

铝合金窗过程及成品检验记录表
格式:pdf
大小:129KB
页数:8P
人气 :58
 4.4
4.4
上海西航幕墙装饰有限公司 铝合金窗下料 (关键 )工序检验记录 QR/XH6.2-01 合 同 号 工 程 名 称 规格尺寸 构 件 名 称 生产数(支) 抽检数(支) 操 作 者 生 产 日 期 检 验 项 目 控 制 标 准 首 件 检 验 结 果 2 3 4 5 6 7 8 9 10 1.切割长度 (㎜) ≤1500 ±0.5 >1500 ±1.0 2.切割角度 ±5, 3.切口毛刺 (㎜) ≤0.2 4.表面质量 无装夹伤痕、变形 油污、碎屑 检 验 结 论 单件检验结论 经检验,该批产品判为 : 检验员: 日期: 上海西航幕墙装饰有限公司 铝合金窗加工工序检验表 1 QR/XH 6.2-02 合 同 号 工程名称 规格尺寸 构件名称 生产数 (支) 抽检数 (支) 操 作 者 生产日期 检验项目 控制标准 首件 检 验 结 果 备



铝合金窗过程及成品检验记录表
上海西航幕墙装饰有限公司 铝合金窗下料(关键)工序检验记录qr/xh6.2-01 合同号工程名称 规格尺寸构件名称 生产数(支)抽检数(支) 操作者生产日期 检验项目控制标准首件 检验结果 2345678910 1.切割长度(㎜) ≤1500±0.5 >1500±1.0 2.切割角度±5, 3.切口毛刺(㎜)≤0.2 4.表面质量 无装夹伤痕、变形 油污、碎屑 检验结论 单件检验结论 经检验,该批产品判为:检验员:日期: 上海西航幕墙装饰有限公司 铝合金窗加工工序检验表1qr/xh6.2-02 合同号工程名称 规格尺寸构件名称 生产数(支)抽检数(支) 操作者生产日期 检验项目控制标准首件检验结果备注 1、孔径(mm)d±0.
最新铝合金窗过程及成品检验记录表资料
精品文档 精品文档 上海西航幕墙装饰有限公司 铝合金窗下料(关键)工序检验记录qr/xh6.2-01 合同号工程名称 规格尺寸构件名称 生产数(支)抽检数(支) 操作者生产日期 检验项目控制标准首件 检验结果 234567810 1.切割长度(㎜) ≤1500±0.5 >1500±1.0 2.切割角度±5, 3.切口毛刺(㎜)≤0.2 4.表面质量 无装夹伤痕、变形 油污、碎屑 检验结论 单件检验结论 经检验,该批产品判为:检验员:日期: 精品文档 精品文档 上海西航幕墙装饰有限公司 铝合金窗加工工序检验表1qr/xh6.2-02 合同号工程名称 规格尺寸构件名称 生产数(支)抽检数(支) 操作者生产日期 检验项目控制标准首件检验结果
编辑推荐下载
铝合金窗过程及成品检验记录表(20200930091846)
格式:pdf
大小:135KB
页数:9P
4.5
上海西航幕墙装饰有限公司 铝合金窗下料(关键)工序检验记录qr/ 合同号工程名称 规格尺寸构件名称 生产数(支)抽检数(支) 操作者生产日期 检验项目控制标准首件 检验结果 2345678910 1.切割长度(㎜) ≤1500± >1500± 2.切割角度±5, 3.切口毛刺(㎜)≤ 4.表面质量 无装夹伤痕、变形 油污、碎屑 检验结论 单件检验结论 经检验,该批产品判为:检验员:日期: 上海西航幕墙装饰有限公司 铝合金窗加工工序检验表1qr/xh 合同号工程名称 规格尺寸构件名称 生产数(支)抽检数(支) 操作者生产日期 检验项目控制标准首件检验结果备注 1、孔径(mm)d±d= 2、孔距(mm)l1±l1= 3、加工小筋(
铝合金窗过程及成品检验记录表资料热门文档

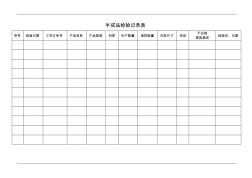
成品检验记录表
格式:pdf
大小:40KB
页数:2P
4.6
成品检验记录表 月日页次 制造单号产品名称目标产量本日产量 抽 样 外观检验试验检验检验包装 及 格 待 改 善 待 及 格 色 泽 清 洁 外 观 内 容 松 脱 1.1 2.2 3.3 4.4 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 成品检验记录 产品名称数量 生产日期备件/资料 检验测试记录 外 观 检 验 结 构 性 能 检 验 其 他 检 验 结 论 合格不合格 检验员:生产部:质管部:
门窗成品检验规程-铝合金
格式:pdf
大小:128KB
页数:3P
4.5
天津华利铝塑门窗股份有限公司js-06-3 1 节能铝合金内平开窗成品检验规程 一.本检验规程根据《铝合金门窗》gb/t8478-2008标准的要求确定本企业成品检验项目、检验内容、质量要求、 检验方法和记录要求。 二.检验规则 本检验规程规定企业产品出厂检验和型式检验 1.出厂检验顼目为gb/t8478-2008标准中的5.2外观、5.3.2.1窗及框扇装配尺寸偏差和54装配质量。 2.型式检验为gb/t8478-2008标准中的5.2、5.3、5.4、5.5、5.6全部项目。 三.出厂检验: 1.外观和装配质量为全数检验,窗及框扇装配尺寸偏差,从每个出厂检验批中不同品种、规格分别随机抽 取10%且不得少于3樘(记录3镗)。 2.产品检验全部符合标准要求时,判该批产品合格;产品检验多余1镗不符合标准要求时,判该批产品不合 格;产品检验1镗不符合标准要求

铝合金窗下料(关键)工序质量自检记录
格式:pdf
大小:42KB
页数:1P
4.8
铝合金窗下料(关键)工序质量自检记录qr5.3-01 工程名称:操作者:日期: 检测项目 技术 要求 尺寸/ 构件名称角度 /数量 长度l(mm)角度α(ο)表面质量 允差±0.5 45°允差-5' 90°允差±10' 切口平整,干净;无明显切痕,毛刺; 型材表面无装夹痕迹和划伤 首 检 过程 首 检 过程 首 检 过程 注:1.不同型号规格的产品都应进行首检,在操作过程中下料25支检查一次; 2.“√”表示符合;“×”表示不符合。

铝合金门窗产品检验记录表
格式:pdf
大小:27KB
页数:1P
4.8
铝合金门窗产品检验记录表 编号:no: 项目:规格:批量数:抽验数: 序 号项目名称技术要求 检查结果备注 12345678910 1构建连接 应牢固,缝隙严、无松动现象,紧固件应具 备防腐性能 √ 2扇的启闭启闭力≤50n,开启试验不低于1万次√ 3附件安装附件位置正确齐全牢固、保证使用要求√ 4门窗框槽口宽度mm ≤2000,±2.0√ >2000,±3 5门窗框槽口高度mm ≤2000,±2.0√ >2000,±3

铝合金门窗检验记录表
格式:pdf
大小:1.5MB
页数:11P
4.7
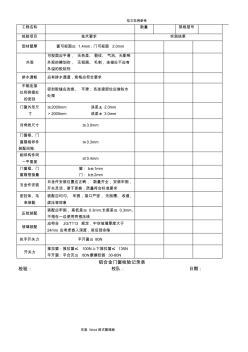
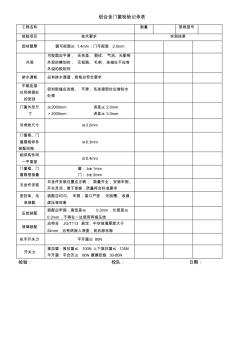
铝合金门窗检验记录表 检验:校队:日期: 工程名称数量规格型号 检验项目技术要求实测结果 型材壁厚窗可视面≥1.4mm;门可视面2.0mm 外观 可视面应平滑,无色差、裂纹、气泡、无影响 外观的擦划伤,无铝屑、毛刺,连接处不应有 外溢的胶粘剂 排水通畅应有排水通道,规格应符合要求 中梃连接 处和拼接处 的密封 密封胶缝应连续、平滑;各连接部位应做防水 处理 门窗外形尺 寸 ≤2000mm误差±2.0mm >2000mm误差±3.0mm 对角线尺寸≤3.0mm 门窗框、门 窗扇相邻件 装配间隙 ≤0.3mm 相邻构件同 一平面度 ≤0.4mm 门窗框、门 窗扇搭接量 窗:b±1mm 门:b±2mm 五金件安装 五金件安装位置应正确,数量齐全,安装牢固, 开关灵活,便于更换,质量符合标准要求 密封条、毛 条装配 装配应均匀、牢固,
铝合金窗过程及成品检验记录表资料精华文档
铝合金门窗检验记录文本(表)
格式:pdf
大小:202KB
页数:10P
4.4
范文范例参考 完美word格式整理版 铝合金门窗检验记录表 检验:校队:日期: 工程名称数量规格型号 检验项目技术要求实测结果 型材壁厚窗可视面≥1.4mm;门可视面2.0mm 外观 可视面应平滑,无色差、裂纹、气泡、无影响 外观的擦划伤,无铝屑、毛刺,连接处不应有 外溢的胶粘剂 排水通畅应有排水通道,规格应符合要求 中梃连接 处和拼接处 的密封 密封胶缝应连续、平滑;各连接部位应做防水 处理 门窗外形尺 寸 ≤2000mm误差±2.0mm >2000mm误差±3.0mm 对角线尺寸≤3.0mm 门窗框、门 窗扇相邻件 装配间隙 ≤0.3mm 相邻构件同 一平面度 ≤0.4mm 门窗框、门 窗扇搭接量 窗:b±1mm 门:b±2mm 五金件安装 五金件安装位置应正确,数量齐全,安装

铝合金门窗检验记录表 (2)
格式:pdf
大小:196KB
页数:9P
4.7
铝合金门窗检验记录表 检验:校队:日期: 工程名称数量规格型号 检验项目技术要求实测结果 型材壁厚窗可视面≥1.4mm;门可视面2.0mm 外观 可视面应平滑,无色差、裂纹、气泡、无影响 外观的擦划伤,无铝屑、毛刺,连接处不应有 外溢的胶粘剂 排水通畅应有排水通道,规格应符合要求 中梃连接 处和拼接处 的密封 密封胶缝应连续、平滑;各连接部位应做防水 处理 门窗外形尺 寸 ≤2000mm误差±2.0mm >2000mm误差±3.0mm 对角线尺寸≤3.0mm 门窗框、门 窗扇相邻件 装配间隙 ≤0.3mm 相邻构件同 一平面度 ≤0.4mm 门窗框、门 窗扇搭接量 窗:b±1mm 门:b±2mm 五金件安装 五金件安装位置应正确,数量齐全,安装牢固, 开关灵活,便于更换,质量符合标准要求 密封条、毛 条装配 装配应均匀、牢固,
铝合金门窗检验记录表
格式:pdf
大小:196KB
页数:9P
4.6
铝合金门窗检验记录表 检验:校队:日期: 工程名称数量规格型号 检验项目技术要求实测结果 型材壁厚窗可视面≥1.4mm;门可视面2.0mm 外观 可视面应平滑,无色差、裂纹、气泡、无影响 外观的擦划伤,无铝屑、毛刺,连接处不应有 外溢的胶粘剂 排水通畅应有排水通道,规格应符合要求 中梃连接 处和拼接处 的密封 密封胶缝应连续、平滑;各连接部位应做防水 处理 门窗外形尺 寸 ≤2000mm误差±2.0mm >2000mm误差±3.0mm 对角线尺寸≤3.0mm 门窗框、门 窗扇相邻件 装配间隙 ≤0.3mm 相邻构件同 一平面度 ≤0.4mm 门窗框、门 窗扇搭接量 窗:b±1mm 门:b±2mm 五金件安装 五金件安装位置应正确,数量齐全,安装牢固, 开关灵活,便于更换,质量符合标准要求 密封条、毛 条装配 装配应均匀、牢固,
铝合金窗及雨蓬
格式:pdf
大小:7KB
页数:3P
4.4
铝合金窗施工方案 a、铝合金窗施工流程 本工程铝合金窗采用断桥隔热窗,比较有利于节能。其施工流程如 下: 测量洞口清理→窗框调整→窗框固定→玻璃安装→窗扇安装→缝隙 封修 b、铝合金窗的窗框安装: a.将垫块置放在下层墙上,注意测量标记。 b.将窗框置放在窗洞内,向二侧移动校准在窗洞内的位置;校准下框的 水平度,下框塞垫,同时调整与墙体连接处,以及墙面平均缝隙距离; 注意上框的缝隙,在竖框上端,用销钉固定框架。 c.检测和调整竖框与边缘的接触,使用水平仪,窗框的型材应平直在使 用销钉时不要使型材变形。 c、窗框固定: 采用固定片固定方式,可吸收墙体的变形,固定片为一镀锌 钢板制件,一端通过螺钉与钢副框连接,使其在连接框架与墙体 时无任何张力,用射钉枪将固定片固定在墙体上,这一固定片对 框架产生的横向和竖向变动力,通过型材固定部位的极微小的转 动和伸缩维持平衡。 d、玻璃及窗扇
铝合金窗过程及成品检验记录表资料最新文档
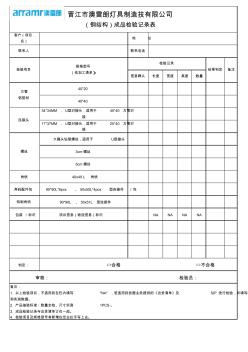
成品检验记录表--钢结构
格式:pdf
大小:41KB
页数:1P
4.4
客户(项目 名) 地址 联系人联系电话 信息确认长度宽度高度数量 40*20 40*40 34*34mm,u型对接头,适用于40*40方管对 接 17*37mm,u型对接头,适用于20*40方管对 接 大扁头钻尾螺丝,适用于u型接头 3cm螺丝 5cm螺丝 角铁40x40l角铁 角码配件包90*90l*6pcs、50x50l*4pcs型连接件/包 特制角码90*90l、50x51l型连接件 包装/标识项目信息(物流信息)标识nananana 判定: 审核:检验员:检验日期: 备注: 1.以上检验项目,不适用的在栏内填写"na",若适用则依据业务提供的

成品检验记录表课件
格式:pdf
大小:138KB
页数:1P
4.7
成品出厂检验记录 生产批号:编号: 产品名称规格型号检验日期0年月日 生产日期年月日生产数量套抽检数量套 检验依据《成品检验、型式实验规范》 序号检验项目标准要求检验记录检验员判定 1包装印刷字体应清晰、内容齐全. 2附件随机附件齐全.(说明书、钥匙、层架) 3外观无明显缺陷,无划伤,无破损等现象。 4标志及铭牌应耐久、内容清晰,无破损,粘贴性好。 5门封的密封性 关闭门时,不应有泄漏冷量的现象,打开门时, 应该轻松自如,无拉不开门等现象。 6抽真空时间及真空度抽真空时间≧1h,真空度≤130pa。 7整机检漏 用肥皂水检查每个焊接口,各焊接口应该没有气 泡冒出,无泄漏等现象。 管路无磨擦、碰撞,管路焊口要上黑油。 8 工艺 装配 紧固件无松动、配合良好. 布线简洁明了.布线要美观,无松动等现象。 9绝缘电阻(冷态)(mω
FQC成品检验记录表
格式:pdf
大小:41KB
页数:1P
4.7
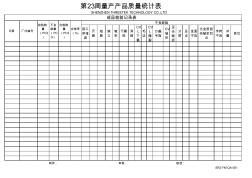
前工 序报 废 开 路 短 路 缺 口 皱 折 干膜 碎 异 物 cv l 下 氧 毛 边 cv l 撕 裂 cv盖 手指 cv 皱 折 压 合 皱 折 分 层 压 点 金面 不良 化金前刮 伤皱折凹 点 字符 不良 冲 偏 其它 sr2-fm-qa-001 第23周量产产品质量统计表 shenzhenthreetektechnologyco.,ltd 成品检验记录表 不良缺陷 日期 不良 数量 (pc s) 合格数 量 (pcs ) 合格率 (%) 制作:审核:核准: 厂内编号 检验数 量 (pcs )
阀门成品检验记录表
格式:pdf
大小:26KB
页数:1P
4.7
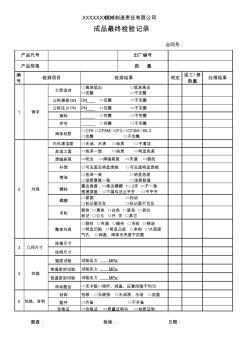
合同号: 编 号 判定 返工/修 数量 处理结果 介质流向 公称通径dn 公称压力pn 商标 炉号 阀体材质 内外清洁度 非加工面 焊缝表观 补焊 喷涂 螺柱 螺帽 手轮 整体外观 连接尺寸 结构尺寸 强度试验 常温密封试验 低温密封试验 传动配合 材料 配件 合格证 督查:检验:日期: 产品规格数量 xxxxxxxx机械制造责任有限公司 成品最终检验记录 产品代号出厂编号 检测项目检测结果 1铸字 □高进低出□低进高出 □完整□不完整 dn□完整□不完整 pn□完整□不完整 □完整□不完整 □完整□不完整 □cf8□cf8m□cf3□cf3m□80-3 □完整□不
产品成品检验记录表
格式:pdf
大小:25KB
页数:1P
4.7
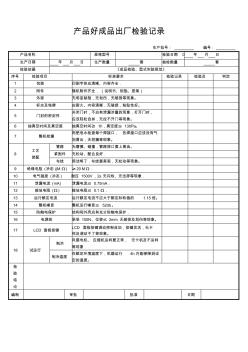
产品好成品出厂检验记录 生产批号:编号: 产品名称规格型号检验日期0年月日 生产日期年月日生产数量套抽检数量套 检验依据《成品检验、型式实验规范》 序号检验项目标准要求检验记录检验员判定 1包装印刷字体应清晰、内容齐全. 2附件随机附件齐全.(说明书、钥匙、层架) 3外观无明显缺陷,无划伤,无破损等现象。 4标志及铭牌应耐久、内容清晰,无破损,粘贴性好。 5门封的密封性 关闭门时,不应有泄漏冷量的现象,打开门时, 应该轻松自如,无拉不开门等现象。 6抽真空时间及真空度抽真空时间≧1h,真空度≤130pa。 7整机检漏 用肥皂水检查每个焊接口,各焊接口应该没有气 泡冒出,无泄漏等现象。 8 工艺 装配 管路无磨擦、碰撞,管路焊口要上黑油。 紧固件无松动、配合良好. 布线简洁明了.布线要美观,无松动等现象。 9绝
成品检验报告(铝合金门窗) (2)
格式:pdf
大小:27KB
页数:1P
4.6
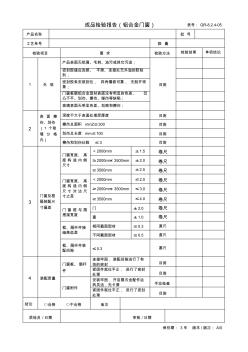
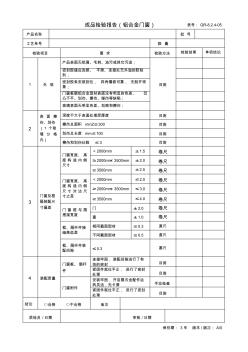
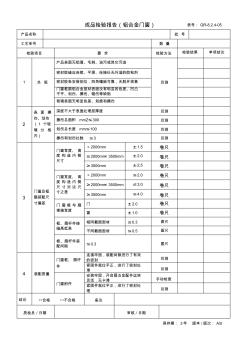
成品检验报告(铝合金门窗)表号:qr-8.2.4-05 产品名称批号 工艺单号数量 检验项目要求检验方法检验结果单项结论 1外观 产品表面无铝屑、毛刺、油污或其它污迹; 目测 密封胶缝应连续、平滑、连接处无外溢的胶粘 剂; 密封胶条安装到位,四角镶嵌可靠,无脱开现 象; 门窗框扇铝合金型材表面没有明显的色差、凹 凸不平、划伤、擦伤、碰伤等缺陷; 玻璃表面无明显色差、划痕和擦伤; 2 表面擦 伤、划伤 (1个玻 璃分格 内) 深度不大于表面处理层厚度目测 擦伤总面积mmz≤300目测 划伤总长度mm≤100目测 擦伤和划伤处数≤3目测 3 门窗及框 扇装配尺 寸偏差 门窗宽度、高 度构造内侧 尺寸 <2000mm±1.5卷尺 ≥2000mm<3500mm±2.0卷尺 ≥3500mm±2.5卷尺 门窗宽度
铝合金门窗成品检验规程
格式:pdf
大小:61KB
页数:5P
4.7
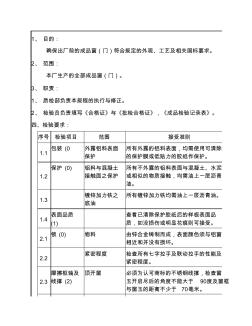
1、目的: 确保出厂前的成品窗(门)符合规定的外观、工艺及相关国标要求。 2、范围: 本厂生产的全部成品窗(门)。 3、职责: 1、质检部负责本规程的执行与修正。 2、检验员负责填写《合格证》与《批检合格证》,《成品检验记录表》。 四、检验要求: 序号检验项目范围接受准则 1.1 包装(0外露铝料表面 保护 所有外露的铝料表面,均需使用可清除 的保护膜或低贴力的胶纸作保护。 1.2 保护(0)铝料与混凝土 接触面之保护 所有不外露的铝料表面与混凝土、水泥 或相似的物质接触,均需油上一层沥青 油。 1.3 镀锌加力铁之 底油 所有镀锌加力铁均需油上一层沥青油。 1.4 表面品质 (1) 查看已清除保护胶纸后的样板表面品 质,如没损伤或明显花痕则可接受。 2.1 锁(0)物料由锌合金铸制而成,表面颜色须与铝窗 相近和并没有损坏。 2.2 紧密程度
成品检验报告(铝合金门窗)
格式:pdf
大小:27KB
页数:1P
4.4
成品检验报告(铝合金门窗)表号:qr-8.2.4-05 产品名称批号 工艺单号数量 检验项目要求检验方法检验结果单项结论 1外观 产品表面无铝屑、毛刺、油污或其它污迹; 目测 密封胶缝应连续、平滑、连接处无外溢的胶粘 剂; 密封胶条安装到位,四角镶嵌可靠,无脱开现 象; 门窗框扇铝合金型材表面没有明显的色差、凹 凸不平、划伤、擦伤、碰伤等缺陷; 玻璃表面无明显色差、划痕和擦伤; 2 表面擦 伤、划伤 (1个玻 璃分格 内) 深度不大于表面处理层厚度目测 擦伤总面积mmz≤300目测 划伤总长度mm≤100目测 擦伤和划伤处数≤3目测 3 门窗及框 扇装配尺 寸偏差 门窗宽度、高 度构造内侧 尺寸 <2000mm±1.5卷尺 ≥2000mm<3500mm±2.0卷尺 ≥3500mm±2.5卷尺 门窗宽度

铝合金门窗成品检验报告
格式:pdf
大小:42KB
页数:6P
4.5
bf/qj-052 鹤山彪福金属制品有限公司 铝合金门窗成品检验报告 产品名称型号规格批号 生产日期生产数量检验依据《成品检验规程》 抽样数量抽样依据gb2828-2003 序 号 项 目 分 类 项目名称技术要求检测器具及方法 检查结果 备 注12345678910 1 关 键 项 目 铝合金型材 硬度≧12用硬度计测试 氧化膜厚度≧aa10用膜厚仪测试 受力构件壁厚≧12.mm用卡尺测量 2主 要 项 目 连接连接牢固,不缺件观察、手试 3扇的启闭启闭力≦50n用拉力计测试 4附件安装 位置正确、齐全牢固、保 证使用要求 观察、手试 5 一 般 项 目 门窗槽口 宽度b(mm) ≦2000,±2.0用卷尺测量 >2000,±2.5上同 6 门窗槽口 宽度h(mm) ≦2000,±2.0上同 >200
成品检验报告(铝合金门窗)
格式:pdf
大小:29KB
页数:1P
4.7
成品检验报告(铝合金门窗)表号:qr-8.2.4-05 产品名称批号 工艺单号数量 检验项目要求检验方法检验结果单项结论 1外观 产品表面无铝屑、毛刺、油污或其它污迹 目测 密封胶缝应连续、平滑、连接处无外溢的胶粘剂 密封胶条安装到位,四角镶嵌可靠,无脱开现象 门窗框扇铝合金型材表面没有明显的色差、凹凸 不平、划伤、擦伤、碰伤等缺陷 玻璃表面无明显色差、划痕和擦伤 2 表面擦 伤、划伤 (1个玻 璃分格 内) 深度不大于表面处理层厚度目测 擦伤总面积mmz≤300目测 划伤总长度mm≤100目测 擦伤和划伤处数≤3目测 3 门窗及框 扇装配尺 寸偏差 门窗宽度、高 度构造内侧 尺寸 <2000mm±1.5卷尺 ≥2000mm<3500mm±2.0卷尺 ≥3500mm±2.5卷尺 门窗宽度、高 度构造内
铝合金窗过程及成品检验记录表资料相关
文辑推荐
知识推荐
百科推荐


职位:建筑行业结构工程师
擅长专业:土建 安装 装饰 市政 园林


