

铝合金栏杆生产流程
格式:pdf
大小:8KB
页数:1P
人气 :94
 4.6
4.6
铝合金栏杆生产流程 很多业主想在自己的别墅加上铝合金栏杆, 但是在铝合金栏杆公司遇 到了很多不明白的事情,需要精确到多少没,需要客户提供图纸,很 多琐事让客户烦心, 为什么这么麻烦呢, 现在我就将铝合金栏杆的流 程告诉给伙伴们 1 工厂定制 铝合金栏杆的加工必须根据设计图纸及有关的工艺流程 严格操作,铝合金栏杆的设计图纸应该对建筑进行实地考察, 并且对 已经完成的建筑进行复测 2 下料 根据铝合金栏杆图纸规定的长度和数量进行下料,然后按各 种规格 长度编号,完成后方可以进行下工序 3 基材划线 根据图纸要求在加装中横前,在中横加装无知划线,划 线时应考虑基材的壁厚 位置及方向 4 加工钻孔 铝合金栏杆在拼装及安装配件前需要加工安装孔,具体 的钻孔方式有钻 冲等 4 配件安装 严格按照规格,型号 安装配件 5 压线的安装 栏杆分隔的宽度方向压线长度以内口尺寸为标准,纵 向压线长度以上下方压线



铝合金栏杆
1/51 铝合金栏杆、百页、护栏 一、适用范围 本技术要求适用于本公司所有室内外铝合金单元式栏杆、百页(空调百页、防水百页、遮阳 百页)、护栏的制作安装工程招投标及现场施工指导。 二、依据 2.1除另有注明外,本工程须符合设计、图纸和相关国家、地方及行业标准,主要包括但不限于: ?《工程建设标准强制性条文》2002年版 ?《建筑工程施工质量验收统一标准》(gb50300-2001) ?《建筑结构荷载规范》(gb50009—2001) ?《钢结构设计规范》(gb50017-2003) ?《建筑装饰装修工程施工及验收规范》(gb50210-2001) ?《住宅装饰装修工程施工规范》(gb50327—2001) ?《建筑玻璃应用技术规程》(jgj113—2003) ?《铝合金建筑型材》(gb/t5237-2000) ?铝型材、玻璃、五金、密封材料等
铝合金栏杆节点做法
铝合金栏杆、百页、护栏 编制彭茂云 日 期 2004-07- 31 审核胡纯 日 期 2004-11- 16 批准孟浩 日 期 2004-11- 22 修订记录 日期 修 订 状 态 修改内容 修改 人 审核人批准人 参加讨论认定人员: 张雪峰、唐正才、杨津湘、范宇、蒋朝晖、张兴华、彭茂云、曹秀萍 铝合金栏杆、百页、护栏 1、适用范围 本技术要求适用于万科深圳区域所有室内外铝合金单元式栏杆、 百页(空调百页、防水百页、遮阳百页)、护栏的制安工程招投标 及现场施工指导。 2、依据 2.1除另有注明外,本工程须符合设计、图纸和相关国家、地方 及行业标准,主要包括但不限于: 《工程建设标准强制性条文》2002年版 《建筑工程施工质量验收统一标准》(gb50300-2001) 《建筑结构荷载规范》(gb50009-2001) 《钢结构设计规范》(gb50017
编辑推荐下载
铁艺栏杆生产流程及检验
格式:pdf
大小:13KB
页数:2P
4.6
铁艺栏杆生产流程及检验 (1)工艺流程 栏杆制作与安装的工序按如下方式进行: 工厂备料及开料——工厂制作――现场放线、预埋件施工(预埋件预埋由总包 完成)――工厂金属基层防锈处理——工厂底、中、面漆喷涂——工厂包装后运 输到现场——进场检验――栏杆安装—―验收。 所有栏杆成品或单元式成品应全部在工厂制作及完成喷漆,现场仅进行成品 安装或单元式大件拼装。 现场采用预埋件形式安装栏杆成品 (2)制作流程 按图纸要求,放样确模后进行焊接拼装,焊接时要确保产品的焊口坚韧和平 整,产品焊接无夹渣、无焊瘤、无咬边和飞溅,没有脱焊、虚焊和焊穿。拼装完 成,首先经过检查验收,其检验项目是:材料尺寸、规格,焊接的垂直、平行、 对角线的准确程度,焊接的平整、材料的间距、拼装完成的正确性等。验收合格 后,进入打磨,用薄沙磨片对焊口进行打磨修整,再用软性千叶片对钢材等材料 表面的焊粒进行抛磨处理,在完成打磨

铝合金栏杆生产流程热门文档
铝锭的生产流程
格式:pdf
大小:263KB
页数:2P
4.7
铝锭的生产流程 铝锭的生产是由铝土矿开采、氧化铝生产、铝的电解等生产环节所构成。 先采出铝土矿,经水洗、磨细等流程生产出铝矿粉,再经焙烧等四道复杂工艺得 到氧化铝,生产氧化铝的铝土矿主要有三种类型:三水铝石、一水硬铝石、一水 软铝石。在已探明的铝土矿全球储量中,92%是风化红土型铝土矿,属三水铝石 型,这些铝土矿的特点是低硅、高铁、高铝硅比,集中分布在非洲西部、大洋洲 和中南美洲。其余的8%是沉积型铝土矿,属一水软铝石和一水硬铝石型,中低 品位,主要分布在希腊、前南斯拉夫及匈牙利等地。由于三种铝土矿的特点不同, 各氧化铝生产企业在生产上采取了不同的生产工艺,目前主要有拜耳法、碱石灰 烧结法和拜尔-烧结联合法三种。通常高品位铝土矿采用拜耳法生产,中低品位 铝土矿采用联合法或烧结法生产。拜尔法由于其流程简单,能耗低,已成为了当 前氧化铝生产中应用最为主要的一种方法,产量
生产流程卡
格式:pdf
大小:239KB
页数:10P
4.6
文件编号qr9.1-00-01ano. 修改状态页数共页 文件编写编写日期年月日 文件审核审核日期年月日 文件批准批准日期年月日 深圳市兆日实业有限公司 sinosuntechnologyco.,ltd. 生产流程卡 序号编号产品型号起址页码 1qr9.1-00-01-01aci-820b1 2qr9.1-00-01-02ade-920a/b2 3qr9.1-00-01-03acd-300a/b3 4qr9.1-00-01-04acm-4104 5qr9.1-00-01-05acb-2105 6qr9.1-00-01-06ack-1106 7qr9.1-00-01-07act-3007 生产流程卡 qr9.1-00-01-01a产品
服装生产流程
格式:pdf
大小:117KB
页数:2P
4.8
服装生产流程 步骤: 设计--纸样--出样--下订单--生产--进仓--销售 1、服装设计 一般来说,大部分大、中型服装厂都有自己的设计师设计服装款式系列。服装企业的服 装设计大致分为两类:一类是成衣设计,根据大多数人的号型比例,制定一套有规律性 的尺码,进行大规模生产。设计时,不仅要选择面料、辅料,还要了解服装厂的设备和 工人的技术;第二类是时装设计,根据市场流行趋势和时装潮流设计各款服装。 2.纸样 当服装的设计样品为客户确认后,下一步就是按照客户的要求绘制不同尺码的纸样。 服装纸样是指服装纸样师傅跟进设计师设计的款式和尺寸要求,通过专业的计算,把组 成服装的裁片在先划在纸上,叫做纸样,也算是立体服装的平面表达,非常便於服装工 业生产中的修改,剪裁与生产。 3.出样 根据纸样,做出样品衣。 4.下订单 样衣经确认后,开始下单,投入生产。 5.生产 生产准备-生产前的准

铝合金门窗生产流程
格式:pdf
大小:208KB
页数:26P
4.7
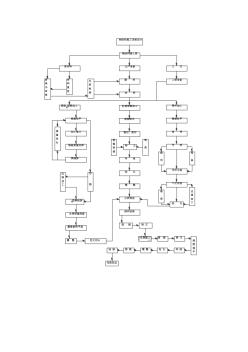
铝门窗生产工艺流程图 标“*”为关键工序 框、扇料角码切割*框料切割 框料工艺孔槽铣削 扇料执手孔槽冲铣 加工 扇料冲槽口中梃端面铣削 组装 断热铝门窗质检合格 断热铝门窗交检 断热铝门窗组装 框五金件装配 *框料挤角 扇五金件装配 *扇料挤角 框料连接孔铣削 框料组角 *扇料切割 扇料组角 下料 (一)、下料(关键工序) a、工序流程: *为关键工序 b、操作方法 1、领料后仔细确认下料加工单和优化单材料与实物一致。 2、确认下料方式(900或450或异型) 3、确认型材放置方向是否正确。 4、根据不同的型材选择不同的工装卡具。 5、根据不同的型材调整锯片的进给速度和冷却剂的喷射量。 6、450下料时应仔细测量料高,如果安装模具要经锯床水平台面与料的最高点做料高,不许单独测 量原材料的料高(测料高采用游标卡尺,至少3点,以平均值为准)。 领料 确认 角码切割*框料切割*扇料切割
6063铝合金棒生产流程
格式:pdf
大小:12KB
页数:4P
4.7
6063铝合金棒生产流程 (中国长城铝业公司研究设计院河南郑州450041) 一.al-mg-si系合金的基本特点: 6063铝合金的化学成份在gb/t5237-93标准中为0.2-0.6%的硅、0.45-0.9%的镁、铁 的最高限量为0.35%,其余杂质元素(cu、mn、zr、cr等)均小于0.1%。这个成份范围很 宽,它还有很大选择余地。 6063铝合金是属铝-镁-硅系列可热处理强化型铝合金,在al-mg-si组成的三元系中,没有三 元化合物,只有两个二元化合物mg2si和mg2al3,以α(al)-mg2si伪二元截面为分界,构成 两个三元系,α(al)-mg2si-(si)和α(al)-mg2si-mg2al3,如图一、田二所示: 在al-mg-si系合金中,主要强化相是mg2si,合金在淬火时,固溶于基体中的m
铝合金栏杆生产流程精华文档
铝合金粉末喷涂型材生产流程
格式:pdf
大小:10.8MB
页数:16P
4.3
粉末喷涂铝合金型材 加工过程简介 编制单位: 编制人: 编制日期: 1、型材加工主要流程 注:该流程中,影响生产数量的主要因素是挤压设备;影响型材质量的是熔铸环 节,电脑控制合金元素掺量的话质量会更好;影响型材尺寸的主要因素是模具, 强度高的模具成型质量好; 2、熔炼 注:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各 种原材料。将配好的原材料按工艺要求加入熔炼炉内熔化;主要原材料al99.70 以上铝锭(gb/t1196)加入铝硅合金锭、镁锭加热熔炼、熔炼温度为730℃~750℃、 进行搅拌、精炼、打渣等工序。 3、铸造 注:熔炼好的铝液在一定的铸造工艺条件下,通过铸造系统,冷却铸造成各种规 格的圆铸棒;铝棒的直径根据需要的型材断面制作。如果铝柱生产线低的话,而 需要的产量又大,厂家往往采用外购方式购买铝柱。 4、铝棒人工时效 注:指合金工件
标准化铝合金栏杆报价
格式:pdf
大小:27KB
页数:1P
4.3
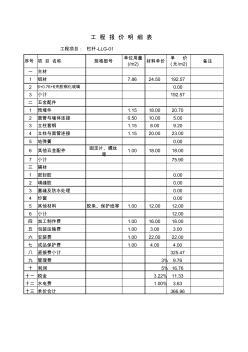
栏杆-llg-01 序号项目名称规格型号单位用量(/m2)材料单价 单价 (元/m2)备注 一主材 1铝材7.8624.50192.57 26+0.76+6夹胶钢化玻璃0.00 3小计192.57 二五金配件 1预埋件1.1518.0020.70 2面管与墙体连接0.5010.005.00 3立柱套钢1.158.009.20 4立柱与面管连接1.1520.0023.00 5地弹簧0.00 6其他五金配件固定片、螺丝 等 1.0018.0018.00 7小计75.90 三辅材 1密封胶0.00 2填缝胶0.00 3塞缝及防水处理0.00 4纱窗0.00 5其他材料胶条、保护纸等1.0012.0012.00 6小计12.00 四加工制作费1.0016.0016.00
铝合金栏杆、百叶技术标
格式:pdf
大小:5KB
页数:2P
4.6
3、技术要求 3.1、阳台栏杆 1)彩色铝合金型材符合国家规范相关规定,招标人指定铝合金型材品牌为:亚 铝、忠旺、凤铝;彩铝扶手采用80*35㎜椭圆形磨砂亚光管、中立杆采用50*50 ㎜,边立杆采用50*25㎜。材料厚度均为2.0㎜; 2)玻璃:8+0.76+8双面钢化夹胶白色玻璃,招标人指定玻璃品牌为:台玻、金 晶、荣泰,为保证质量,须由玻璃原片厂进行玻璃深加工;阳台栏杆大样图详见 (附图一); 3)所有构件下料应保证准确,构件长度允许偏差为1mm; 4)构件下料前必须检查是否平直,否则必须矫直; 5)阳台栏杆在制作安装过程中必须按照发包人要求考虑防雷接地。 3.2、空调铝合金百叶技术要求 1)空调百叶材质选用彩色铝合金型材,招标人指定铝合金型材品牌为:亚铝、 忠旺、凤铝;厚度1.2mm,具体颜色为深灰色,以1.1期已安装百叶颜色为准。 2)铝合金型材表面处

铝合金栏杆、护栏、百页
格式:pdf
大小:247KB
页数:7P
4.5
铝合金栏杆、护栏、百页 编制彭茂云日期 审核胡纯日期 批准孟浩日期 修订记录 日期 修订 状态 修改内容修改人审核人批准人 参加讨论认定人员: 张雪峰、唐正才、杨津湘、范宇、蒋朝晖、张兴华、彭茂云、曹秀萍 铝合金栏杆、护栏、百页 一、适用范围 本技术要求适用于万科所有室内外铝合金单元式栏杆、百页(空调百页、防水百页、 遮阳百页)、护栏的制安工程招投标及现场施工指导。 二、依据 2.1除另有注明外,本工程须符合设计、图纸和相关国家、地方及行业标准,主要包括 但不限于: 《工程建设标准强制性条文》2002年版 《建筑工程施工质量验收统一标准》(gb50300-2001) 《建筑结构荷载规范》(gb50009-2001) 《钢结构设计规范》(gb50017-2003) 《建筑装饰装修工程施工及验收规范》(gb50210-2001) 《住宅装饰装修
铝合金栏杆施工工艺
格式:pdf
大小:258KB
页数:6P
4.6
合肥力腾铝艺装饰有限公司,是一家集成开发,生产,销售为一体的现代化企业,其主要产 品包括铝艺大门、铝艺护栏、不锈钢、门窗、阳台栏杆、楼梯扶手等别墅配套成品。多年来从事 于铝合金栏杆设计,生产,制作,施工。对于铝合金栏杆的施工工艺具有哪些要求。力腾铝艺为 您介绍: 工艺要求 1、适用范围 适用于阳台、平台(含屋面)及楼梯护窗栏杆等铝合金材质栏杆。 2、工艺流程 工厂制作→现场放线、预埋件施工→工厂金属基层、防锈处理→工厂底、面漆喷涂→工厂包 装后运输到现场→栏杆安装→连接点处理。 3、现场放线、埋件 现场确认栏杆安装位置、高度、预埋件位置,该工作应于墙体抹灰打灰饼完成后,抹灰施工 开始前进行。埋件为后置埋件,埋件深度应保证抹灰后将埋件及螺栓帽隐蔽,埋件安装前应做防 锈处理。 4、工厂生产及底漆、面漆等,应根据设计要求确定铝合金构件厚度、漆面种类及厚度等。 5、栏杆安装 剪刀楼梯
铝合金栏杆生产流程最新文档
铝合金栏杆施工工艺标准
格式:pdf
大小:348KB
页数:7P
4.3
铝合金栏杆施工工艺标准 铝合金栏杆施工工艺标准 一、工艺标准 1、适用范围 适用于阳台、平台等铝合金玻璃栏板。 2、工艺流程 现场放线、预埋件施工→工厂备料及开料→栏杆构件安装→玻璃安装→扶手 安装→打胶、清理防护。 3、现场放线、埋件 现场确认栏杆安装位置、高度、预埋件位置,该工作应于体墙抹灰打灰饼完 成后,抹灰施工开始前进行。根据栏杆、栏杆分格图和土建单位给出的标高控制 点、进出口线及轴线位置,进行立柱分格和调整,确定埋件位置及立柱尺寸,并 做好标识和记录;对于弧形栏杆,应根据现场实际尺寸对图纸进行复核,对扶手 采用弧线形的栏杆,立柱与扶手的连接应充分考虑连接顺畅、自然,对图纸尺寸 可进行适当调整,对于栏杆的基座高度,应根据标高和图纸尺寸要求土建单位进 行调整。 根据图纸要求在车间进行镀锌钢板和镀锌钢管芯套的加工,并将芯套与钢板 焊接为一个整体,要求焊缝满足设计要

铝合金栏杆检验批样本
格式:pdf
大小:38KB
页数:3P
4.7
铝合金栏杆安装检验批(分部、分项)工程报验单 工程名称0000000000000000铝合金门窗工程编号8、9#--1-4 致:0000工程咨询有限公司 本工程的铝合金玻璃栏杆安装工程,已安装完成,经自检评定验收合格, 请于2016年月日现场验收,我方提供所需工程验收资料: □设计图纸资料。□施工技术交底记录签证。□施工测量记录复核签证。 □材料、成品、半成品质保书、检验报告、进场验收确认使用部位记录签证。 □施工自评定验收资料。 □下一道工序施工的技术方案、人力材料、机具设备、必备条件的准备资料。 施工单位(章) 项目经理 日期 审查、验收意见: □所报分部、分项、工程经验收符合要求。 □所报工程不符合要求,应重新报验。 监理工程师:时间:年月日 附件:1、各分部、分项的工程验收,应由

铝合金栏杆2012.12
格式:pdf
大小:224KB
页数:5P
4.5
1 铝合金栏杆、百页、护栏 一、适用范围 本技术要求适用于本公司所有室内外铝合金单元式栏杆、百页(空调百页、防水百页、遮阳 百页)、护栏的制作安装工程招投标及现场施工指导。 二、依据 2.1除另有注明外,本工程须符合设计、图纸和相关国家、地方及行业标准,主要包括但不限 于: 《工程建设标准强制性条文》2002年版 《建筑工程施工质量验收统一标准》(gb50300-2001) 《建筑结构荷载规范》(gb50009-2001) 《钢结构设计规范》(gb50017-2003) 《建筑装饰装修工程施工及验收规范》(gb50210-2001) 《住宅装饰装修工程施工规范》(gb50327-2001) 《建筑玻璃应用技术规程》(jgj113-2003) 《铝合金建筑型材》(gb/t5237-2000) 铝型材、玻璃、五金、密封材料等技术标准和铝合金门窗施工图设计任务书 结构要
铝合金栏杆扶手施工合同 (2)
格式:pdf
大小:14KB
页数:3P
4.8
金水苑铝合金栏杆扶手施工合同 甲方:浙江宏丰建筑工程有限公司 乙方: 为确保金水苑项目铝合金栏杆扶手顺利施工,保证工程质量、安全、进度等 各项指标顺利实现,经甲乙双方协商,达成如下协议: 一、工程概况 1、工程名称:金水苑住宅小区工程 2、工程地点:宁波市鄞州区云龙镇甲村 3、工程内容:施工内容为:金水苑住宅小区铝合金栏杆扶手 承包方式及范围:包工包料,包质量、包安全、包验收、包资料。 二、工程造价 一次性含税包干单价为人民币元/延长米(大写:元整 /延长米)。工程总价=一次性含税包干单价*按实结算的工程量 三、工程款支付 1.完成全部施工图、联系单及合同内容的铝合金栏杆扶手,付工程量的% 2.竣工验收后一月内付至按实结算总工程量的% %作为保修金,保修期2年满后,无息返还;保修期自竣工验收通过之日算起。 四、工期 工期从2014年
铝合金栏杆扶手施工合同
格式:pdf
大小:14KB
页数:2P
4.4
精品文档 . 金水苑铝合金栏杆扶手施工合同 甲方:浙江宏丰建筑工程有限公司 乙方: 为确保金水苑项目铝合金栏杆扶手顺利施工,保证工程质量、安全、进度等 各项指标顺利实现,经甲乙双方协商,达成如下协议: 一、工程概况 1、工程名称:金水苑住宅小区工程 2、工程地点:宁波市鄞州区云龙镇甲村 3、工程内容:施工内容为:金水苑住宅小区铝合金栏杆扶手 承包方式及范围:包工包料,包质量、包安全、包验收、包资料。 二、工程造价 一次性含税包干单价为人民币元/延长米(大写:元整 /延长米)。工程总价=一次性含税包干单价*按实结算的工程量 三、工程款支付 1.完成全部施工图、联系单及合同内容的铝合金栏杆扶手,付工程量的% 2.竣工验收后一月内付至按实结算总工程量的% 3.2%作为保修金,保修期2年满后,无息返还;保修期自竣工验收通过之日算 起。
PVC的生产流程
格式:pdf
大小:44KB
页数:7P
4.4
pvc的生产流程 1.1.原料岗位生产流程叙述: 袋装电石用小车运到鄂式破碎机旁,将电石从袋里倒出放入破碎机破碎,经皮带机送到料仓 内。 1.2.加料岗位生产流程叙述: 与原料岗位联系把电石运到料仓,加料到计量斗。用氮气置换一贮斗后,打开活门向一贮斗 加入电石。(加料时开氮气阀门以置换排除贮斗内空气,防止加料时发生燃烧爆炸事故) 1.3.发生岗位生产流程叙述: 二贮斗中的电石,由电磁振动输送器连续加入发生器内,电石与水在发生器内 发生反应,生成的粗乙炔气由发生器顶部逸出,经渣降捕集器、正水封、冷却塔进入清净系 统及气柜中。 “水”由工业水和废次钠及电石上清液一起连续加入渣浆捕集器,然后流入发生器内,以维持 发生器温度在75℃~90℃,并保持发生器内的液位;电石分解后的稀电 石渣浆,从溢流管不断溢出,浓渣浆及其它杂质由发生器内耙齿耙至底部,定期排出。当发
钢构件生产流程
格式:pdf
大小:42KB
页数:1P
4.7
切 割 质 保 书 审 核 外 观 检 查 包装发运 涂装除锈精整钻孔号线 矫正焊接 端 面 刨 平 边 缘 加 工 焊 缝 热 处 边 缘 加 工 卷 曲 剪 切 弯 曲 弯 曲 型 钢 拼 接 定尺切头精整 翼缘板矫平型 主角焊缝焊接 型钢组装 焊缝探 钢板拼接对焊 加工坡口 钢板校平 焊接型钢加工 材 料 复 检 原材料 钻孔 二次号线 号件平直 号料 放样 钢板校平 零件加工 工装准备 工艺 总装配 矫正焊接 部件组装 分类堆放 精整 钻孔 号线 矫正 锯切、剪切 型钢矫正 轧制型钢加工 进料 配料 生产准备 钢结构施工图 钢结构施工详图设计
钢构生产流程
格式:pdf
大小:29KB
页数:5P
4.5
(1)放样:包括核对图纸的安装尺寸和孔距,以1:1大样放出节点,核对各部分的尺寸, 制作样板和样杆作为下料、弯制、铣、刨、制孔等加工的依据。(2)号料:包括检 查核对材料,在料上划出切割、铣、刨、制孔等加工位置,打冲孔,标出零件编号 等。号料应注意以下问题:1)根据配料表和样板进行套裁,尽可能节约材料。2) 应有利于切割和保证零件质量。3)当工艺有规定时,应按规定取料。(3)切割下 料:包括氧割(气割)、等离子切割等高温热源的方法和使用机切、冲模落料和锯切 等机械的方法。(4)平直矫正:包括型钢矫正机的机械矫正和火焰矫正等。(5)边 缘及端部加工:方法有铲边、刨边、铣边、碳弧气刨、半自动和自动气割机、坡口 机加工等。(6)滚圆:可选用对称三轴滚圆机、不对称三轴滚圆机和四轴滚圆机等 机械进行加工。(7)煨弯:根据不同规格材料可选用型钢滚圆机
硅钢生产流程
格式:pdf
大小:3.7MB
页数:7P
4.6
鞍钢冷轧硅钢厂简介 发布时间:2010-03-12关键词:鞍钢,冷轧,硅钢,厂简,介 鞍钢冷轧硅钢工程是经国家批准的鞍钢“十五”规划的重点技改项目,该工程于2003年6月 18日正式开工,2004年7月19日第一条连退机组热负荷试车并生产出第一卷合格冷硅钢卷。 2005年3月30日4条硅钢连退生产线、1条酸轧联合机组已全部建成。该工程的建成添补 了鞍钢此类生产的空白,为鞍钢“建精品基地,创世界品牌”奠定了总要基础。 鞍钢冷轧硅钢厂正式成立于2004年7月,该厂主要设备有1条酸洗轧机组联合机组,4条 电工钢连续退火涂层机组,4条切边重卷机组,2条包装机组等,厂房占地面积173240m3, 设计年生产量为100万吨,其中80万吨为中、底牌号无取向硅钢,20万吨冷硬卷。 酸轧联合机组可生产0.18-2mm后、7


职位:一级建造师
擅长专业:土建 安装 装饰 市政 园林


