

铝棒重量明细
格式:pdf
大小:43KB
页数:3P
人气 :89
 4.6
4.6
棒长 330 340 350 360 370 380 390 重量 22.3 22.9 23.6 24.3 25.0 25.6 26.3 棒长 500 510 520 530 540 550 560 重量 33.7 34.4 35.1 35.7 36.4 37.1 37.8 棒长 370 380 390 400 410 420 430 重量 18.2 18.7 19.2 19.7 20.2 20.7 21.1 棒长 540 550 560 570 580 590 600 重量 26.6 27.0 27.5 28.0 28.5 29.0 29.5 棒长 370 380 390 400 410 420 430 重量 12.7 13.0 13.4 13.7 14.1 14.4 14.8 棒长 280 290 300 310 320 330 340 重量 5.96 6.17 6.39 6.60 6


编辑推荐下载

铸造铝棒的用途
格式:pdf
大小:78KB
页数:7P
4.6
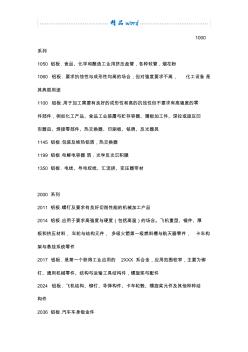
1000 系列 1050铝板.食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060铝板.要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是 其典型用途 1100铝板.用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零 件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹 形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145铝板.包装及绝热铝箔,热交换器 1199铝板.电解电容器箔,光学反光沉积膜 1350铝板.电线、导电绞线、汇流排、变压器带材 2000系列 2011铝板.螺钉及要求有良好切削性能的机械加工产品 2014铝板.应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚 板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构 架与悬挂系统零件 2017铝板
铝棒重量明细热门文档
2024铝棒
格式:pdf
大小:144KB
页数:3P
4.6
2024铝棒 简介: 2024(ly12)为铝-铜-镁系中的典型硬铝合金,其成份比较合理,综合性能较好。很多国家 都生产这个合金,是硬铝中用量最大的。该合金的特点是:强度高,有一定的耐热性,可用 作150°c以下的工作零件。温度高于125°c,2024合金的强度比7075合金的还高。热状态、 退火和新淬火状态下成形性能都比较好,热处理强化效果显著,但热处理工艺要求严格。抗 蚀性较差,但用纯铝包覆可以得到有效保护;焊接时易产生裂纹,但采用特殊工艺可以焊接, 也可以铆接。广泛用于飞机结构、铆钉、卡车轮毂、螺旋桨元件及其他种种结构件。 2024(ly12)合金铝的化学成份: 硅si铁fe铜cu锰mn镁mg铬cr锌zn钛ti 其它元素 铝 每个总计 0.50.53.80-4.900.30-0.901.20-1.80

铝棒尺寸规格表
格式:pdf
大小:33KB
页数:2P
4.4
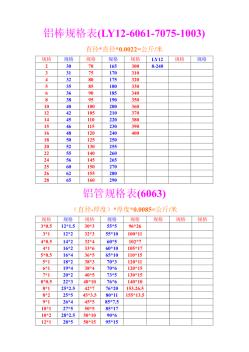
铝板常用材质;1100、1050、1145、1060、1070、2a12、3003、3a21、3004、5a05、5052、5 083、6a02、6061、6063、7a04、7075、8011、等。铝板常用状态;t351h112t651t7451 h112h2-h4h111h116hx1-hx9t651t4t6 铝板规格表:0.15mm-500mm、宽度为:100mm-2000mm、长度为:1000mm-9000mm, 铝卷板规格表:0.05mm-15mm,宽度为:15mm-2000mm 保温铝板规格表:0.3mm-0.9mm宽度:500mm-1000mm长度:不限 花纹铝板规格表:1mm-10mm宽度:1000mm-1500mm长度:2000-3000mm 压花铝板规格表
标准挤压铝棒的生产工艺流程
格式:pdf
大小:11KB
页数:1P
4.8
标准挤压铝棒的生产工艺流程 /(二)、时效车间、包装车 间、成 品仓库、铝棒仓库。公司总的生产流程:熔铸车间→铝棒仓库挤压车间→时效车间→包装 车间仓库→成品仓 下面分别对熔铸车间、挤压车间、时效车间、进行重点分析。(一)熔铸工序 熔铸工序的最终目的是生产出符合要求的铝棒,而要生产出这些铝棒,就要经过流程:熔 炼→铸造→锯棒→铝棒均匀化→冷却、洗棒→铝棒进仓。1、熔铸车间熔炼工艺流程: 装炉→熔化→搅拌完全熔化→加入废料→熔化→加入废料→完全熔化→撒覆盖剂和打 渣剂→扒渣→搅拌→取样、炉前分析→加al-si(sl-cu,cr添加剂)、mg锭→搅拌→取 样、炉后分析→成分调整→精炼→扒渣复盖→静置2、铸造3、锯料 4、铝棒均匀化5、冷却、洗棒(二)挤压工序挤压工艺流程: 压前准备→挤压→拉伸矫直→锯切成品→装
 铝棒自动卸料机构的设计及特性分析
铝棒自动卸料机构的设计及特性分析 铝棒自动卸料机构的设计及特性分析
格式:pdf
大小:273KB
页数:2P
4.7
机构采用液压驱动,夹持头为四个对称的双滑块机构,夹持部位的活塞微动与滑块位移相配合夹紧工件,可以同时夹持多根铝棒。具有工作平稳,夹紧可靠,生产率高等优点。
铝棒炉熔棒事故分析及解决方法
格式:pdf
大小:548KB
页数:3P
4.4
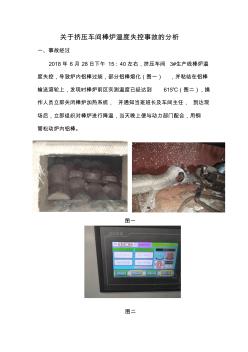
关于挤压车间棒炉温度失控事故的分析 一、事故经过 2018年6月28日下午15:40左右,挤压车间3#生产线棒炉温 度失控,导致炉内铝棒过烧,部分铝棒熔化(图一),并粘结在铝棒 输送滚轮上,发现时棒炉前区实测温度已经达到615℃(图二),操 作人员立即关闭棒炉加热系统,并通知当班班长及车间主任,到达现 场后,立即组织对棒炉进行降温,当天晚上便与动力部门配合,用钢 管松动炉内铝棒。 图一 图二 二、事故直接经济损失估算 本次事故造成直接损失共计51265元,具体如下: 1、铝棒损失 本次事故造成12支铝棒过烧,共计3.34吨 折合人民币约47000元 2、人工损失 当班生产工人4人,清理铝棒工人2人(6天), 共计人工:16人*日 折合人民币3200元 3、能耗损失 电耗:3#机单单班平均电耗约800度,折合人民币640元 气耗:3#机单单班平均气耗
铝棒重量明细精华文档
一种铝棒自动卸料装置的设计 一种铝棒自动卸料装置的设计
格式:pdf
大小:664KB
页数:3P
4.7
设计了一种铝棒自动卸料装置,该装置由夹紧部分、升降部分、走位部分、支撑部分和控制部分组成.机构采用液压驱动,螺旋传动移位,螺母位移与活塞微动相配合夹紧,可以同时夹持多根铝棒.工作过程全部由计算机自动控制,具有工作平稳,夹紧可靠,生产率高等优点,适应于圆棒卸料装箱.
2024-T351铝棒
格式:pdf
大小:144KB
页数:3P
4.4
2024-t351铝棒 简介: 2024(ly12)为铝-铜-镁系中的典型硬铝合金,其成份比较合理,综合性能较好。很多国家 都生产这个合金,是硬铝中用量最大的。该合金的特点是:强度高,有一定的耐热性,可用 作150°c以下的工作零件。温度高于125°c,2024合金的强度比7075合金的还高。热状态、 退火和新淬火状态下成形性能都比较好,热处理强化效果显著,但热处理工艺要求严格。抗 蚀性较差,但用纯铝包覆可以得到有效保护;焊接时易产生裂纹,但采用特殊工艺可以焊接, 也可以铆接。广泛用于飞机结构、铆钉、卡车轮毂、螺旋桨元件及其他种种结构件。 2024(ly12)合金铝的化学成份: 硅si铁fe铜cu锰mn镁mg铬cr锌zn钛ti 其它元素 铝 每个总计 0.50.53.80-4.900.30-0.901.20-

铸铝棒工安全操作规程
格式:pdf
大小:6KB
页数:3P
4.5
铸铝棒工安全操作规程 一、铸造前的准备工作 1、工作前要穿好工作服,戴好防护面罩,以免高温烫伤。 2、检查流槽干燥程度、铸盘的完好。 3、清理结晶器,引锭头水分吹干,流槽和分流盘最好升温至300℃至 400℃,以免铝液遇水或低温引起爆炸,确保水眼畅通。 4、在铸造前,先供冷却水,检查结晶器是否滴水和水逢塞水,如有滴 水,证明结晶器没有安装好,要重新安装。如有水逢塞水,要清理好 才能铸造。 5、检查石墨环并涂上润滑油。 6、检查引锭头是否正常位置,并用压缩空气吹净引锭头中的水,并将 引锭头引入结晶器中。 7、铸造前要把铝棒防倾架升到结晶器位置,防止铸造时漏铝挂住防倾 架,如铸造时发现防倾架挂铝严重时,应立即停止铸造。 8、打开水阀门,起动水泵,确定水位水压正常方可开始铸造。 二、铸造 1、打开熔炉开水口,放出铝液,经过滤器后,导入各结晶器中,待铝 液达保温帽80%时,打开进铸盘水阀,关闭
铝棒自动卸料装置的液压系统设计 铝棒自动卸料装置的液压系统设计
格式:pdf
大小:505KB
页数:3P
4.4
文章分析了铝棒自动卸料装置的工况及要求,介绍了液压系统的组成及特点。此液压系统具有功率损耗小、效率高等优点。
铝棒重量明细最新文档
6061铝合金6061铝棒
格式:pdf
大小:10KB
页数:5P
4.7
6061铝合金 6061铝合金介绍 属al-mg-si系合金,中等强度,具有良好的塑性和优良的耐蚀性。特别是无应力腐蚀 开裂倾向,其焊接性优良,耐蚀性及冷加工性好,是一种使用范围广.很有前途的合金。可 阳极氧化着色,也可涂漆上珐琅,适应作建筑装饰材料。其含有少量cu,因而强度高于6063 的,但淬火敏感性也比6063高,挤压之后不能实现风淬,需要重新固溶处理和淬火时效, 才能获得较高的强度。 一、6061铝合金元素 6061铝合金的主要合金元素是镁与硅,并形成mg2si相。若含有一定量的锰与铬, 可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有 明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶 粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。在mg2si固溶于铝中,使合 金
新型快速燃气铝棒加热炉的设计研究 新型快速燃气铝棒加热炉的设计研究
格式:pdf
大小:492KB
页数:3P
4.7
为了降低铝加工行业的能耗,设计研究了新型的快速燃气铝棒加热炉.与传统炉型相比,可加热棒径、棒长不同的铝棒,适合小批量,多品种的生产方式.铝棒表面质量好,适用于高精度铝材的加工.预加热时间短,仅为30min~40min;热效率大大提高.采用热源与炉体分离的方式,使用天然气为燃料,更换燃烧器即可使用其它燃料.将加热铝棒后的烟气回收至热源,既缩短了烟气加热时间,又利用了余热,达到节能的目的.
新型快速燃气铝棒加热炉的设计研究
格式:pdf
大小:237KB
页数:3P
3
新型快速燃气铝棒加热炉的设计研究——为了降低铝加工行业的能耗,设计研究了新型的快速燃气铝棒加热炉.与传统炉型相比,可加热棒径、棒长不同的铝棒,适合小批量,多品种的生产方式.铝棒表面质量好,适用于高精度铝材的加工.
铝棒加热炉余热回收节能改造分析
格式:pdf
大小:163KB
页数:3P
4.5
通过对现有铝棒加热炉的进一步改进、完善,运用余热回收装置与比例式燃烧系统进行控制,取得了非常明显的节能降耗效果。
铸造铝棒的用途(20200925181255)
格式:pdf
大小:187KB
页数:7P
4.6
☆★☆★☆ 1000 系列 1050铝板.食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060铝板.要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是 其典型用途 1100铝板.用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零 件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹 形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145铝板.包装及绝热铝箔,热交换器 1199铝板.电解电容器箔,光学反光沉积膜 1350铝板.电线、导电绞线、汇流排、变压器带材 2000系列 2011铝板.螺钉及要求有良好切削性能的机械加工产品 2014铝板.应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚 板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构 架与悬挂系统零件 20
对烧结铝棒材低倍缺陷的分析 对烧结铝棒材低倍缺陷的分析
格式:pdf
大小:353KB
页数:未知
4.7
烧结铝系铝-三氧化二铝粉末冶金产品,我厂某产品的涡轮是由含9~11%al_2o_3的烧结铝棒材制成的。在进行烧结铝棒低倍检查中常发现低倍组织上有白色、黑色条状物(简称白条、黑条)见图1。白条、黑条究竟是什么缺陷,对性能有何影响,我们进行了一些试验和分析,弄清了白条、黑条的本
铝棒型材挤压机的PLC控制 铝棒型材挤压机的PLC控制
格式:pdf
大小:170KB
页数:未知
4.3
铝棒型材挤压机是将铝或铝合金棒料挤压加工成各种规格型材的机器。对挤压机加工过程的控制是顺序控制。作者应用可编程控制器,设计了一套自动控制系统,对挤压机加工过程进行自动(或手动)控制。一、工艺过程分析挤压机工作时,先由加热炉将铝棒坯料加热到所需的挤压温
铝棒型材挤压机的PLC控制 铝棒型材挤压机的PLC控制
格式:pdf
大小:263KB
页数:未知
4.7
利用可编程序控制器对铝棒型材挤压机的加工过程进行控制,提高了控制系统的可靠性,加快了执行速度,克服了电磁继电器动作时间长,触点抖动的缺点。
新型铝棒高速锯床的设计与应用 新型铝棒高速锯床的设计与应用
格式:pdf
大小:336KB
页数:未知
4.7
针对目前铝棒锯切效率低、锯切质量差、工人劳动强度大、工作环境差的现状,将可编程控制器、液压系统成功地应用到高速锯床上,保证了锯床高效、安全、自动化地工作。
铝棒自动卸料装置液压系统的设计与分析 铝棒自动卸料装置液压系统的设计与分析
格式:pdf
大小:617KB
页数:3P
4.4
分析了铝棒自动卸料装置的工况及要求,介绍了该装置液压系统的组成及原理,并对其特性进行了分析。该液压系统具有回路简单可靠、定位准确、功率损耗小、发热量少、工作效率高、易于实现计算机自动控制等特点。
铝棒重量明细相关
文辑推荐
知识推荐
百科推荐


职位:总监理工程师代表
擅长专业:土建 安装 装饰 市政 园林


