

拉挤成型玻璃钢托架的湿热老化性能及使用寿命
格式:pdf
大小:121KB
页数:8P
人气 :98
 4.8
4.8
研究了冷却塔拉挤成型玻璃钢托架的湿热老化性能及使用寿命;认为湿态弯曲强度(σf)适用反映试样的老化状态;取试样的σf(湿态)降低至一半的时间为老化临界时间,得到各试样在水温28℃时可有30年或更长时间使用寿命的结论。目前拉挤玻璃纲托架已在电力系统冷却塔中得到全面推广使用。



 拉挤成型玻璃钢窗框的应用与发展
拉挤成型玻璃钢窗框的应用与发展 拉挤成型玻璃钢窗框的应用与发展
本文介绍了玻璃钢窗框的发展与应用,在节能、抗变形能力及力学性能等方面与其它窗材进行了对比,着重论述其在节能方面的优势。简要介绍了玻璃钢窗框的拉挤工艺,并对玻璃钢窗框的今后发展提出了几点建议。
编辑推荐下载
玻璃钢拉挤成型中在脱模剂的使用
格式:pdf
大小:7KB
页数:3P
4.4
玻璃钢拉挤成型中在脱模剂的使用 在产品的成型过程中,成型产品和模具表面之间会产当很强的粘合力。 另外,从拉挤物料进入模具口起,随着温度的上升,树脂粘度降低, 体积彭胀,作用在模具壁上的压力逐渐形成、增大和积累,并在胶凝 区达到最大值。为了防止成型的玻璃钢制品在模具上粘着的附加荷载, 必须在制品与模具之间施加一类隔离膜(即脱模剂)以便制品很容易 从模具中脱出,以保证制品表面质量和模具的完好无损。所有物质表 面,都有表面自由能。大小随物质不同而各异。一般来说金属表面自 由能比较高。有机物也是一种固体,那么该液体将扩散并均匀分布于 该固体的表面上。脱模剂就是要有极低的表面自由能,从而均匀浸湿 模具表面,在模具表面形成一层低表面能的涂层,从而达到容易脱模 的效果。因为拉挤成型工艺的生产是一连续过程,因此优良的脱模效 果是保证拉挤成型工艺顺利进行的主要条件。脱模剂按使用方式不同 有外脱模剂及内脱
拉挤成型玻璃钢托架的湿热老化性能及使用寿命热门文档
玻璃钢拉挤成型中在脱模剂的使用 (2)
格式:pdf
大小:7KB
页数:3P
4.3
玻璃钢拉挤成型中在脱模剂的使用 在产品的成型过程中,成型产品和模具表面之间会产当很强的粘合力。 另外,从拉挤物料进入模具口起,随着温度的上升,树脂粘度降低, 体积彭胀,作用在模具壁上的压力逐渐形成、增大和积累,并在胶凝 区达到最大值。为了防止成型的玻璃钢制品在模具上粘着的附加荷载, 必须在制品与模具之间施加一类隔离膜(即脱模剂)以便制品很容易 从模具中脱出,以保证制品表面质量和模具的完好无损。所有物质表 面,都有表面自由能。大小随物质不同而各异。一般来说金属表面自 由能比较高。有机物也是一种固体,那么该液体将扩散并均匀分布于 该固体的表面上。脱模剂就是要有极低的表面自由能,从而均匀浸湿 模具表面,在模具表面形成一层低表面能的涂层,从而达到容易脱模 的效果。因为拉挤成型工艺的生产是一连续过程,因此优良的脱模效 果是保证拉挤成型工艺顺利进行的主要条件。脱模剂按使用方式不同 有外脱模剂及内脱
透明玻璃钢的老化性能 透明玻璃钢的老化性能
格式:pdf
大小:250KB
页数:未知
4.6
透明玻璃钢的用途已愈来愈被人们所熟知。它在农业方面代替玻璃,建造透明玻璃钢温室;在工业上,大型民用建筑已采用各种类型的波纹板、采光罩等。目前在国内已开始把透明玻璃钢作为采光材料应用于太阳能平板集热器上。它之所以有生命力,有发展前途,主要因为有如下的良好性能:1、轻质高强,可简化设计,节约材料,降低造价。抗冲击,不易破碎。2、透明玻璃钢的透光率可达85%以上,接近玻璃的透光率。透过的光线产生漫射,使温室和集热器内的光线均匀,有利于植物生长和热量的吸收。
用介电分析法预测玻璃钢的耐湿、热老化性能 用介电分析法预测玻璃钢的耐湿、热老化性能
格式:pdf
大小:368KB
页数:未知
4.5
本文探讨用介电分析法(tgδ保持率大小)预测玻璃钢耐湿、热老化性能的好坏,能快速选出耐湿、热老化性能好的材料。此法在国内是新的尝试,具有速度快、灵敏度高、重复性好、试件少、准确等特点。
透明玻璃钢的老化性能研究 透明玻璃钢的老化性能研究
格式:pdf
大小:549KB
页数:未知
4.7
本文通过人工加速老化方法,研究了各种稳定剂及组合稳定剂对透明玻璃钢透光率的影响。试验结果表明,苯并三唑类紫外线吸收剂比二苯甲酮类紫外线吸收剂对透明玻璃钢有更好的防老化效果。某些组合稳定剂能产生协同作用,有效地改善了玻璃钢的耐老化性能。
拉挤成型玻璃钢托架的湿热老化性能及使用寿命精华文档

玻璃钢水箱的使用寿命介绍
格式:pdf
大小:14KB
页数:2P
4.4
玻璃钢水箱使用寿命有没有国家标准? 玻璃钢水箱的使用年限是有国家标准的,这种说法是很不科学的,所以也会让我 们消费者进入一个错误的误区,腾嘉详细为您讲解玻璃钢水箱的使用寿命有没有 国家标准,到目前为止,国家有关部门还没有对玻璃钢水箱、普通钢板和不锈钢 水箱颁发其使用寿命的标准。理论上来讲水箱的寿命,按所用材质,比如搪瓷钢 板水箱(不掉瓷)、不锈钢水箱选用优良sus304不锈钢板材、玻璃钢水箱选用食 品级树脂;也就是说相同材质水箱,在国标图集的基础上采用越厚的板,水箱使 用寿命越长。使用年限的长短在于采购时水箱材质、板厚安装方式、设备所在环 境等的选定以及使用过程中的维护。因涉及许多人为的外界因素,所以无法用标 准规定年限。通常由设备厂家承诺,采购方考察其他单位同类水箱的使用状况, 但一般也不写入合同。总之采购方在选择玻璃钢水箱时,尽量要选择一家大的信 誉度
拉挤成型玻璃钢托架的湿热老化性能及使用寿命最新文档
钢托架的定义
格式:pdf
大小:10KB
页数:1P
4.5
钢托架的定义 托架因起梁的作用所以也叫托架梁。支承中间屋架的桁架称为托架,托架一般采用平 行弦桁架,其腹杆采用带竖杆的人字形体系, 首先介绍下托架的定义:在工业厂房中,由于工业或者交通需要,需要取掉某轴上的 柱子,这样就要在大开间位置设置托架,支托去掉柱子的屋架。托架安装在两端的柱子上。 直接支承于钢筋混凝土柱上的托架常采用下承式;支于钢柱上的托架常采用上承式,托 架高度应根据所支承的屋架端部高度,刚度要求,经济要求以及有利于节点构造的原则来决 定.一般去跨度的1/5~1/10.托架的节间长度一般为2m或者3m. 当托架跨度大于18m时,可做成双壁式,此时,上下弦采用平放的h型钢以满足平面外刚 度要求. 托架就是桁架的一种. 屋架有三角形的和梯形的,它是平面体系,一榀一榀的;网架是空间体系,是个整体的. 钢托架是支承钢屋架(或钢桁架)用的。
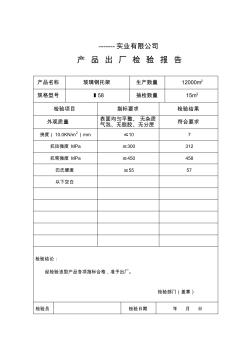
整体成型玻璃钢矩形槽的设计及制作 整体成型玻璃钢矩形槽的设计及制作
格式:pdf
大小:223KB
页数:4P
4.5
通常冶金化工行业使用的玻璃钢矩形槽都被设计成拼装式结构,但存在制作过程工序复杂、工期长且制作成本高等缺点。本文从结构设计、成型工艺到现场应用等方面详细地介绍了铜电解工序中高位槽的设计及制作,证实了现场手糊成型工艺制作整体式玻璃钢矩形槽是值得推广的好方法。
手糊成型玻璃钢工艺实验 (2)
格式:pdf
大小:7KB
页数:3P
4.5
实验三手糊成型工艺实验 手糊成型工艺属于低压成型工艺,所用设备简单,投资少,见效快,有 时还可现场制造某些制品,方便运输,所以在国内很多中小型企业仍然是以 手糊为主要生产方式,就是大型企业中手糊工艺也经常被用来解决一些临时 的、单件的生产问题。 手糊成型工艺的最大特点是灵活,适宜于多品种、小批量生产。目前, 在国内采用手糊成型生产的产品有浴盆、波纹瓦、雨阳罩、冷却塔、活动房 屋、贮槽、贮罐、渔船、游艇、汽车壳体、大型圆球屋顶、天线罩、卫星接 收天线、舞台道具、航空模型、设备护罩或屏蔽罩、通风管道、河道浮标等。 因此,掌握手糊工艺技术很有必要。 一、实验目的 1.掌握手糊成型工艺的技术要点、操作程序和技巧; 2.学会合理剪裁玻璃布、毡和铺设玻璃布、毡; 3.进一步理解不饱和聚酯树脂和胶衣树脂配方、凝胶、固化和富树脂层等概 念和实际意义。 二、实验内容 1.根据具体条件设计一种切实可
手糊成型玻璃钢工艺实验
格式:pdf
大小:7KB
页数:3P
4.7
实验三手糊成型工艺实验 手糊成型工艺属于低压成型工艺,所用设备简单,投资少,见效快,有 时还可现场制造某些制品,方便运输,所以在国内很多中小型企业仍然是以 手糊为主要生产方式,就是大型企业中手糊工艺也经常被用来解决一些临时 的、单件的生产问题。 手糊成型工艺的最大特点是灵活,适宜于多品种、小批量生产。目前, 在国内采用手糊成型生产的产品有浴盆、波纹瓦、雨阳罩、冷却塔、活动房 屋、贮槽、贮罐、渔船、游艇、汽车壳体、大型圆球屋顶、天线罩、卫星接 收天线、舞台道具、航空模型、设备护罩或屏蔽罩、通风管道、河道浮标等。 因此,掌握手糊工艺技术很有必要。 一、实验目的 1.掌握手糊成型工艺的技术要点、操作程序和技巧; 2.学会合理剪裁玻璃布、毡和铺设玻璃布、毡; 3.进一步理解不饱和聚酯树脂和胶衣树脂配方、凝胶、固化和富树脂层等概 念和实际意义。 二、实验内容 1.根据具体条件设计一种切实可
冷却塔氯磺化聚乙烯防潮涂料湿热老化使用寿命的推算 冷却塔氯磺化聚乙烯防潮涂料湿热老化使用寿命的推算
格式:pdf
大小:441KB
页数:未知
4.5
本文对两种工业用氯磺化聚乙烯(cspe)涂料的防潮涂层进行了湿热老化使用寿命的实验研究和推算。结果表明在考虑进出口水温、环境气温、日辐射等因素,对冷却塔出口温度进行全年加权平均后,得到在年平均运行温度为30.3℃下,两种涂层的使用寿命分别为26和14年。上述老化使用寿命的推算对冷却塔的设计、运行和监督管理具有比较重要的意义。
纤维增强薄壁环氧玻璃钢绝缘管在线编织-拉挤成型制造技术 纤维增强薄壁环氧玻璃钢绝缘管在线编织-拉挤成型制造技术
格式:pdf
大小:4.4MB
页数:6P
4.8
提出一种不同于纤维缠绕、拉绕等现有方法的连续rtm法在线编织成管,再在模内浸渍树脂,经拉挤成型薄壁环氧玻璃钢管的工艺方法。
钢结构钢托架
格式:pdf
大小:10KB
页数:1P
4.4
拼装工序--通裕重工钢托架生产加工注意事项 1.角钢下料,切割端部应用磨光机打磨光滑至无明显割痕。对接角 钢要开内坡口,坡口内侧无割痕、氧化铁等任何影响焊缝质量的 杂物。对接角钢要焊接后进行拼装,严禁使用未焊的角钢进行拼 装。 2.严格按照图纸尺寸进行拼装,注意区别g轴与h轴、j轴与l轴 的长度尺寸与节点形式、方向。 3.拼装前对各零件的几何尺寸及钻孔尺寸进行复检,确定尺寸及规 格型号无误后再进行拼装。几何尺寸、孔径及钻孔尺寸不合格的 构件严禁使用,并及时报车间办公室。特别注意:①检查钢托架 中垫板(即17号板)切割面的垂直度,拼装时严格按照图纸尺寸 进行拼装,绝对保证垫板与孔相邻边同任意组孔平行。②复检端 部上法兰的孔距,确保下侧孔距尺寸(gtj-6中为70mm)无误后 再进行拼装。 4.拼装放样、下料要预留焊接收缩量。焊接完成后要复检冷却后的 尺寸,确定
拉挤成型玻璃钢托架的湿热老化性能及使用寿命相关
文辑推荐
知识推荐
百科推荐


职位:BIM销售
擅长专业:土建 安装 装饰 市政 园林


