

铝合金气缸管
格式:pdf
大小:1.1MB
页数:5P
人气 :74
 4.6
4.6
神威气动 http://www.diancifa.cc 文档标题: 铝合金气缸管 铝合金气缸管的介绍 : 引导活塞在缸内进行直线往复运动的圆筒形金属机件。 空气在发动机气缸中通过膨胀将热能 转化为机械能; 气体在压缩机气缸中接受活塞压缩而提高压力。 涡轮机、旋转活塞式发动机 等的壳体通常也称“气缸” 。气缸的应用领域:印刷(张力控制) 、半导体(点焊机、芯片研 磨)、自动化控制、机器人等等。 二、气缸种类: ①单作用气缸: 仅一端有活塞杆, 从活塞一侧供气聚能产生气压, 气压推动活塞产生推力伸 出,靠弹簧或自重返回。 ②双作用气缸:从活塞两侧交替供气,在一个或两个方向输出力。 ③膜片式气缸:用膜片代替活塞,只在一个方向输出力,用弹簧复位。它的密封性能好,但 行程短。 ④冲击气缸:这是一种新型元件。它把压缩气体的压力能转换为活塞高速( 10~20 米 / 秒) 运动的动能,借以做功。 ⑤无杆




4G9铝合金气缸盖低压铸造模具的优化设计
4g9气缸盖采用低压铸造,由于模具设计不当,导致补缩和排气不良,曾出现浇不足和缩松、缩孔缺陷。通过改进模具设计,改善了模具排气,并实现了顺序凝固,消除了浇不足和缩松、缩孔等缺陷。
铝合金气缸管热门文档
 铸态贝氏体多元合金铸铁气缸套研发
铸态贝氏体多元合金铸铁气缸套研发 铸态贝氏体多元合金铸铁气缸套研发
格式:pdf
大小:331KB
页数:3P
4.8
1前言气缸套是内燃机的关键零件之一,也是易损件之一。随着内燃机向高速、高性能、低油耗、低排放、长寿命方向发展,对气缸套的品质及综合性能的要求也愈来愈高。铸铁具有优良的摩擦特性,成本较低,易于生
合金材质铸铁气缸套铸造工艺的探讨 合金材质铸铁气缸套铸造工艺的探讨
格式:pdf
大小:250KB
页数:2P
4.8
气缸套作为发动机核心部件之一,其性能直接影响着整机的大修周期与功率稳定,因此需要气缸套采用性能较好、品质优良的合金铸铁。本文分别从合金铸铁铸造的各道工序进行分析,提出影响材质性能的因素,为提高合金铸铁气缸套性能提供研讨。
合金硼铸铁软氮化气缸套的研制 合金硼铸铁软氮化气缸套的研制
格式:pdf
大小:758KB
页数:4P
4.5
介绍了16v280zja型柴油机气缸套材料、软氮化机理、内表面珩磨、装车试验。试验结果表明,采用合金硼铸铁软氧化气缸套与镀铬活塞环及氮化活塞顶配对的摩擦副,摩擦磨损性能得到较大地改善,缸套的使用寿命有很大地提高。

铝合金
格式:pdf
大小:5KB
页数:2P
4.5
铝型材6063-t5中的6063跟t5代表什么 1、合金编号:我国目前通用的是美国铝业协会〈aluminiumassociation〉的 编号。兹举 例说明如下:1070-h14(纯铝) 2017-t4(热处理合金) 3004-h32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第二位数:表示原合金中主要添加合金元素含量或杂质成分含量经修改的 合金。 0:表原合金 1:表原合金经第一次修改 2:表原合金经第二次修改 2.3第三及四位数: 纯铝:表示原合金 合金:表示个别合金的代号 "-″:后面的hn或tn表
铝合金
格式:pdf
大小:19KB
页数:3P
4.8
3174铝合金铝合金条板宽100mm175 3175铝合金铝合金穿孔面板68 3176铝合金铝单板485 3177铝合金铝合金扁管100*44*1.8m34.63 3178铝合金圆筒型铝合金(含配件)600*60030.69 3179铝合金圆筒型铝合金(含配件)800*80027.28 3180铝合金方筒型铝合金(含配件)900*90023.06 3181铝合金方筒型铝合金(含配件)600*60017.05 3182铝合金方筒型铝合金含配件1200*120036.28 3183铝合金铝合金平方板60 3184铝合金铝合金吸音板68 3185铝合金铝合金框料l25*2m12.5 3186铝合金铝合金l型30*12*1m2.87 31
铝合金气缸管精华文档
再生铝合金与铝合金压铸相得益彰 再生铝合金与铝合金压铸相得益彰
格式:pdf
大小:913KB
页数:3P
4.4
一、概述再生铝合金应用的优势已不言而喻,作为一个制造和资源消耗大国,再生铝的回收利用,无论从降低产品成本、节能减排、缩短生产周期及改善环境等方面都是有益的,笔者作为一个长期从事铝业的工作者感触颇
铝合金及铝合金元件的生产工艺 铝合金及铝合金元件的生产工艺
格式:pdf
大小:51KB
页数:1P
4.4
美国专利us6402860b2本发明涉及的铝合金成分如下:(1)1wt%~6wt%组份a(它是从ti、v、hf、zr组中选出的一种或多种元素);(2)3wt%~13.5wt%组份b(它是从la、ce、pr、nd、含铈的稀土合金、ca、sr、ba组中选出的一种或多种元素);(3)2wt%~18wt%组份c(从mg和li组中选出的一种或多种元素)。其加工步骤为:先将铝合金加工成含有组份a、b和c的预型
铝合金淬火工艺-铝合金工艺
格式:pdf
大小:225KB
页数:4P
4.3
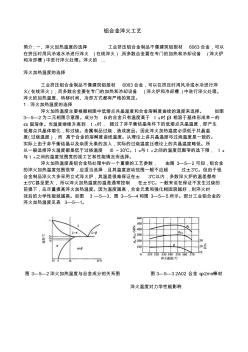
铝合金淬火工艺 简介:一、淬火加热温度的选择工业挤压铝合金制品不像建筑铝型材6063合金,可以 在挤压时用风冷或水冷进行淬火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉 和冷却槽)中进行淬火处理。淬火的... 淬火加热温度的选择 工业挤压铝合金制品不像建筑铝型材6063合金,可以在挤压时用风冷或水冷进行淬 火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉和冷却槽)中进行淬火处理。 淬火的加热温度、转移时间、冷却方式都有严格的规定。 1.淬火加热温度的选择 淬火加热温度主要根据相图中低熔点共晶温度和合金溶解度曲线的温度来选择。如图 3—5—2为二元相图示意图。成分为b1的合金只有温度高于t溶时β相溶于基体形成单一的 α固溶体。当温度继续升高到t共时,超过了非平衡结晶条件下的低熔点共晶温度,即产生 低熔点共晶体熔化,称过烧。金
铝合金参数
格式:pdf
大小:19KB
页数:1P
4.7
采购型材的约定(用料标准): (1)铝合金窗型材选用伟昌生产,铝材厚度为1.4mm;百叶片铝合金型材 为厚度为1.2mm,外框铝合金型材为1.4mm厚。 (2)玻璃wgr80a系列隔热推拉铝合金窗为6+12a+6中空玻璃;80a系列隔 热推拉铝合金窗为6low+12a+l中空双钢化玻璃;wgr45系列节能平开窗为 6mm+12a+6mm双钢中空玻璃,技术性能应符合国家或相关行业标准。应根据《建 筑玻璃应用技术规程》及具体图纸要求的窗尺寸、安装位置等,选用符合相关国 家标准的中空玻璃。 (4)窗五金件:执手、平开窗滑称、滑轮等采用依据招标文件。 (5)窗安装需满足规范、验收条件。 (6)玻璃与铝合金缝隙的密封方式为密封及/固体胶,保证防水效果。 (7)各种材料的技术等级、光泽度、外观质量应符合设计图纸、甲方要求及国 家现行行业标准优
铝合金气缸管最新文档

铝合金常识
格式:pdf
大小:29KB
页数:2P
4.4
铝合金常识 1.铝合金厂目前使用的6×××铝材,主要有—6061、6063、6005a、6082等4种;各材料 自的特点: 材质 性能 挤型金工焊接阳极 6063优优优(对缺口不敏感)优 6005a优优 差 (易开裂) 优 6061良良优良 6082差差良差 2.各种材料的企业标准中的物理性能为: 牌号 前供货状态及硬度(ref)时效状态、硬度、力学性能 状态硬度hw状态硬度hw抗拉强度mpa 6063t15°-8°t5≥11.5°≥185 6005at15°-11°t5≥14.0°≥265 6061 f、o无要求先t4后t6 ≥15°≥285t48°-12°t6 6082t48°-12°t6≥15.5°≥330 3
铝合金 (5)
格式:pdf
大小:22KB
页数:14P
4.3
铝合金铸件气孔与预防 引言:在纯铝中加入一些金属或非金属元素所熔制的铝合金是一种新型的合 金材料,由于其比重小,比强度高,具有良好的综合性能,因此被广泛用于 航空工业、汽车制造业、动力仪表、工具及民用器具制造等方面。随着国民 经济的发展以及经济一体化进程的推进,其生产量和耗用量大有超过钢铁之 势。加强对铝合金材料性能的研究,保证铝合金铸件具有优良品质,既是我 们每一个科技工作者义不容辞的责任,也是同我们的日常生活息息相关的头 等大事。本文结合作者铝合金铸件生产实践经验谈谈铝合金铸件气孔与预防 问题。 1.气孔类别 由于铝合金具有严重的氧化和吸气倾向,熔炼过程中又直接与炉气或外 界大气相接触,因此,如熔炼过程中控制稍许不当,铝合金就很容易吸收气 体而形成气孔,最常见的是针孔。针孔(gasporosity/pin-hole),通常是 指铸件中小于1mm的析出性气孔,多呈圆形,不
铝合金 (6)
格式:pdf
大小:13KB
页数:2P
4.7
看厚度:常用828、888系列的铝合金型材,起厚度应为1.2mm,其他材料的也是有1.4mm, 个别的进口材料还有2.0壁厚(比如力尔型材);2,看强度:选购时,可用手适度弯曲型材, 送手后看能否恢复原状;3,看色度:同一根铝合金材料色泽应一致,如有色差明显,即要 搞请状况,不要轻易购买;4,看平整度:检查铝合金型材表面,应无凹凸或鼓出;5,看 光泽度:铝合金门窗避免选购表面有开口气泡(白点)和灰渣(黑点),以及裂纹、毛刺、 起皮等明显缺陷的型材;6,看氧化度:选购时可在型材表面轻划一下,看表面的氧化膜是 否可以擦掉。 正规渠道选购,切勿贪小失大选购铝合金门窗时,首先要到相对正规的卖场,或者专卖店 里选购,这样才会有保障。切勿为了贪图便宜,去一些马路边的加工小店买,货色质量没有 保障,而且还会为今后的安全问题埋下隐患。卖场里购买建材在品质与服务方面还是有保障 的,

铝合金 (3)
格式:pdf
大小:105KB
页数:9P
4.7
铝合金 以铝为基的合金总称。主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。 基本信息 铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。随着近年来科学技术以及工业经济的飞速 发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应 用领域,因此铝合金的焊接技术正成为研究的热点之一。 纯铝的密度小(ρ=2.7g/cm3),大约是铁的1/3,熔点低(660℃),铝是面心立方结构,故具有很高的塑性(δ:32~40%,ψ:70~90%),易于加工,可制 成各种型材、板材,抗腐蚀性能好;但是纯铝的强度很低,退火状态σb值约为8kgf/mm2,故不宜作结构材料。通过长期的生产实践和科学实验,人们逐
铝合金 (4)
格式:pdf
大小:60KB
页数:8P
4.6
1 铝合金概述 铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已 大量应用。随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊 接性研究也随之深入。铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的 应用领域,因此铝合金的焊接技术正成为研究的热点之一。 纯铝的密度小(ρ=2.7g/cm3),大约是铁的1/3,熔点低(660℃),铝是面心立方结构,故具有很高的塑性 (δ:32~40%,ψ:70~90%),易于加工,可制成各种型材、板材。抗腐蚀性能好;但是纯铝的强度很低,退火状态 σb值约为8kgf/mm2,故不宜作结构材料。通过长期的生产实践和科学实验,人们逐渐以加入合金元素及运用热 处理等方法来强化铝,这就得到了一系列的铝合金。
铝合金气缸套及制作方法 铝合金气缸套及制作方法
格式:pdf
大小:67KB
页数:1P
4.7
美国专利us8141615本发明涉及一种离心铸造方法生产的发动机缸套。发明的铸造方法包括:用含有一氧化硅细微颗粒的铝合金液充填缸套铸型,所用的一氧化硅颗粒的平均粒度为0.01~0.04mm;使铸型按照一定的速度和周期旋转,使充入铸型中的铝合金液中的一氧化硅颗粒分布在缸套的内表面;冷却铸型,直到铝合金液凝固。本发明方法制作的缸套的特点是,一氧化硅细微颗粒均匀地分布于铝合金缸套的内表面,缸套内表面的一氧化硅颗粒体积约占25%,分布层厚度1~5mm。这种缸套的显著特点是耐磨,经过10万英里使用,缸套没有明显磨损。
缸盖和缸体用铸造铝合金 缸盖和缸体用铸造铝合金
格式:pdf
大小:59KB
页数:未知
4.3
德国专利de19925666缸体、缸盖可采用本专利提出的含ni、cu、mn和fe的铝硅合金来制造,其化学成分是(wt%):6.80~7.20si,0.35~0.45fe,0.30~0.40cu,0.25~0.30mn,0.35~0.45mg,0.45~0.55ni,0.10~0.15zn,0.11~0.15ti,其余是al和微量杂质,浇注温度为720~740℃,冷速0.1~10k/s,采用530℃×5h固溶处理,80℃水淬和160~200℃×6h人工时效处理。
钨极氩弧焊修复铝合金气缸盖裂纹的方法 钨极氩弧焊修复铝合金气缸盖裂纹的方法
格式:pdf
大小:113KB
页数:未知
4.6
本文在分析铝合金气缸盖裂纹产生原因基础上,制定了合理的焊接修复工艺,采用tig焊成功实施其裂纹修复。
高硅铝合金缸套/缸体制造技术及应用 高硅铝合金缸套/缸体制造技术及应用
格式:pdf
大小:542KB
页数:未知
4.5
综述国外高硅铝合金缸套材料技术、缸套制造技术以及发动机缸体总成技术的研究与进展,介绍了国内高硅铝合金缸套研究进展。通过单缸机台架考核验证,证明采用高硅铝合金气缸套后废气压力、燃油消耗率、排气温度、磨损量以及升功率有显著的改善与提高。
铝合金缸盖排屑工艺优化 铝合金缸盖排屑工艺优化
格式:pdf
大小:146KB
页数:未知
4.6
缸盖是发动机的主要部件,一般采用灰铸铁或铝合金铸成,铝合金缸盖具有良好的导热性,有利于提高压缩比,以便更好地承受热负荷和机械负荷。铝合金在加工时常产生较长铝屑,当铝屑进入缸盖的水套内后,极易被卡住。一旦有铝屑的缸盖流入装配工位,将对整个发动机造成致命的影响。因此,必须改进加工方案,缩短铝屑的长度。
铝合金气缸管相关
文辑推荐
知识推荐
百科推荐


职位:初级大数据工程师
擅长专业:土建 安装 装饰 市政 园林


