




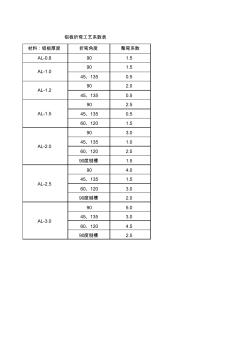
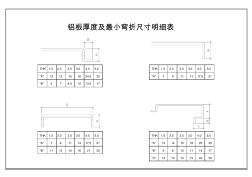
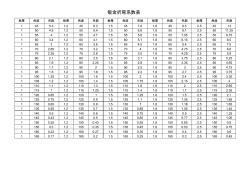
铝板折弯系数表-metricbendallowance
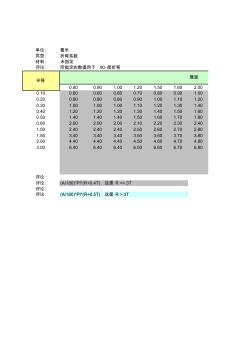
单位:毫米 类型:折弯系数 材料:未指定 评论:所指定的数值用于90-度折弯 0.800.901.001.201.501.602.00 0.100.600.600.600.700.800.901.00 0.200.800.800.800.901.001.101.20 0.301.001.001.001.101.201.301.40 0.401.201.201.201.301.401.501.60 0.501.401.401.401.501.601.701.80 0.802.002.002.002.102.202.302.40 1.002.402.402.402.502.602.702.80 1.503.403.403.403.503.603.703
编辑推荐下载
pc板折弯
格式:pdf
大小:11KB
页数:1P
 4.8
4.8
pc板折弯工艺随着pc板优异的性能不断被用户熟知,其应用范围的不断扩大,逐渐被广 大用户去探索了解,并且其加工工艺得到大幅度的提升,今天,小编就pc板折弯工艺跟大 家分享下。 pc板折弯加工:pc板折弯主要是二种:一种是冷弯加工成型,一般都能以其厚度的150 倍作为最小冷弯半径进行冷弯。但是对于带有防划伤图层的pc板材,最小冷弯应该考虑 175倍,如果要更小,建议采用热成型。冷折弯会产生一定的永久变形,变形的大小取决于 板材的厚度。冷折弯加工后会有一定程度的松弛现象,pc板材最好是有一个大约25%的过 度弯曲,几天后应内里和外力达到平衡,才能制得最终的形状,在pc板冷弯加工,应注意: 工具必须锋利,冷弯加工后应该有1~2天的松弛时间,材能安装;安装时不要减少冷弯的 角度,也不要强行将pc板材推向安装位置;冷弯加工速度要快,这样获得的
PC板折弯原理
格式:pdf
大小:514KB
页数:2P
4.7
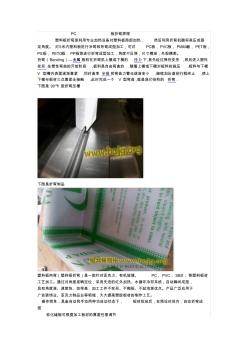
pc板折弯原理 塑料板折弯是利用专业加热设备对塑料板局部加热,然后利用折弯机器将其压成固 定角度。对5米内塑料板进行冷弯和热弯成型加工,可对pc板,pvc板,pmma板,pet板, ps板,petg板,pp板等进行折弯成型加工,角度不反弹,尺寸精准,外观精美。 折弯(bending)—金属板料在折弯机上模或下模的压力下,首先经过弹性变形,然后进入塑性 变形,在塑性弯曲的开始阶段,板料是自由弯曲的.随着上模或下模对板料的施压,板料与下模 v型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,使上 下模与板材三点靠紧全接触,此时完成一个v型弯曲,就是我们俗称的折弯. 下图是90°v型折弯压槽 下图是折弯制品 塑料板热弯(塑料板折弯)是一款针对亚克力、有
铝板折弯内R标准热门文档
钢板折弯设备的制作技术
格式:pdf
大小:23KB
页数:8P
4.4
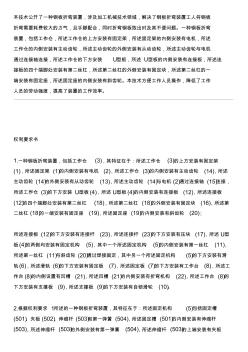
本技术公开了一种钢板折弯装置,涉及加工机械技术领域,解决了钢板折弯装置工人将钢板 折弯需要耗费较大的力气,且手脚配合,同时折弯钢板取出时及其不便问题。一种钢板折弯 装置,包括工作仓,所述工作仓的上方安装有固定架,所述固定架的内侧安装有电机,所述 工作仓的内侧安装有主动齿轮,所述主动齿轮的外侧安装有从动齿轮,所述主动齿轮与电机 通过连接轴连接,所述工作仓的下方安装u型板,所述u型板的内侧安装有连接板,所述连 接板的四个端脚处安装有第二丝杠,所述第二丝杠的外侧安装有固定块,所述第二丝杠的一 端安装有固定座,所述固定座的内侧安装有斜齿轮。本技术方便工作人员操作,降低了工作 人员的劳动强度,提高了装置的工作效率。 权利要求书 1.一种钢板折弯装置,包括工作仓(3),其特征在于:所述工作仓(3)的上方安装有固定架 (1),所述固定架(1)的内侧安装有电机(2),所述工作仓(3)的内侧安

钢板折弯通用工艺
格式:pdf
大小:130KB
页数:5P
4.3
钢板折弯通用工艺 1.适用范围 本工艺适用于使用本公司折弯机对各种黑色金属进行各种角度的折弯加工。 2.材料 2.1材料应符合图纸要求 2.2应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定 3.设备及工艺装备 折弯机:ppnmz500t/60,目前首选折弯机,用于不超过20mm厚的钢板折弯; pkx‐160/4750,目前主要用于10mm以下的要求不高的工件折弯(如干燥筒提料 叶片等); wpt‐100/30,目前主要用于5mm以下要求不高的工件折弯(如各种护罩等)。 折弯模具:ppnmz500t/60(上模1件,下模1件4槽) pkx‐160/4750(挂钩梁模1套,热提棱边模2套) 4.折弯通用工艺 4.1折弯前的准备 z检查材料的长、宽、厚尺寸,料纹方向应与图示折弯方向垂直,板材应清理干净, 周边去毛

铝板折弯内R标准精华文档
钢板折弯作业指导书
格式:pdf
大小:1.3MB
页数:11P
4.7
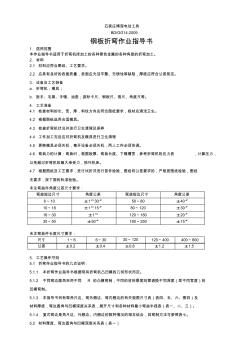
石家庄博深电动工具 bd/gg14-2009 钢板折弯作业指导书 1.适用范围 本作业指导书适用于折弯机床加工的各种黑色金属的各种角度的折弯加工。 2.材料 2.1材料应符合图纸、工艺要求。 2.2应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定。 3.设备及工艺装备 a.折弯机;模具; b.扳手、毛刷、手锤、油壶;游标卡尺、钢板尺、卷尺、角度尺等。 4.工艺准备 4.1检查材料的长、宽、厚,料纹方向应符合图纸要求,板材应清洁卫生。 4.2根据图纸选用合适模具。 4.3检查折弯机状况并进行卫生清理及保养 4.4工件加工完后应对折弯机及模具进行卫生清理 4.5更换模具必须关机,离开设备必须关机,两人工作必须协调。 4.6弯曲力的计算:弯曲时,根据板厚、弯曲长度、下模槽宽,参考折弯机的压力表,计算压力, 以免超过折弯机的最大承受力,损坏机床。

solidworks折弯扣除表(R=0.2,R=0.5)教程
格式:pdf
大小:73KB
页数:12P
4.8
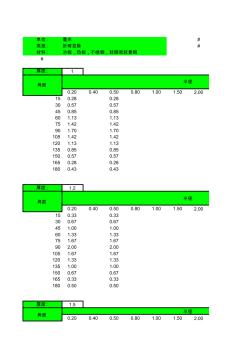
单位:毫米# 类型:折弯扣除# 材料:冷板,热板,不绣钢,软铜和软黄铜 # 厚度:1 0.200.400.500.801.001.502.00 150.280.28 300.570.57 450.850.85 601.131.13 751.421.42 901.701.70 1051.421.42 1201.131.13 1350.850.85 1500.570.57 1650.280.28 1800.430.43 厚度:1.2 0.200.400.500.801.001.502.00 150.330.33 300.670.67 451.001.00 601.331.33 751.671.67 902.002.00 1051.671.67 1201.331.33
板料折弯压力表
格式:pdf
大小:52KB
页数:1P
4.7
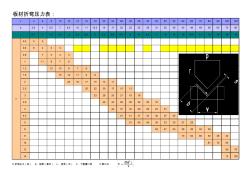
板料折弯压力表 listofbendingpressures v456781012141618202428323640454850556065708090100120 b2.83.5455.578.5101112.51417202225283132353842464956637085 r0.70.811.11.31.622.32.633.33.84.5566.577.5891010.51113141619 p s v b r p= v l650s2 δb=450kn/mm2 p:折弯力knp:bendingforce(kn) l:所折板料厚度ml:thewidthoft
铝板折弯内R标准最新文档
板材折弯压力表
格式:pdf
大小:57KB
页数:1P
4.6
46810121416182024283236404550556065708090100120 2.845.578.5101112.514172022252831353842464956637085 0.711.31.622.32.633.33.84.5566.57891010.51113141619 0.543 0.66433 0.87543 111876 1.21210876 1.515121198 2221917151311 2.5252220171513 3332925211816 3.540332925222018 44437332926

钣金折弯系数
格式:pdf
大小:80KB
页数:3P
4.4
板材厚度v型槽6781012162540备注 455.578.51117.528 实际厚度 ξ 实际厚度 ξ 实际厚度0.780.78 ξ1.361.46 实际厚度0.950.970.97 ξ1.561.641.76 实际厚度1.151.151.151.17 ξ1.722.062.1 实际厚度1.471.471.451.45 ξ2.282.342.462.54 实际厚度1.61.6 ξ2.42.68 实际厚度1.911.911.91 ξ33.163.52 实际厚度 ξ3.92v16为不垫膜 实际厚度2.352.35 ξ3.64.3 332.95 4.34.665.44 2.922.95 4.745.72v25为不垫膜 实际厚度 ξ6.25 实际厚度4
折弯机论文
格式:pdf
大小:542KB
页数:7P
4.6
浅谈折弯机的发展 摘要:随着现代科技的蓬勃发展,工业技术的日新月异,数控折弯机越来越 多的运用到了现代生产中,其发展也越来越成熟。本论文将简要介绍折弯机的发 展,并简单介绍折弯机的原理。 关键词:数控折弯机;折弯;模具;发展 折弯属于锻压机械中的一种,主要运用于金属加工行业。产品广泛用于:轻 工、航空、造船、冶金、仪表、电器、不锈钢制品、钢结构建筑及装潢行业。折 弯目前是对板料特别是大型板料进行钣金加工的首选机械,通过配备各种不同的 模具,可以对板料进行弯边、拉伸、压圆、冲孔等。折弯可分为机械和液压。目 前,折弯机在国内外运用广泛,发展前景可观。 一、折弯机的发展 板料折弯机是一种使用最广泛的弯曲机械,早已实现了彻底的液压化,80 年代迅速实现了数控化。 板料折弯机使用简单的模具便可对金属板料进行各种角度的直线弯曲,以获 得形状复杂的金属板材制件,操作简单,模具通用性强
铝条折弯机的选择
格式:pdf
大小:30KB
页数:5P
4.8
中空玻璃品质提升及铝条折弯机的选择 国家节能政策的推广使中空玻璃的应用目前已经非常广泛,中空玻璃 的品质提升也已经进入玻璃加工厂的必做课题。 一,品质提升之一是low-e玻璃的使用,low-e玻璃对可见光高透 过率,红外的低透过率,良好的节能效果及离线low-e的丰富多彩 的颜色选择为我们的建筑设计师提供了更多的想像空间。 随着low-e玻璃生产线的普及,low-e玻璃产品的价格逐渐走低目 前为大多数用户所能接受,也为low-e的推广奠定了基础。 再加上国内设备厂商的加工设备提升,low-e玻璃的加工问题包括 储运,切割,除膜,钢化,磨边,清洗,中空合片,充气,中空铝条 折弯等工序得到解决。而且设备逐步完善,价格远低于进口设备并逐 渐为国内甚至国外客户所接受,并且进入了国内高端玻璃的深加工厂 家,国产中空玻璃生产线适用与low-e玻璃,为low-e
铁、不锈钢、铝的折弯系数表
格式:pdf
大小:31KB
页数:1P
4.7
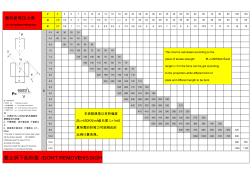
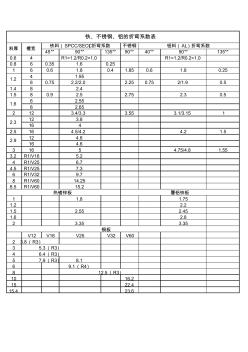
不锈钢 45°90°135°90°40°90°135° 0.64r1=1.2/r0.2=1.0r1=1.2/r0.2=1.0 0.860.351.60.25 160.61.80.41.850.61.80.25 41.95 80.752.2/2.02.250.752/1.90.5 1.482.4 1.580.92.52.752.30.5 62.55 82.65 2123.4/3.33.553.1/3.151 123.8 164 2.5164.5/4.24.21.5 124.6 164.6 31654.75/4.81.55 3.2r1/v165.2 4r1/v256.7 4.5r1/v257.3 6r1/v329.7 8r1/v6014.25 8.5r1/v60
钣金折弯展开系数计算
格式:pdf
大小:794KB
页数:34P
4.6
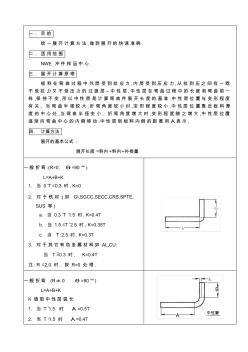
一.目的 统一展开计算方法,做到展开的快速准确. 二.适用范围 nwe冲件样品中心. 三.展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既 不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一 样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度 有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚 度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置 逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示. 四.计算方法 展开的基本公式: 展开长度=料内+料内+补偿量 一般折弯:(r=0,θ=90°
钣金折弯系数表
格式:pdf
大小:36KB
页数:1P
4.4
板厚角度系数板厚角度系数板厚角度系数板厚角度系数板厚角度系数 1455.31.2456.31.5457.81.8459.52.54513 1504.51.2505.41.5506.81.8508.12.55011.25 15541.2554.71.5555.81.8557.052.5559.75 1603.41.2604.11.5605.11.8606.152.5608.5 16531.2653.61.5654.51.8655.42.5657.5 1702.651.2703.21.57041.8704.752.5706.6 1752.351.2752.81.5753.51.87
钣金材料折弯系数表
格式:pdf
大小:65KB
页数:4P
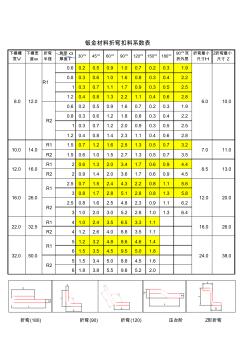
4.5
下模槽 宽v 下模宽 度w 折弯 半径 角度α 厚度t 30°45°60°90°120°150°180° 90°双 折外层 折弯最小 尺寸h z折弯最小 尺寸z 0.60.20.50.91.00.70.20.31.9 0.80.30.61.01.60.80.30.42.2 10.30.71.11.70.90.30.52.5 1.20.40.81.32.21.10.40.62.8 0.60.20.50.91.60.70.20.31.9 0.80.30.61.21.80.80.30.42.2 10.30.71.22.00.90.30.52.5 1.20.40.81.42.31.10.40.62.8 r11.50.71.21.62.51.

铝板折弯内R标准相关
文辑推荐
知识推荐
百科推荐


职位:消防主管工程师
擅长专业:土建 安装 装饰 市政 园林


