

冷拔无缝钢管残余应力测量的杂交实验方法
格式:pdf
大小:724KB
页数:4P
人气 :89
 4.5
4.5
提出了一种数值模拟和实验杂交的实验方法,测量了钢管内表面的残余应力。采用非线性有限元法模拟了冷拔钢管的成型过程,得到了钢管脱模以后的残余应力,通过释放切口处单元的刚度模拟了含有残余应力钢管的切割过程,研究了切割方法对残余应力的影响,数值计算和实验结果表明切割方法对二次残余应力有很大影响。采用X射线测量仪测量了钢管内表面的残余应力。研究结果表明,计算结果基本符合实验结果,误差可以被工程接受。



冷拔无缝钢管和热拔无缝钢管的区别
冷拔钢管和热钢管的区别 1)热加工和冷加工的区别 热轧是热加工,冷拔是冷加工 (2)主要区别: 热轧是在再结晶温度以上进行轧制,冷轧为在再结晶温度以下轧制; 冷轧有的时候也会有加温的,但是温度比较低,因为冷轧之后会产生加 工硬化,如果对于材料的成型要求比较高,还要进行退火。 冷轧和热轧一般是板材或者型材,而冷拔一般是圆柱截面的线材。另外 热轧板材一般是合金含量较高,强度较高的钢材,而冷轧则是低碳低合金 的钢材,通过冷轧可以提高强度,保证材料表面质量。 冷拔无缝钢管和热轧无缝钢管的区别和板材不同。 无缝钢管是因其制造工艺不同,分为热轧(挤压)无缝钢管和冷拔(轧)无 缝钢管两种。 冷拔(轧)管又分为圆形管和异形管两种: 冷拔钢管一般需要多次拉拔,在每次拉拔之间要有相应的去应力退火, 保证下一次的冷拔顺利进行。从外表看冷轧无缝钢管往往是小直径的,热 轧无缝钢管往往是大直径的。冷
编辑推荐下载
冷拔无缝钢管技术操作规程
格式:pdf
大小:65KB
页数:10P
4.5
第1页共10页 冷拔无缝钢管 技术操作规程 文件名称:工艺文件文件编号:**-jw-03-03 编制:审核: 会签:标准化: 批准: 2014年5月 第2页共10页 1.适应范围:本规程规定了************有限公司冷拔工艺技术内容及要求。 2.工艺流程: 管料——打头——酸洗——清洗——磷化——清洗——皂化—拔制 ———热处理——矫直——切割——检验——成品——打包入库 3.产品规格范围及主要钢种 3.1规格范围 目前产品主要范围为:外径10—102,壁厚1—14 3.2钢种范围 10、20、35、45、q345b、20cr、40cr、30crmo、42crmo、37mn5等 4.打(改)头 4.1设备: 150公斤空气锤3台、轧尖机3台、65公斤空气锤1台、160吨磨擦压力机
冷拔无缝钢管残余应力测量的杂交实验方法热门文档

冷拔无缝钢管主要检验参数
格式:pdf
大小:20KB
页数:1P
4.4
序 号 检验/试验 项目 检验/试验方法检验/试验工具检验/试验依据质量记录责任部门 1外径、壁厚用规定的工量具测量游标卡尺、壁厚千分尺产品标准、用户要求成品检验日报表 成 品 检 验 组 2长度、弯曲度用规定的工量具测量卷尺、直尺、产品标准、用户要求成品检验日报表 3表面质量逐支目测眼睛产品标准成品检验日报表 4涡流探伤逐支探伤涡流探伤机gb/t7735-2004涡流探伤报告 探 伤 组 5超声波探伤逐支探伤超声波探伤机gb/t5777-1996超声波探伤报告 6水压试验逐支水压试验电动试验泵 gb/t241-90(用户要 求) 水压试验报告 7光谱检测逐支光谱试验光谱试验仪产品标准光谱分析报告 8化学元素分析按批送样直读光谱产品标准、用户要求化学分析报告理化室 9金相试验按批送样布氏硬
冷拔无缝钢管热镀锌生产工艺
格式:pdf
大小:9KB
页数:2P
4.4
目前冷拔无缝钢管热镀锌生产工艺 镀锌冷拔无缝钢管具有较强的耐腐蚀性和强度、刚度,广泛应用于煤气、暖气和水的运送管道。工 艺流程为:黑管——碱洗——水洗——酸洗——清水漂洗——浸助剂——烘干——热浸镀锌——外吹—— 内吹——空冷——水冷——钝化——水漂洗——查验——称重——入库。详细为: 1、镀前处置工序 有碱洗、酸洗、漂洗、浸助剂、烘干5个工序。 1)有些冷拔无缝钢管外表有油污,需进行碱洗。 2)选用盐酸进行酸洗,以去掉冷拔无缝钢管外表的氧化皮。 3)为除掉冷拔无缝钢管外表附着的残酸及铁盐,需对冷拔无缝钢管进行2次漂洗。 4)助熔剂作用是从冷拔无缝钢管外表除掉一切杂质,确保冷拔无缝钢管与锌液洁净触摸,构成杰出镀层。 5)为避免冷拔无缝钢管浸入锌锅发作放炮表象,需对涂上熔剂的冷拔无缝钢管进行烘干,烘干温度在 120-200℃,时刻不低于150s。 2、热浸镀锌工序
精密无缝钢管和冷拔无缝钢管的区别
格式:pdf
大小:19KB
页数:3P
4.6
一、精密无缝钢管和无缝钢管得区别: 1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。 2、精密无缝钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。 二、精密无缝钢管得特点: 1.外径更小。 2.精度高可做小批量生产。 3.冷拔成品精度高,表面质量好。 4.钢管横面积更复杂。 5.钢管性能更优越,金属比较密。 三、用途: 用于机械结构、液压设备、汽车配件等。 四、精密无缝钢管交货状态: 交货状态代号说明 冷加工/硬bk最后冷加工之后不进行热处理,从而管子只可进行很小的变形 冷加工/软bkw最后热处理之后进行小变形量的冷加工,对钢管端部加工时 允许有限的冷变形(例如:弯曲、扩口) 冷加工后消除应力退火bks最后冷加工后在ac1以下进行退火,以消除冷加工应力 退火gbk最后冷加工之后,钢管在保护气体下进行的完全退
冷拔无缝钢管和热拔无缝钢管的区别(20201027200623)
格式:pdf
大小:84KB
页数:8P
4.7
冷拔无缝钢管和热拔无缝钢管的区别 1)热加工和冷加工的区别 热轧是热加工,冷拔是冷加工 (2)主要区别: 热轧是在再结晶温度以上进行轧制,冷轧为在再结晶温度以下轧制; 冷轧有的时候也会有加温的,但是温度比较低,因为冷轧之后会产生加 工硬化,如果对于材料的成型要求比较高,还要进行退火。 冷轧和热轧一般是板材或者型材,而冷拔一般是圆柱截面的线材。另外 热轧板材一般是合金含量较高,强度较高的钢材,而冷轧则是低碳低合金 的钢材,通过冷轧可以提高强度,保证材料表面质量。 冷拔无缝钢管和热轧无缝钢管的区别和板材不同。 无缝钢管是因其制造工艺不同,分为热轧(挤压)无缝钢管和冷拔(轧)无 缝钢管两种。 冷拔(轧)管又分为圆形管和异形管两种: 冷拔钢管一般需要多次拉拔,在每次拉拔之间要有相应的去应力退火, 保证下一次的冷拔顺利进行。从外表看冷轧无缝钢管往往是小直径的,热 轧无缝钢管往往是
 用有限元方法分析无缝钢管的淬火残余应力
用有限元方法分析无缝钢管的淬火残余应力 用有限元方法分析无缝钢管的淬火残余应力
格式:pdf
大小:590KB
页数:4P
4.7
利用有限元分析软件msc.marc模拟无缝钢管淬火过程,分析了淬火残余应力的分布情况,得到了残余应力按照温度梯度沿半径方向分层分布的规律。研究了在改变加热温度和冷却速度的情况下,淬火残余应力的变化规律,达到减小淬火过程中产生的残余应力,提高无缝钢管的机械性能,寻求最优淬火条件的目的。
冷拔无缝钢管残余应力测量的杂交实验方法精华文档
API油管用J55钢级冷拔无缝钢管研制 API油管用J55钢级冷拔无缝钢管研制
格式:pdf
大小:245KB
页数:6P
4.7
介绍了api油管用j55钢级冷拔无缝钢管的产品供货技术要求、试制工艺及质量控制、最终试制结果,对工艺及质量控制过程中-76二穿机组的技术创新及优化设计进行了较详细的论述。
小口径冷拔无缝钢管生产现状及技改方案 小口径冷拔无缝钢管生产现状及技改方案
格式:pdf
大小:227KB
页数:5P
4.7
分析了国内小口径冷拔无缝钢管的现状和存在的问题,提出了采用mini型连轧技术生产小口径无缝钢管的技术方案,通过其质量和成本的对比,得出改造的技术可行性。
毕业设计论文:冷轧冷拔无缝钢管车间设计
格式:pdf
大小:598KB
页数:90P
4.7
毕业设计论文 冷轧冷拔无缝钢管车间设计 摘要 本毕业设计论文,设计内容为冷轧冷拔无缝钢管车间,车间年产量18000吨,成品规格 为φ125~18×3.5~6.5×12000~3000mm。具体生产的产品类型有结构用无缝钢管,石油裂 化用无缝钢管。主要设计步骤有:根据当前市场对各种产品的需求,编制产品方案;具体内 容包括:确定各种产品的年产量,材质和钢管种类;根据产品方案、产品质量和车间生产率 的要求制定生产工艺流程;根据产品产品尺寸规格选择主要设备和辅助设备;然后进行工艺 计算和编制金属平衡表及生产工艺流程定额卡;随后进行变形工具设计;计算设备负荷率; 其后比较重要的一步是设计车间布局图;最后计算车间劳动组织及主要经济指标和投资概 算。至此,本次设计的内容已全部完成。设计期间,采用了计算机辅助计算机作图。 【关键词】冷轧,冷拔,车间,设备,无缝钢管 abstract

GB3639-2008精密冷拔无缝钢管
格式:pdf
大小:5KB
页数:2P
4.7
gb/t3639精密 分类 精密无缝钢管,精密液压无缝钢管,冷拔精密无缝钢管,冷轧精密无缝钢管,高精密无缝钢 管,精密光亮无缝钢管。规格从φ3×0.4-φ120×12,精度可达±0.025,粗糙度(ra) 可达1.6-0.8-0.2。用于汽缸及液压缸缸体的精密珩磨管与挤压管不锈钢绗磨管。还可生 产各种复杂断面组合的厚薄精密异型管,内外直齿管、螺旋齿管。以及纵向直径壁厚尺寸不 等的异型管。 主要品种 din/en系列高精度精密光亮无缝钢管、液压系统专用、汽车制造专用钢管 主要标准 din2391,din2445,en10305,???gb/t3639?gb8713.......... 主要材质 st35(e235)、st37?、st45(e255)、st52(e355)、10#、20#、35#、45#......... 相关材质:结构用无缝钢管材
冷拔无缝钢管残余应力测量的杂交实验方法最新文档
常用冷拔无缝钢管规格表
格式:pdf
大小:23KB
页数:1P
4.6
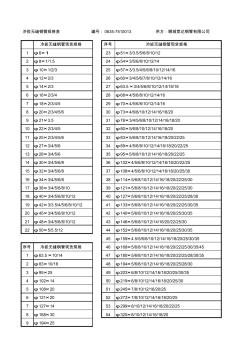
冷拔无缝钢管现货规格序号冷拔无缝钢管现货规格 1φ6×123φ51×3/3.5/5/6/8/10/12 2φ8×1/1.524φ54×3/5/6/8/10/12/14 3φ10×1/2/325φ57×3/3.5/4/5/6/8/10/12/14/16 4φ12×2/326φ60×3/4/5/6/7/8/10/12/14/16 5φ14×2/327φ63.5×3/4/5/6/8/10/12/14/16/18 6φ16×2/3/428φ68×4/5/6/8/10/12/14/16 7φ18×2/3/4/529φ70×4/5/6/8/10/12/14/16 8φ20×2/3/4/5/630φ73×4/6/8/10/12/14/16/18/20 9φ21×3.531φ76×3/4/5/6/8/10/12/14/16/18/
外观如何区分热轧无缝钢管和冷拔无缝钢管和冷轧无缝钢管
格式:pdf
大小:2.7MB
页数:3P
4.8
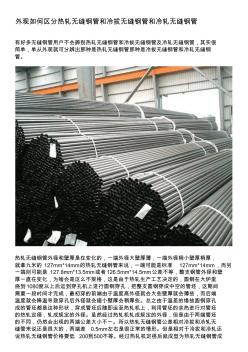
外观如何区分热轧无缝钢管和冷拔无缝钢管和冷轧无缝钢管 有好多无缝钢管用户不会辨别热轧无缝钢管和冷拔无缝钢管及冷轧无缝钢管,其实很 简单,单从外观就可分辨出那种是热轧无缝钢管那种是冷拔无缝钢管和冷轧无缝钢 管。 热轧无缝钢管外径和壁厚是在变化的,一端外径大壁厚薄,一端外径稍小壁厚稍厚, 就拿九米的127mm*14mm的热轧无缝钢管来说,一端可能是标准127mm*14mm,而另 一端则可能是127.8mm*13.5mm或者126.5mm*14.5mm公差不等,整支钢管外径和壁 厚一直在变化,为啥会是这么不规格,这是由于热轧生产工艺决定的,圆钢在大炉里 烧到1080度以上后运到穿孔机上进行圆钢穿孔,把整支圆钢穿成中空的管坯,这期间 需要一段时间才完成,最初穿的前端由于温度高外径就会大些壁厚就会薄些,而后端 温度就会降温导致穿孔后外径就会缩小壁厚会稍厚些。总之由于温差的缘故圆钢穿孔 成的管坯

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*

无缝钢管冷拔冷轧道次计算方法
格式:pdf
大小:8KB
页数:4P
4.4
无缝钢管冷拔冷轧道次计算方法 制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流 程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必 须对它的生产工艺流程、变形参数和加工设备选择等有一个 明确的规定,作为组织生产和进行操作的依据,这项工作就 是编制工艺程序表。根据所采用的冷加工方法,工艺程序表 可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及 轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧 冷拔生产特点是多工序和循环性,而且品种很多,为了使生 产能合理和有秩序地进行,编制工艺程序表是很重要的。工 艺程序表的内容包括有:管料尺寸,变形方式和道次,每道 次的变形量及变形后管子尺寸,选用的加工设备、辅助工序 和工模具类型等。编制工艺程序表时,除根据材料加工特性 和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷 轧机组都有根据自己生产条件制定的工艺程序表,并且
无缝钢管质量检验方法 (3)
格式:pdf
大小:6KB
页数:2P
4.5
1.化学成分分析:化学分析法、仪器分析法(红外c—s仪、直读光谱仪、zpc等)。 ①红外c—s仪:分析铁合金,炼钢原材料,钢铁中的c、s元素。 ②直读光谱仪:块状试样中的c、si、mn、p、s、cr、mo、ni、cn、a1、w、v、ti、b、 nb、as、sn、sb、pb、bi ③n—0仪:气体含量分析n、o 2.钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板。 3.钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 聊城泰佑启金属0635-7779210
冷拔无缝钢管对锯机的改进 冷拔无缝钢管对锯机的改进
格式:pdf
大小:94KB
页数:未知
4.6
冷拔中间管的切断作业(即对锯)是较重要的辅助工序之一。为提高锯切管的定尺精度,减轻劳动强度,提高切管效率,山东烟台钢管总厂设计制造了1台对锯机。使用情况表明,该对锯机操作方便,定尺准确率高,锯片损耗少,劳动强度低,满足生产要求。
无缝钢管质量检验方法
格式:pdf
大小:6KB
页数:2P
4.4
1.化学成分分析:化学分析法、仪器分析法(红外c—s仪、直读光谱仪、zpc等)。 ①红外c—s仪:分析铁合金,炼钢原材料,钢铁中的c、s元素。 ②直读光谱仪:块状试样中的c、si、mn、p、s、cr、mo、ni、cn、a1、w、v、ti、b、 nb、as、sn、sb、pb、bi ③n—0仪:气体含量分析n、o 2.钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板。 3.钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 聊城泰佑启金属0635-7779210
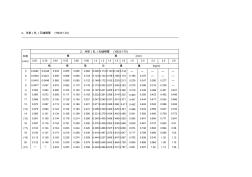
2、冷拔(轧)无缝钢管
格式:pdf
大小:369KB
页数:20P
4.4
2、冷拔(轧)无缝钢管(yb231-70) 外径 (mm) 2、冷拔(轧)无缝钢管(yb231-70) 壁厚(mm) 0.250.300.400.500.600.801.01.21.41.51.61.82.02.22.52.8 钢管理论重量(kg/m) 50.02920.03480.0450.0550.0650.0830.0990.1120.1240.1290.134 60.03540.04210.0550.0680.0800.1030.1230.1420.1590.1660.1740.1860.197 70.04160.04960.0650.0800.0950.1220.1480.1720.1930.2030.2130.2300.2470.2600.277
 深入了解无缝钢管:无缝钢管的应用与维护技巧
深入了解无缝钢管:无缝钢管的应用与维护技巧 深入了解无缝钢管:无缝钢管的应用与维护技巧
格式:doc
大小:15KB
页数:3P
4.8
无缝钢管作为一种重要的钢材类型,广泛应用于各个行业。无论是输送流体还是制造结构件和机械零件,无缝钢管都发挥着不可替代的作用。
3、无缝钢管
格式:pdf
大小:118KB
页数:6P
4.6
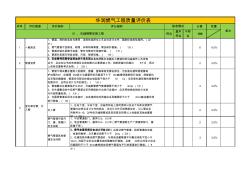
序号评价维度评价指标评分细则分值权重 符合 基本 符合 不符 合 100 1一般规定66.0% 2焊接资质22.0% 44.0% 引入管 1、在地下室、半地下室、设备层和地上密闭房间以及地下车库安装燃气 管道时应符合设计文件的规定;当设计文件无明确规定时,引入管应采 用钢号为10、20号的无缝钢管或具有同等及同等以上性能的其他金属管 材;(2分) 22.0% 燃气管道与室外 门、窗、排烟口 安全间距 1、中压管道距门、窗洞口≥0.5米 2、低压管道距门、窗洞口≥0.3米(燃气管道距生产厂房建筑物门、窗 距离不限) 3、距热水器排烟口≥0.5米(2分) 22.0% 燃气管道其他管 道安全间距 1燃气管道与相邻管道水平敷设时,应保证燃气管道、相邻管道的安装 、检查和维修,交叉敷设间距不小于2cm。(2分) 2、在建筑物外敷设燃气管道时,与其他金属管道平
冷拔无缝钢管残余应力测量的杂交实验方法相关
文辑推荐
知识推荐
百科推荐


职位:安全资料员
擅长专业:土建 安装 装饰 市政 园林


