

冷拔整体无缝炉管在硬质合金设备上的应用
格式:pdf
大小:26KB
页数:1P
人气 :75
 4.5
4.5
硬质合金粉末还原设备的炉管以前多采用U型对焊炉管,由于采用焊接方式成型,存在焊接应力等原因,炉管容易产生变形,影响使用寿命,对粉末生产造成很不利的影响。冷拔整体无缝管由于其在拉制过程中



综述:硬质合金
硬质合金的研究和应用 thestudiesandapplicationsofcementedcarbide 作者:何梓秋机械类创新实验班3112010441 内容摘要:硬质合金由于具有高硬度,高抗压强度,高热硬性以及高耐磨性,高 耐腐蚀性,常用于制造切削工具和耐磨零部件。广泛应用于军工、航天航空、机 械加工、冶金等领域。本文将通过新型硬质合金的研发和硬质合金制造工艺的进 步两条路径对硬质合金的研究进行介绍。再结合各种硬质合金的特性,介绍其具 体的应用。 abstract:becausecementedcarbidehashighhardness,highcompressive strength,highabrasiveresistanceandhighcorrosionresistance,itis alwaysused
编辑推荐下载

 GW30钢结硬质合金在螺纹刃具上的应用
GW30钢结硬质合金在螺纹刃具上的应用 GW30钢结硬质合金在螺纹刃具上的应用
格式:pdf
大小:163KB
页数:3P
4.4
我厂于1980年用山东省机械设计研究院研制的gw30钢结硬质合金新材料制造螺纹搓丝板。经多年使用获得较好的技术经济效果,使用寿命比原来用的cr12钢搓丝板提高七倍,被加工工件的螺纹半角粗糙度提高到ra1.6(6)以上。现将螺纹搓丝板的制造工艺和使用效果简介如下:一、搓丝板的制造工艺
冷拔整体无缝炉管在硬质合金设备上的应用热门文档
钢结硬质合金在履带板垫圈冲孔模上的应用 钢结硬质合金在履带板垫圈冲孔模上的应用
格式:pdf
大小:79KB
页数:2P
4.5
钢结硬质合金在履带板垫圈冲孔模上的应用471039洛阳市宏建模具及机械设计研究所周海波钢结硬质合金的研制和发展在国内经历了较长时间,到目前为止它的应用仍没能得到推广。其主要原因有两个方面:首先是由于这种材料毛坯价格高,而人们又常常只考虑初始费用而忽视...
 整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头
整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头 整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头
格式:pdf
大小:357KB
页数:1P
4.5
先进的槽形和排屑槽设计与独特的涂层相结合是corodrill860获得成功的关键。
整体硬质合金钻头的试验与应用 整体硬质合金钻头的试验与应用
格式:pdf
大小:63KB
页数:2P
4.6
整体硬质合金钻头的试验与应用长春汽车材料研究所工艺处切削试验室(130011)汽车零部件产品大部分是装配件,因此,对孔加工质量的要求非常高。近几年国内外不断开发出高质量的孔加工刀具,并逐渐推广应用,大大提高了汽车零件的加工质量和加工效率。硬质合金钻头...

冷拔整体无缝炉管在硬质合金设备上的应用精华文档
"WSTAR"整体硬质合金钻头 "WSTAR"整体硬质合金钻头
格式:pdf
大小:161KB
页数:1P
4.4
"wstar"整体硬质合金钻头可以对不易进行干式、半干式加工的零件或使用钻头进行加工的孔进行加工,它特别适合对钢材进行半干式加工。
硬质合金牌号
格式:pdf
大小:67KB
页数:4P
4.5
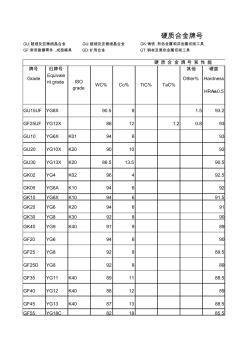
gu:超细及亚微细晶合金gu:超细及亚微细晶合金gk:铸铁.有色金属和非金属切削工具 gf:常用耐磨零件,成型模具gd:矿用合金gt:钢材及黑色金属切削工具 牌号旧牌号其他硬度 gradeequivale ntgrade other%hardness hra±0.5 gu15ufyg8x90.581.593.2 gf25ufyg12x86121.20.893 gu10yg6xk0194693 gu20yg10xk20901092 gu30yg13xk2086.513.590.5 gk02yg4k0296492.5 gk05yg6ak1094692 gk10yg6xk1094691.5 gk20yg6k2094691 gk30yg8k3092890 gk40yg
硬质合金取心钻头
格式:pdf
大小:2.4MB
页数:4P
4.6
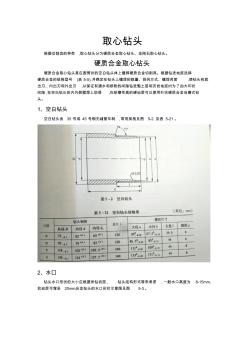
取心钻头 根据切削齿的种类,取心钻头分为硬质合金取心钻头、金刚石取心钻头。 硬质合金取心钻头 硬质合金取心钻头是在圆筒状的空白钻头体上镶焊硬质合金切削具。根据钻进地层选择 硬质合金的规格型号(表5-5),并确定在钻头上镶焊的数量、排列方式、镶焊角度,使钻头有底 出刃、内出刃和外出刃,以保证有通水和排粉的间隙钻进黏土层和页岩地层时为了加大环状 间隙,在空白钻头的内外侧壁焊上肋骨,在研磨性高的硬地层可以使用针状硬质合金自磨式钻 头。 1、空白钻头 空白钻头由35号或45号钢无缝管车制,常用规格见图5-2及表5-21。 2、水囗 钻头水口形状的大小应根据所钻岩层、钻头结构形式等来考虑,一般水口高度为8-15mm, 软岩层可增至20mm,合金钻头的水口形状示意图见图5-3。 3、硬质合金的排列和出刃 硬质台金切削具在钻头底唇面的排列形式基本有三种,见图
硬质合金属性
格式:pdf
大小:42KB
页数:4P
4.6
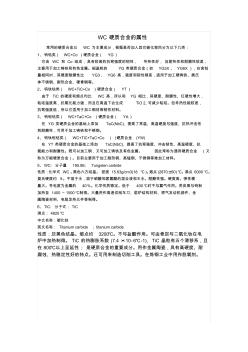
wc硬质合金的属性 常用的硬质合金以wc为主要成分,根据是否加入其它碳化物而分为以下几类: 1、钨钴类(wc+co)硬质合金(yg) 它由wc和co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差, 主要用于加工铸铁和有色金属。细晶粒的yg类硬质合金(如yg3x、yg6x),在含钴 量相同时,其硬度耐磨性比yg3、yg6高,强度和韧性稍差,适用于加工硬铸铁、奥氏 体不锈钢、耐热合金、硬青铜等。 2、钨钛钴类(wc+tic+co)硬质合金(yt) 由于tic的硬度和熔点均比wc高,所以和yg相比,其硬度、耐磨性、红硬性增大, 粘结温度高,抗氧化能力强,而且在高温下会生成tio2,可减少粘结。但导热性能较差, 抗弯强度低,所以它适用于加工钢材等韧性材料。 3、钨钽钴类(wc+tac+co)硬质合金(ya) 在
冷拔整体无缝炉管在硬质合金设备上的应用最新文档
常用的硬质合金
格式:pdf
大小:36KB
页数:5P
4.4
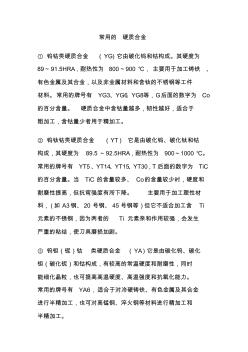
常用的硬质合金 ①钨钴类硬质合金(yg)它由碳化钨和钴构成。其硬度为 89~91.5hra,耐热性为800~900℃,主要用于加工铸铁、 有色金属及其合金,以及非金属材料和含钛的不锈钢等工件 材料。常用的牌号有yg3、yg6、yg8等,g后面的数字为co 的百分含量。硬质合金中含钴量越多,韧性越好,适合于 粗加工,含钴量少者用于精加工。 ②钨钛钴类硬质合金(yt)它是由碳化钨、碳化钛和钴 构成,其硬度为89.5~92.5hra,耐热性为900~1000℃。 常用的牌号有yt5、yt14、yt15、yt30,t后面的数字为tic 的百分含量。当tic的含量较多、co的含量较少时,硬度和 耐磨性提高,但抗弯强度有所下降。主要用于加工塑性材 料,(如a3钢、20号钢、45号钢等)但它不适合加工含ti 元素的不锈钢,因为两者的ti


 冷拔整体无缝炉管在硬质合金设备上的应用
冷拔整体无缝炉管在硬质合金设备上的应用 冷拔整体无缝炉管在硬质合金设备上的应用
格式:pdf
大小:55KB
页数:未知
4.5
硬质合金粉末还原设备的炉管以前多采用u型对焊炉管,由于采用焊接方式成型,存在焊接应力等原因,炉管容易产生变形,影响使用寿命,对粉末生产造成很不利的影响。冷拔整体无缝管由于其在拉制过程中炉管本体各部分的应力比较均衡,因此在高温条件下使用时因应力原因造成的变形比较小,这样可以大大提高炉管的使用寿命。近年来,冷拔整体无缝炉管在个别设备上得到应用,但由于整体成型技术的发展还不成熟,炉管成品的尺寸大小具有很大的局限性,甚至必须根据炉管成品的尺寸改变炉子整体设计,这样就使这一技术始终无法在整个行业得到推广。
整体硬质合金三刃麻花钻 整体硬质合金三刃麻花钻
格式:pdf
大小:425KB
页数:未知
4.7
一、开发背景与优点随着数控机床的普及,用加工中心加工孔的情况越来越多了。由于加工中心对钻头的定位是用数控,故没有必要用钻套。为了提高孔加工的定位精度,应使用短而稳定性好的钻头,因而出现了整体硬质合金麻花钻(即二刃麻花钻),随后又出现了整体硬质合金三刃麻花

冷拔整体无缝炉管在硬质合金设备上的应用相关
文辑推荐
知识推荐
百科推荐

职位:客户经理
擅长专业:土建 安装 装饰 市政 园林


