




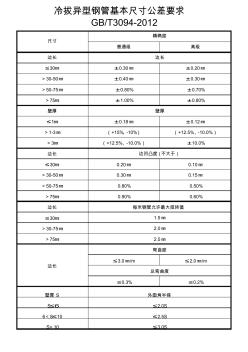
冷拔异型钢管基本尺寸公差要求
普通级高级 边长 ≤30㎜±0.30㎜±0.20㎜ >30-50㎜±0.40㎜±0.30㎜ >50-75㎜±0.80%±0.70% >75㎜±1.00%±0.80% 壁厚 ≤1㎜±0.18㎜±0.12㎜ >1-3㎜(+15%,-10%)(+12.5%,-10.0%) >3㎜(+12.5%,-10.0%)±10.0% 边长 ≤30㎜0.20㎜0.10㎜ >30-50㎜0.30㎜0.15㎜ >50-75㎜0.80%0.50% >75㎜0.90%0.60% 边长 ≤30㎜ >30-75㎜ >75㎜ ≤3.0㎜/m≤2.0㎜/m ≤0.3%≤0.2% 壁厚s s≤6 6<s≤10 s>10 ≤2.5s ≤3.0s 边长 冷拔异型钢管基本尺寸公差要求 gb/t3094-2012 边凹凸度(不大于) 弯曲度 总弯曲度 每米钢管允许最大扭转值 1.

编辑推荐下载
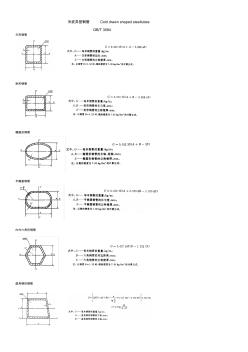
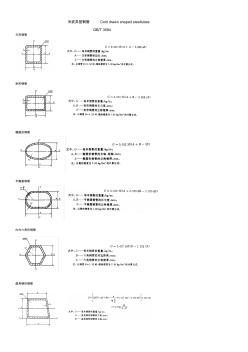
 生产异型钢管的常用方法
生产异型钢管的常用方法 生产异型钢管的常用方法
格式:pdf
大小:239KB
页数:3P
 4.7
4.7
综述了生产异型钢管的常用方法,重点阐述了拉拔法、焊接成形法、辊式成形法和计算机模拟法的特点,为具体异型管的生产选择合适的成形法提供依据。最后展望了异型管的发展趋势。
《国家标准》GBT3094-1982冷拔无缝异型钢管参数
格式:pdf
大小:505KB
页数:20P
4.8
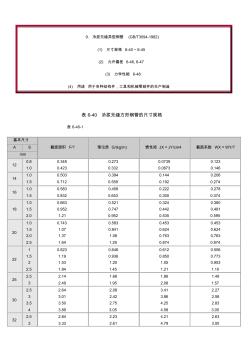
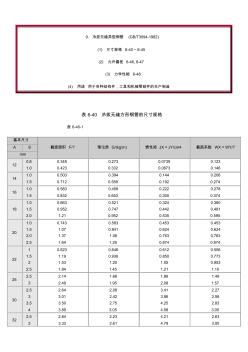
9.冷拔无缝异型钢管(gb/t3094-1982) (1)尺寸规格6-40~6-45 (2)允许偏差6-46,6-47 (3)力学性能6-48 (4)用途用于各种结构件,工具和机械零部件的生产制造 表6-40冷拔无缝方形钢管的尺寸规格 表6-40-1 基本尺寸 截面面积f/?理论质g/(kg/m)惯性矩jx=jy/cm4截面系数wx=wy/?as mm 12 0.8 1.0 0.348 0.423 0.273 0.332 0.0739 0.0873 0.123 0.146 14 1.0 1.5 0.503 0.712 0.394 0.559 0.144 0.192 0.206 0.274 16 1.0 1.5 0.583 0.8
冷拔异型钢管热门文档
GBT3094-1982冷拔无缝异型钢管参数 (2)
格式:pdf
大小:503KB
页数:20P
4.8
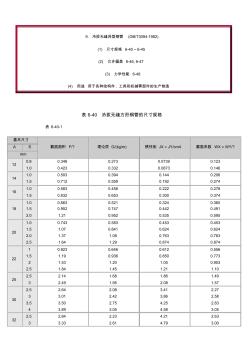
9.冷拔无缝异型钢管(gb/t3094-1982) (1)尺寸规格6-40~6-45 (2)允许偏差6-46,6-47 (3)力学性能6-48 (4)用途用于各种结构件,工具和机械零部件的生产制造 表6-40冷拔无缝方形钢管的尺寸规格 表6-40-1 基本尺寸 截面面积f/?理论质g/(kg/m)惯性矩jx=jy/cm4截面系数wx=wy/?as mm 12 0.8 1.0 0.348 0.423 0.273 0.332 0.0739 0.0873 0.123 0.146 14 1.0 1.5 0.503 0.712 0.394 0.559 0.144 0.192 0.206 0.274 16 1.0 1.5 0.583 0.
GBT3094-1982冷拔无缝异型钢管参数
格式:pdf
大小:503KB
页数:20P
4.8
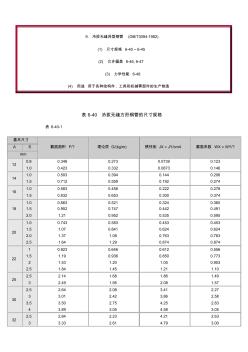
9.冷拔无缝异型钢管(gb/t3094-1982) (1)尺寸规格6-40~6-45 (2)允许偏差6-46,6-47 (3)力学性能6-48 (4)用途用于各种结构件,工具和机械零部件的生产制造 表6-40冷拔无缝方形钢管的尺寸规格 表6-40-1 基本尺寸 截面面积f/?理论质g/(kg/m)惯性矩jx=jy/cm4截面系数wx=wy/?as mm 12 0.8 1.0 0.348 0.423 0.273 0.332 0.0739 0.0873 0.123 0.146 14 1.0 1.5 0.503 0.712 0.394 0.559 0.144 0.192 0.206 0.274 16 1.0 1.5 0.583 0.
GBT30941982冷拔无缝异型钢管参数
格式:pdf
大小:508KB
页数:20P
4.8
9.冷拔无缝异型钢管(gb/t3094-1982) (1)尺寸规格6-40~6-45 (2)允许偏差6-46,6-47 (3)力学性能6-48 (4)用途用于各种结构件,工具和机械零部件的生产制造 表6-40冷拔无缝方形钢管的尺寸规格 表6-40-1 基本尺寸 截面面积f/?理论质g/(kg/m)惯性矩jx=jy/cm4截面系数wx=wy/?as mm 12 0.8 1.0 0.348 0.423 0.273 0.332 0.0739 0.0873 0.123 0.146 14 1.0 1.5 0.503 0.712 0.394 0.559 0.144 0.192 0.206 0.274 16 1.0 1.5 0.583 0.8
异型钢管成型的计算机辅助设计 异型钢管成型的计算机辅助设计
格式:pdf
大小:396KB
页数:4P
4.4
异型钢管成型的轧辊设计是生产中的关键技术,采用计算机辅助设计技术,实现了高精度、复杂轮廓轧辊的优化设计,缩短了轧辊设计周期,降低了制造调试成本,使得异型管的成型设计不再是主要依赖设计者的经验以及依靠调试修正的试错法。简要介绍了应用copra软件在异型管设计、制造方面的成功实例。
异型钢管重量计算公式
格式:pdf
大小:270KB
页数:1P
4.8
冷拔异型钢管colddrawnshapedsteeltubes gb/t3094 方形钢管 矩形钢管 椭圆形钢管 平椭圆钢管 内外六角形钢管 直角梯形钢管
冷拔异型钢管精华文档
俄罗斯北方钢铁集团新建成异型钢管厂 俄罗斯北方钢铁集团新建成异型钢管厂
格式:pdf
大小:38KB
页数:1P
4.7
2010年,俄罗斯第一大钢铁集团——北方钢铁集团建设的异型钢管厂建成。该异型钢管厂于2007年7月开工建设,设计年产25万t异型电焊管,总投资为1亿多美元,股权100%由俄罗斯北方钢铁集团持有。目前,该异型钢管厂已完成了

异型钢管厂项目可行性研究报告
格式:pdf
大小:607KB
页数:27P
4.5
异型钢管厂项目可行性研究报告 (立项+批地+贷款) 编制单位:北京中投信德国际信息咨询有限公司 编制时间:二〇二〇年四月 咨询师:高建 目录 专家答疑: 一、可研报告定义: 可行性研究报告,简称可研报告,是在制订生产、基建、科研计划的前期,通过全面的调 查研究,分析论证某个建设或改造工程、某种科学研究、某项商务活动切实可行而提出的 一种书面材料。 可行性研究报告主要是通过对项目的主要内容和配套条件,如市场需求、资源供应、建设 规模、工艺路线、设备选型、环境影响、资金筹措、盈利能力等,从技术、经济、工程等 方面进行调查研究和分析比较,并对项目建成以后可能取得的财务、经济效益及社会影响 进行预测,从而提出该项目是否值得投资和如何进行建设的咨询意见,为项目决策提供依 据的一种综合性分析方法。可行性研究具有预见性、公正性、可靠性、科学性的特点。 一般来说,可行性研究是以市场供需为立足点,以资源
第一章异型钢管行业发展概况
格式:pdf
大小:5KB
页数:3P
4.6
第一章 异型钢管行业发展概况 第一节 异型钢管行业基本特征 一、异型钢管行业定义 二、产品性能及应用特点 第二节 异型钢管行业发展特征 一、行业的周期性 二、行业的区域性 三、行业的季节性 四、行业的上下游 五、行业经营模式 第二章 中国异型钢管行业发展环境分析 第一节 2009-2013我国经济发展环境分析 一、gdp预测 二、居民收入预测 三、社会零售预测 第二节 异型钢管行业相关政策 第三章 中国异型钢管行业市场分析 第一节 中国异型钢管行业分析 一、异型钢管市场规模分析 二、行业现阶段发展特点分析 第二节 中国异型钢管技术发展分析 一、异型钢管产品技术发展现状 二、异型钢管技术未来发展趋势分析 第三节 中国异型钢管行业竞争分析 一、异型钢管行业竞争格局 二、异型钢管行业进入壁垒 三、异型钢管行业swot分析
加速异型钢管轧制工艺和轧制设备的研究 加速异型钢管轧制工艺和轧制设备的研究
格式:pdf
大小:293KB
页数:2P
4.6
简要说明了异型钢管的市场需求以及国内异型钢管轧机研制的现状,介绍了异型钢管轧制工艺和设备的研究方向。
内齿异型钢管抗拉强度试验结果不确定度评定 内齿异型钢管抗拉强度试验结果不确定度评定
格式:pdf
大小:437KB
页数:3P
4.7
采用称重法对内齿异型钢管抗拉强度试验结果进行不确定度评定。结果表明,内齿异型钢管的rm为400.5n.mm-2,u95为5.6n.mm-2,eνff为3.2。该方法对类似产品抗拉强度试验的不确定度评定有一定参考价值。
冷拔异型钢管最新文档
388m高河南塔异型钢管X型节点的有限元分析 388m高河南塔异型钢管X型节点的有限元分析
格式:pdf
大小:584KB
页数:5P
4.4
本文运用有限元分析软件ansys利用三维实体单元对一种钢管相贯节点在压弯、扭矩荷载作用下的受力性能进行了较为全面的分析,考虑了几种因素对节点承载能力的影响,发现节点在不同因素影响下呈现不同的特点,从而对节点的受力性能做出了综合的评价。
异型钢管重量计算公式(20200929140945)
格式:pdf
大小:270KB
页数:1P
4.5
冷拔异型钢管colddrawnshapedsteeltubes gb/t3094 方形钢管 矩形钢管 椭圆形钢管 平椭圆钢管 内外六角形钢管 直角梯形钢管
异型钢管辊挤成型过程的有限元模拟 异型钢管辊挤成型过程的有限元模拟
格式:pdf
大小:485KB
页数:4P
4.8
利用非线性有限元分析软件msc.marc对方形异型钢管的无芯棒辊挤成型过程进行了有限元分析,得到了成型过程中应力与变形的分布与变化以及成型后异型管的结构形状。实验结果验证了有限元分析的正确性。研究结果为生产提供了有益的依据。
某异型钢管混凝土拱桥地震反应分析 某异型钢管混凝土拱桥地震反应分析
格式:pdf
大小:756KB
页数:6P
4.8
本文以某异型钢管混凝土拱桥为研究对象,通过ansys建立了结构的空间有限元模型,计算和分析了该桥的动力特性。同时,通过matlab程序生成拟合规范反应谱的人工地震波,并运用时程分析法计算了该桥在一维和多维输入下的地震反应,分析了该桥的地震反应规律,为钢管混凝土拱桥的抗震性能分析提供了一定的依据。
异型钢管塔柱承载力试验研究和有限元分析 异型钢管塔柱承载力试验研究和有限元分析
格式:pdf
大小:1.4MB
页数:6P
4.4
河南广播电视发射塔外塔柱采用异型大直径钢管,截面由三段直边和三段圆弧板组合而成,其径厚比已超过现行《钢结构设计规范》对圆钢管径厚比的限值,其承载力与管壁不同的加劲方法有关。分别采用内加劲肋和内桁架加劲两种方法对管壁进行内加劲可提高管壁的局部稳定性,从而提高构件的极限承载力。通过对两种加劲方法以及无加劲肋三种类型截面塔柱的缩尺试验研究和有限元模拟分析,有限元计算结果与试验实测结果吻合较好。研究表明:设计荷载作用下,三种形式截面均全截面处于弹性工作状态,具有足够的强度和刚度。对管壁采用内加劲肋方式处理后,截面承载能力提高20%左右,采用内桁架对管壁进行处理也可改善截面的应力分布,但在设计荷载作用下的效果并不显著。建议设计中采用内加劲肋对管壁加劲,提高构件的安全储备。
多辊滚模拔制异型钢管 多辊滚模拔制异型钢管
格式:pdf
大小:145KB
页数:未知
4.5
本技术采用的滚模是由多个自由辊子组成一个变形区,由于多辊滚模速度差小和摩擦阻力小,从而可以较显著地减少拔制应力和不均匀变形,为拔制高精度和高光洁度异型管创造了有利条件。其特点是可提高工具
异型钢管焊接工艺点滴 异型钢管焊接工艺点滴
格式:pdf
大小:298KB
页数:未知
4.6
异型钢管能够采用φ0.8mm细丝co_2气电焊,装配时要留有0.5~1mm的间隙,特别要注意焊缝对中,消除未焊透缺陷。
异型钢管变曲率弯曲模具的设计 异型钢管变曲率弯曲模具的设计
格式:pdf
大小:285KB
页数:未知
4.6
1前言由于异型钢管具有较高的强度和刚度,因而普遍使用异型钢管作客车骨架构件已是汽车制造业的发展方向。图1所示零件为
双刃切刀在异型钢管切断模中的应用 双刃切刀在异型钢管切断模中的应用
格式:pdf
大小:392KB
页数:未知
4.7
叙述了异型钢管切断模的设计、工件受力、一模多用,使用气动夹紧以及改进措施,经过几年的生产实践证明,该模具工作效率高,节省费用,达到了预期的效果。
冷拔异型钢管相关
文辑推荐
知识推荐
百科推荐


职位:公路造价工程师
擅长专业:土建 安装 装饰 市政 园林


