题,精车时难度较大,相对于专用车床来说,对刀不方便且操作可行性不高,除了现存在的问题外,还面临着不可知的其它问题,所以在实际发展运用中,要想完完全全的取代普通车床加工,还有很大的难度,很多的问题需要解决。本文主要对车床加工蜗杆的车削技术加以分析,结合其结构特点,对其实际应用中遇到的问题难点分析并解决,既保证蜗杆质量,也加速提高车削技术和速度。
汽车空调活塞加工机床的自动化改造
格式:pdf
大小:1.8MB
页数:4P
4.5
目前汽车活塞的加工大多采用单机数控模式.考虑活塞产品量大且品种较为固定的特点,为全面实现柔性自动化加工,在分析汽车空调活塞生产工艺流程的基础上,根据企业现有的数控设备条件,综合考虑零件加工精度、速度、可靠性等方面问题,对零件自动化上下料机构、检测与装夹机构、控制系统等进行分析,提出-种切实可行的数控机床改造方案,在保持机床原有操作习惯的基础上,大大提高产品加工效率及质量的稳定性和可靠性,改善了pxe活塞加工的自动化水平.该技术目前已在企业实现中试,具有较好的应用价值,同时可为其他企业实现“机器换人”提供很好的示范作用.
机床上下料的自动化改造
格式:pdf
大小:1.6MB
页数:3P
4.3
在人工成本不断上涨,老龄化的大环境下,如何提高产品生成效率与质量,成为每一个公司迫切需要解决的问题。针对某公司机床上下料的实际情况,紧跟机器换人的国家政策,先从产品特性与自动化系统改造的设计要求着眼,接着介绍自动化系统整体方案以及工业机器人关键组成部分,最后验证机床与工业机器人的输出与输入信号是否符合系统改造的要求。采取工业机器人自动化改造技术,每台设备生产时间多出4个小时,由原来的一人一台机改成一人4台机,节省人力成本,给企业带来非常大的效益。
车床加工长杆细螺丝专用工具
格式:pdf
大小:139KB
页数:7P
4.6
车床加工长杆细螺丝专用工具 技术领域 本实用新型涉及细小长杆螺丝的加工辅助工具,具体为一种车床 加工长杆细螺丝专用工具,适用于直径5—12mm的细小长杆螺丝的 加工。 背景技术 为进一步推进煤矿安全质量标准化工作,许多煤炭企业为加强机 电质量标准化建设,对所有电器设备、电缆进行了统一标准的管理, 其中针对小型电器设备,要求用细小u型螺丝进行紧固悬挂,由于 任务时间紧,并且需要的数量较大,而手工制作费时、费力、成品率 低,不能满足需要,严重影响相关工作的进行,以前细小螺丝都是用 台虎钳夹紧螺丝胚杆,然后手持镶板牙的支架,使板牙中心对准胚杆 中心,保持一定的力度,均匀用力向下压并慢慢旋转板牙架,使板牙 和胚杆逐渐咬合,等到咬合正常并套出2—3扣时,适当加快速度加 工直至完成。这种手动加工方法存在的问题是不能较好的对正中心, 手动加工速度慢,工作量大,消耗大量体力,手动对中和进
数控车床加工三螺杆泵传动螺杆 数控车床加工三螺杆泵传动螺杆
格式:pdf
大小:324KB
页数:未知
4.8
在分析端截面为公式曲线的长导程三螺杆泵传动螺杆车削特点的基础上,研究了数控加工三螺杆泵传动螺杆的原理,提出解决切削中刀具与螺杆干涉的方法以及控制背吃刀量的措施,实现基于宏程序的传动螺杆数控程序人机交互编辑。
六角转塔车床加工过程自动化改造相关
文辑推荐
知识推荐
百科推荐


职位:高级项目管理工程师
擅长专业:土建 安装 装饰 市政 园林


