

铝合金隔热型材工艺操作规程
格式:pdf
大小:56KB
页数:7P
人气 :59
 4.8
4.8
作业文件 版 号 O/A 名称 隔热型材 工艺操作规程 页 号 1/7 1、目的 通过对生产过程中的每一工艺过程作定性和定量的规定, 规范和指导 每一工艺过程中的操作者严格按操作要求进行, 从而确保型材的产品质量 符合要求。 2、适用范围 适用于隔热型材车间对铝合金型材进行穿条复合隔热和浇注隔热的 处理。 3、职责 3.1 车间主任负责指导和监督车间员工按本操作规程的规定操作。 3.2 各岗位员工严格按本规程的规定进行作业。 4、操作规程 4.1穿条式隔热型材生产工艺流程图 表面处理后的半成品 检验 开齿 剪胶穿条 入库 包装 检验 滚压 复合 4.1.1 生产前准备 4.1.1.1 人员控制:新工人上岗前必须进行有关 《隔热工艺操作规程》、《隔 热设备操作规程》、《隔热岗位操作规程》以及安全生产、劳动纪 作业文件 版 号 O/A 名称 隔热型材 工艺操作规程 页 号 2/7 律等



新编铝合金隔热型材工艺操作规程
1、目的 通过对生产过程中的每一工艺过程作定性和定量的规定,规范和指导 每一工艺过程中的操作者严格按操作要求进行,从而确保型材的产品质量 符合要求。 2、适用范围 适用于隔热型材车间对铝合金型材进行穿条复合隔热和浇注隔热的 处理。 3、职责 3.1车间主任负责指导和监督车间员工按本操作规程的规定操作。 3.2各岗位员工严格按本规程的规定进行作业。 4、操作规程 4.1穿条式隔热型材生产工艺流程图 表面处理后的半成品检验开齿剪胶穿条 入库包装检验滚压复合 4.1.1生产前准备 4.1.1.1人员控制:新工人上岗前必须进行有关《隔热工艺操作规程》、《隔 热设备操作规程》、《隔热岗位操作规程》以及安全生产、劳动纪 律等方面的学习教育,经试用合格方能到指定岗位上岗。 4.1.1.2在岗工人必须按人力资源部制定的培训计划定期接受培训。 4.1.1.3按设备操作规程,
 铝合金隔热型材传热系数试验研究
铝合金隔热型材传热系数试验研究 铝合金隔热型材传热系数试验研究
传热系数是铝合金隔热型材热工性能的一个重要节能评价指标,通过试验分析热冷室空气温差、热冷室平均空气温度、试件投影面积、试件安装方式等因素对铝合金隔热型材传热系数的影响,为制定符合实际生产状况的铝合金隔热型材节能评价指标提供参考依据.
编辑推荐下载
加强铝合金隔热型材产品质量的探讨 加强铝合金隔热型材产品质量的探讨
格式:pdf
大小:932KB
页数:8P
4.6
从复合材料力学及隔热型材有效惯性矩计算入手,结合复合材料及其构件的结构状态,论述了采用合格的隔热材质,隔热型材内外铝材及其高、低温纵向剪切强度及啮合工艺的重要性,以及采用合格的隔热材质及其型材工艺等对其质量的影响,并对加强铝合金隔热型材产品的质量进行了探讨。
铝合金隔热型材用聚酰胺隔热条密度的测定 铝合金隔热型材用聚酰胺隔热条密度的测定
格式:pdf
大小:216KB
页数:4P
4.6
以铝合金隔热型材用聚酰胺隔热条为研究对象,比较了gb/t1033.1-2008规定的非泡沫塑料密度测定中的浸渍法与gb/t1423-1996规定的贵金属密度测试法所测得的结果,通过理论计算说明两者的偏差不是误差,而是由于公式应用不当引起的。gb/t1033.1-2008中的浸渍法只在极限情形,即金属丝的影响可忽略时才成立,一般试验条件并不满足此极限要求,而gb/t1423-1996中的贵金属密度测定法更具有合理性和普遍性。
铝合金隔热型材工艺操作规程热门文档
铝合金隔热型材节能环保性能评价体系的建立 铝合金隔热型材节能环保性能评价体系的建立
格式:pdf
大小:49KB
页数:2P
4.4
铝合金隔热型材突出的节能环保性能使它在我国得到了飞速的发展,缺乏节能环保性能质量评价的标准是制约其发展的一个问题。为了进一步规范和引导这新一代建筑材料的发展,不断提高产品质量,建立独立的铝合金隔热型材节能环保性能质量评价和认证体系是当前迫切和必要的工作。
铝合金隔热型材隔热性能检测方法及测量不确定度评定 铝合金隔热型材隔热性能检测方法及测量不确定度评定
格式:pdf
大小:550KB
页数:4P
4.7
传热系数测试是评价铝合金隔热型材隔热性能指标的重要途径,建立了铝合金隔热型材检测方法,分析了影响铝合金隔热型材传热系数测量的不确定度来源,对隔热型材传热系数测量不确定度进行评定分析,结果表明在(2.90-0.06)至(2.90+0.06)w.m-2.k-1的区间包含了传热系数k测量结果可能值的95%,并提出了测量传热系数的注意事项。
铝型材时效工艺操作规程
格式:pdf
大小:33KB
页数:3P
4.7
作业文件版号o/a 名称时效工艺操作规程页号1/3 1、目的 规范热挤压型材(基材)时效的整个过程,以达到顾客所要求的力学 性能,提高生产效率。 2、适用范围 适用于在本公司时效生产的整个过程。 3、职责 3.1车间主任负责指导和监督车间员工按本规程的规定操作。 3.2其他各岗位员工严格按照本规程的规定进行操作。 4、操作规程 4.1时效生产工艺流程图: 装炉入炉外温保温出炉 分析下料风冷 4.2装炉(责任人:时效工) 4.2.1入炉前将每框的生产检验随行卡取下,切实保护好,并将各料框的 编号、合金牌号、状态、产品型号、重量、支数、时效炉号等填 写入时效原始记录中。 4.2.2装炉时必须装满炉,每炉必须有8框以上才装炉。 4.2.3应当在上一炉出炉前将下一炉料备好放在时效炉旁,以便一出炉马 上可以将下一炉型材装炉时效,提高时效炉生产效率

凤铝90隔热型材表排表
格式:pdf
大小:32KB
页数:2P
4.8
设备层推拉门窗型材表 序号窗型型材名称型材备注型材备注减去 190上滑(带固定)244 290下滑44 390固定型材144 490单边侧企型材4 590固定中挺型材(固玻璃宽)中691325 690固定封板型材固玻璃高)筋6+空121325 790压线(扇玻璃宽)空隙8中挺+侧企槽深+筋1257 890压线上下方厚(不含槽972支压线厚32 990中拼型材1中拼厚20 1090光企型材130072 1190勾企型材130072 1290勾企辅助型材1300用固上滑和上方装配一下72 1390上方型材6075 1490下方型材6075 15固定玻璃692 16扇玻璃674 勾企.封边厚光勾企厚(不含槽深)+封边厚 固上滑厚(不含槽深)+下滑 高(到上轨)+4 5#
铝合金隔热型材工艺操作规程精华文档
铝合金挤压操作规程完整
格式:pdf
大小:57KB
页数:10P
4.5
... .......... 安全操作总则 1.各种设备操作者必须经安全教育考核合格后方能单独操作。 2.员工操作前应先检查机械设备运转有无异常情况,确认良好 后方可开始工作。 3.要合理安排好业余生活,做到劳逸结合,工作前、中严禁饮 酒。 4.工作时思想要集中,精力充沛,不准打闹、追跑、打盹、睡 觉,不做与生产无关的事。 5.各种设备在操作时,必须穿戴好规定的防护用品。 6.作业时,不准穿汗背心、裙子、拖鞋、赤膊。 7.操作者在机械运转时,不得擅自离开工作岗位,需要离开时, 应停止机床运转,并切断电源, 8.操作时,不能将手脚放在转动的机件上以防被夹入机件内。 9.两人以上在同一工作时,必须有主从,统一指挥,配合协调。 加班必须有两人以上一起工作。 10.徒工应在师傅指导下进行操作。 11.设备上的安全装置,不得任意拆除,设备上的照明应使用 3
铝合金、塑钢设备操作规程
格式:pdf
大小:512KB
页数:56P
4.4
文件编号 受控状态 执行部门生产部监督部门质检部启用日期 编制日期2014.08.28审核日期2014.09.10批准日期 修改标记修改处数修改日期 v型切割锯安全操作规程 1.开机前,检查机械部件是否有松动现象,如无异常现 源、电源开关,检查电器路气动系统是否有异常现象,油雾器是否 加油。 2.点动开动锯片确定正反转,检查锯片是否完好,检查电机运转是 否正常,空运行设备检验设备是否符合性能标准,如有异常根据说 明书进行调整或报专人维修。 3.检查运动导轨是否充分润滑检查二联体油雾器时候需要加油,油 水分离器是否需要放水。 4.根据任务要求调节好v形口的深度尺寸,定水平标尺,启动电 机,放置型材,按下压紧按钮压紧,同时按下切割按钮,锯片工进 切割型材。 5.首件检查是否符合工艺要求。如无异常则可进行批量加工。 6.工作完毕后,三联体放水,清理设备保持整洁
铝合金挤压操作规程
格式:pdf
大小:20KB
页数:10P
4.4
2222铝业有限公司 安全操作总则 1.各种设备操作者必须经安全教育考核合格后方能单独操作。 2.员工操作前应先检查机械设备运转有无异常情况,确认良好 后方可开始工作。 3.要合理安排好业余生活,做到劳逸结合,工作前、中严禁饮 酒。 4.工作时思想要集中,精力充沛,不准打闹、追跑、打盹、睡 觉,不做与生产无关的事。 5.各种设备在操作时,必须穿戴好规定的防护用品。 6.作业时,不准穿汗背心、裙子、拖鞋、赤膊。 7.操作者在机械运转时,不得擅自离开工作岗位,需要离开时, 应停止机床运转,并切断电源, 8.操作时,不能将手脚放在转动的机件上以防被夹入机件内。 9.两人以上在同一工作时,必须有主从,统一指挥,配合协调。 加班必须有两人以上一起工作。 10.徒工应在师傅指导下进行操作。 11.设备上的安全装置,不得任意拆除,设备上的照明应使用 36伏以下的低
铝合金平板冻结器操作规程
格式:pdf
大小:6KB
页数:2P
4.6
铝合金平板冻结器操作规程 1电气控制:电源箱打开将断路器合上方可进行操作,断路器断开 时其他一切操作无效。若长时间停用,请将断路器断开。电源箱面板 上设有绿色按钮控制油泵启动,红色按钮控制油泵停止,旋钮开关控 制油缸的升降。电源箱面板上设有温度显示器,其数字显示为库内实 际温度。油泵电机的供电回路上均设有过热保护。警告:非专业人 员不得打开电控箱,禁止湿手操作电气,以防造成人员伤亡! 2负载运行操作 1操作前应检查平板冻结器的供液阀、回气阀、排液阀是否全部打 开,回气阀门必须开启。 2检查平板蒸发器上是否有残余霜冰。避免残冰出现在冻品或冻品 摸与平板表面之间,造成接触不好,影响冻结速度。 3进货摆放冻结模,摆放时要均匀,冻结模厚度要一致,冻结模的 底、盖要平整,与平板表面之间不得有异物,避免平板蒸发器因受力 不均而产生弯曲变形。 4平板压实后,工作压力达到设
穿条式隔热型材质量控制要素 穿条式隔热型材质量控制要素
格式:pdf
大小:222KB
页数:4P
4.3
本文就工厂生产隔热型材(穿条式)时各阶段须注意的事项:系统设计阶段、材料选择阶段和加工阶段等展开,论述穿条式隔热型材质量控制要素。
铝合金隔热型材工艺操作规程最新文档
学习GB 5237.6—2012《铝合金建筑型材第6部分:隔热型材》的体会 学习GB 5237.6—2012《铝合金建筑型材第6部分:隔热型材》的体会
格式:pdf
大小:144KB
页数:3P
4.7
通过学习gb5237.6—2012《铝合金建筑型材第6部分:隔热型材》,了解了新旧标准的主要变化,其中最大的变化是将型材复合性能试验新编了gb/t28289—2012《铝合金隔热型材复合性能试验方法》。
铝合金伸缩人字梯安全操作规程
格式:pdf
大小:56KB
页数:1P
4.7
伸缩人字梯安全操作规程 3.2或3.5mm厚二号锻铝(高强度铝合金)精制而成,承重高达150公斤.属于拉伸 式升降梯,可自由调节所需要的高度,操作简单,收缩后体积小不占地方.梯子底部 八字脚设计,保障了梯子在无依靠物时的安稳.适用于各行业大厅内外的高空作 业.如别墅、复式楼、营业厅、办公大楼、宾馆、酒店、商场的电气修理装潢、 清洁等工作。规格齐全,也可根据用户的要求尺寸制作。 创乾伸缩折叠梯使用方法: 1.将梯子竖起后,打开成人字形。 2.用一只脚抵住梯子脚,用膝盖顶住梯子。 3.两人同步拉伸梯子 4.到达预定点让卡位卡住梯子踏板即可 注意事项: 1.梯子搬动时,在不确定梯子是否还会伸缩时,手掌不要握住踏板,应握住梯柱, 以免夹伤。 2.梯子拉伸时,不可突然放绳,以免发生意外。 3.熬夜、疲劳、饮酒、光脚者慎用。 4.梯子不用时,请横着放。 梯子再好,也要有
铝型材喷涂工艺操作规程
格式:pdf
大小:48KB
页数:7P
4.5
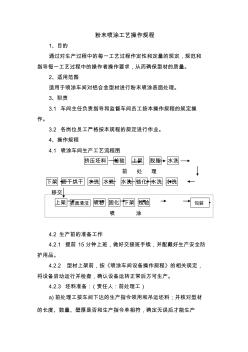
粉末喷涂工艺操作规程 1、目的 通过对生产过程中的每一工艺过程作定性和定量的规定,规范和 指导每一工艺过程中的操作者操作要求,从而确保型材的质量。 2、适用范围 适用于喷涂车间对铝合金型材进行粉末喷涂表面处理。 3、职责 3.1车间主任负责指导和监督车间员工按本操作规程的规定操 作。 3.2各岗位员工严格按本规程的规定进行作业。 4、操作规程 4.1喷涂车间生产工艺流程图 挤压坯料检验上架脱脂水洗 前处理 下架沥干烘干水洗水洗水洗铬化水洗水洗 移交 上架表面清洁喷粉固化下架检验 喷涂 4.2生产前的准备工作 4.2.1提前15分钟上班,做好交接班手续,并配戴好生产安全防 护用品。 4.2.2型材上架前,按《喷涂车间设备操作规程》的相关规定, 将设备启动运行并检查,确认设备运转正常后方可生产。 4.2.3坯料准备:(责任人:前处理工) a
铝型材现场挤压工艺具体操作规程
格式:pdf
大小:83KB
页数:9P
4.5
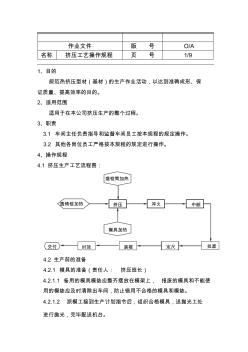
作业文件版号o/a 名称挤压工艺操作规程页号1/9 1、目的 规范热挤压型材(基材)的生产作业活动,以达到准确成形、保 证质量、提高效率的目的。 2、适用范围 适用于在本公司挤压生产的整个过程。 3、职责 3.1车间主任负责指导和监督车间员工按本规程的规定操作。 3.2其他各岗位员工严格按本规程的规定进行操作。 4、操作规程 4.1挤压生产工艺流程图: 4.2生产前的准备 4.2.1模具的准备(责任人:挤压班长) 4.2.1.1备用的模具模垫应整齐摆放在模架上,报废的模具和不能使 用的模垫应及时清除出车间,防止错用不合格的模具和模垫。 4.2.1.2派模工接到生产计划指令后,组织合格模具,送抛光工处 进行抛光,完毕配送机台。 盛锭筒加热 圆铸锭加热挤压淬火中断 模具加热 交付时效装框定尺拉直 作业文件版号o/a 名称挤压工艺操作规
2018年隔热型材聚酰胺隔热条验收标准-豪美铝业
格式:pdf
大小:47KB
页数:4P
4.6
广东豪美新材股份有限公司原辅材料验收标准 隔热型材用聚酰胺隔热条 2018―7―12发布2018―7―12实施 q/hmj4002—2018 代替q/hmj4002—2017 1范围 本标准规定了铝合金建筑隔热型材用聚酰胺隔热型材的技术要求、测试方法、复验及验收。 订购酰胺隔热型材时应按本标准直接订货,酰胺隔热型材进厂时一律按本标准规定进行复验和验 收。 2规范性引用文件 gb/t23615.1-2017铝合金建筑型材用隔热材料第1部分:聚酰胺型材 gb/t5237.6-2017铝合金建筑型材第6部分:隔热型材 3要求 3.1尺寸偏差 ⅰ型条和非i型条的尺寸偏差应符合gb/t23615.1-2017的4.7条尺寸偏差规定,其他型号(或形状) 酰胺隔热型材的尺寸偏差双方协商,并在图中注明。 3.2外观质量 酰胺隔热型材
《铝合金隔热型材》国标3月施行 《铝合金隔热型材》国标3月施行
格式:pdf
大小:181KB
页数:未知
4.4
gb5237.6-2004《铝合金建筑型材第6部分隔热型材》国家标准已于2005年3月1日正式实施。该标准正文部分是参考pren14024-2000《隔热金属型材性能要求加测试试验》、
有关穿条式铝合金隔热型材抗剪力影响因素的探究思考 有关穿条式铝合金隔热型材抗剪力影响因素的探究思考
格式:pdf
大小:107KB
页数:1P
4.4
本文针对穿条式铝合金隔热型材在加工时容易出现的质量问题,对其工艺、操作、设备等各个方面进行探讨,对其改进措施进行研究,以期对于穿条式隔热型材的产品质量的提高,起到一定的理论指导意义。
《铝合金隔热型材》国标3月施行 《铝合金隔热型材》国标3月施行
格式:pdf
大小:95KB
页数:未知
4.6
gb5237.6-2004《铝合金建筑型材第6部分隔热型材》国家标准将于2005年3月1日正式实施。该标准正文部分是参考pren14024-2000《隔热金属型材性能要求和测试试验》、aamatir-a8-1990《注胶式断热建筑铝合金型材结构性能》及iso4600-1992《塑料环境应力裂纹球或轴压力试验方法》等标准进行编制的。
建筑用铝合金隔热型材节能认证实践与探讨 建筑用铝合金隔热型材节能认证实践与探讨
格式:pdf
大小:173KB
页数:未知
4.8
本文根据建筑用铝合金隔热型材产品实施节能认证的实践,对该产品的关键性能指标和认证实施过程中的现象进行了总结和分析。研究和探讨了隔热型材热性能和力学性能的主要影响因素。提出了对该产品实施节能认证新技术指标建议。
(工艺技术)铝合金门窗制造工艺操作规程
格式:pdf
大小:14KB
页数:8P
4.7
铝合金门窗制造工艺操作规程 编制:主管:批准:实施日期: xxxxxxxxxxxx门窗厂 铝合金门窗(下料)关键工序质量控制点 企业根据产品的特性设立质量关键工序控制点2个(a)下料控制(b)组装控 制、质量控制要求如下: 1、在下料前,应充分做好准备工作,首先检查设备的运转和润滑,调∠整好下 料尺寸限位,同时,对下料前的型材进行检查,对较严重缺陷的型材,设法套料或 退回,准备工作做妥后再进行下料。 2、要利用铝型材的长度,结合下料加工尺寸,合理套用型材下料,长度的允许 偏差为l±0.5毫米,角度偏差为∠±5′,加工毛刺应小于或等于0.2毫米。 3、下料时,应严格按设备操作规程进行,并做好首检、中检、尾检的三检工作, 抽检率不低于5%,数量少的不低于3件。 4、根据型材的断面大小来调整锯床的进刀速度,否则机器会损坏,锯片会爆裂, 工件会变形。 5、下料后的
铝合金隔热型材工艺操作规程相关
文辑推荐
知识推荐
百科推荐


职位:房建监理工程师
擅长专业:土建 安装 装饰 市政 园林


