

烤漆板制作工艺流程
格式:pdf
大小:6KB
页数:3P
人气 :60
 4.3
4.3
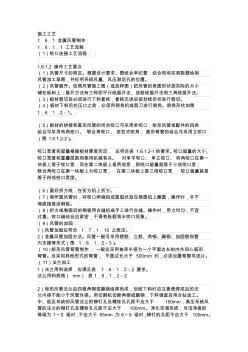
1 / 3 烤漆板制作工艺流程 板材的烤漆工艺,在制作展柜上经常要用到,烤漆柜不但漂亮,而且给人 感觉很高档,所以烤漆板是展柜制作中的宠妃。下面看看它的施工流程: 一: 施工要点 a、清油涂刷的施工规范 打磨基层是涂刷清漆的重要工序 ,应首先将木器表面的尘灰、油污等杂质清 除 干净。上润油粉也是清漆涂刷的重要工序 ,施工时用棉丝蘸油粉涂抹在木器 的表面 上 ,用手来回揉擦 ,将油粉擦入到木材的察眼内。涂刷清油时 ,手握油刷要轻松 自然 ,手指轻轻用力 ,以移动时不松动、不掉刷为准。涂刷时要按照蘸次要多、每 次少蘸 油、操作时勤 ,顺刷的要求 ,依照先上后下、先难后易、先左后右、先里后外 的顺序 和横刷竖顺的操作方法施工。 b、木质表面混油的施工规范 基层处理时 ,除清理基层的杂物外 ,还应进行局部的腻子嵌补 ,打砂纸时应顺着 木纹打磨。在涂刷面层前 ,应用漆片 (虫胶漆 )对有较大色差和木




烤漆板
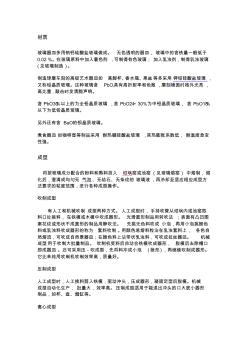
烤漆板 在mdf(密度板)进行喷漆后经烘房加温干燥工艺处理门板优点:色彩艳丽,光亮,平滑。 缺点:工序多,加工时间长,表面容易划伤,光泽度保持时间短,使用一段时间后会与空气 发生氧化而变色,重新补做会有色差,生产过程中因大量使用油漆而会释放有毒物质。 实木门板 分两种,一是由多块实木拼接而成,二是mdf(密度板)表面贴实木皮。优点:崇尚自然,高贵、豪华、 环保。缺点:表面的油漆容易刮花,保养难度高,温度和湿度的变化容易使实木变形、开裂。 模压门板 模压橱柜的优点 因为模压板所显示出来的颜色及纹理是由表面压覆的 pvc膜皮所决定的,所以模压板的颜色及纹理比较丰富,可选择的余地比较大,基本上可以足 不同客户对色彩的要求.因为中密度纤维板的可造性,模压板表面可以做成各种立体造型, 能够满足不同客户对风格的不同需求.由于模压板经过吸塑模压后能将门板四边封住一体, 不
烤漆板的特性
烤漆板的特性: 1、烤漆板的耐磨性能欠佳,这是由于它们表面光滑,所以使用中的划擦会在面板上留下痕迹。2、 烤漆板有很好的耐水防潮性能。3、烤漆板的耐高温性能一般,这是因为它们受热后会产生变色现象,但 几分钟后变色情况有很大改善基本能恢复到原来的状态。 目前烤漆板多用于橱柜制作,也有一些装饰饰面和家俱开始使用烤漆板,但总体用量不大预计很快 会被其它新型装饰材料替代。 静电喷漆其原理与静电除尘相同,是利用高压所形成的静电场来进行喷漆的新技术。它与人工喷漆 相比具有效率高,浪费少,质量好,有利于工人健康等优点。图是一种旋杯式静电喷漆装置示意图。油漆 通过输漆管a进入高速旋转的金属杯b,从喷杯喷出的油漆,由于喷杯的高速旋转而被雾化。油漆雾粒子 因喷杯接负高压(60—120kv)而带负电,互相排斥均匀散开,同时,在电场力的作用下,向接正高压的工件 c飞去,被吸附
编辑推荐下载
 金属压型烤漆板、复合板
金属压型烤漆板、复合板 金属压型烤漆板、复合板
格式:pdf
大小:175KB
页数:1P
4.5
最近,由辽宁省锦州东电新型建材厂开发、生产的金属压型烤漆板和金属压型复合板两种新产品填补了国内空白。产品采用国际标准生产,达到了国际先进水平。金属压型烤漆板是由0.5~1.2mm薄钢板压制成型后,经防腐处理、静电喷涂、远红外线烘烤而成的新型彩色建筑板材。它可取代传统的砖瓦砂石,主要作墙板、楼板、屋面板。它具有体轻、施工方便、安装速度
多层实木烤漆板简介
格式:pdf
大小:1.1MB
页数:3P
4.8
多层实木烤漆板简介:多层实木烤漆板是以大芯板作为芯材中心层,桉木加强肌筋平衡结构为肌筋层,实木簿板紧密 精致附合为面平整层,高档精选木皮贴面为面层,先进自动化uv漆为漆膜保护层,多层纵横胶合成型。环保,稳定, 性价比高。 材好芯更好 优质原生实木基材 实木木皮表层 均以高档精选的木皮贴面,保留着原生珍贵树种独特的纹理、管孔。并散发着来自大自然深处清郁的树香。 进口北美针叶树芯材 60-120年以上的北美优质针叶树作为芯材,通过机器整张拼接,并有严格的品控标准。具有防虫、防腐功能,不易翘曲变形。 按树加强内层 桉木单板作为平衡结构,强化技术处理。 静曲强度≥32.6mpa,握螺钉力≥1757n。 优于普通大芯板两倍以上。 双面uv烤漆工艺 免漆施工,省出好品质 无尘烤漆作业 森驰多层实木烤漆板,为了保证油漆品质,严格执行无尘烤漆现场作业管理。 6次烤漆标准 森驰多层
烤漆板制作工艺流程热门文档
烤漆工艺流程及特殊工艺改善
格式:pdf
大小:98KB
页数:10P
4.7
烤漆工艺 喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防 腐,漂亮美观并具有标志的作用。进行在喷漆、喷塑前必须进行前处 理,在前处理作必要的整体检查,并按工艺作局部修整。 一、前处理工艺流程简图 预处理→除油→水洗→除锈→水洗→磷化→干燥→喷塑(喷漆) 二、前处理工艺规范及操作规程 2.1、生产线布局: 槽体功能:除油---水洗---除锈----水洗----水洗----磷化----水洗---喷塑(喷漆) 2.2、预处理: 2.2.1根据具体生产现场的条件及处理工件表面状况不同,而采取 的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控 制因素,维护化学制剂的使用寿命。如:对于被处理新产品表面过多 的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品 进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩空气 清除锈尘。
板房制作工艺流程
格式:pdf
大小:12KB
页数:5P
4.3
______________________________________________________________________________________________________________ 精品资料 板房制作工艺流程 一、主体框架 (一)底座部分 1、将工字钢按照要求进行画线、下料、切割,与钢管组对成撬座,进行焊接、 除锈、磷化、刷涂防腐漆。 2、槽钢、方钢、角钢按图纸要求进行画线下料、切割、组对成营房座架校对后 进行焊接。 3、将营房底架与撬座进行组对、校正,同时采用角钢以斜支撑的方式进行加固。 4、用槽钢、角钢及钢板剪切后的钢条进行组对,制作成踏梯、校对、焊接后与 底座进行联接。 5、2mm钢板剪切、折弯、压型后铺到营房座底部并与其进行断续焊接。 6、整体焊接,经检验合格后进行打磨、磷化、除锈后进行喷涂防锈底漆。 (二)、屋架部分 1、将方管按要求
烤漆板和uv高光板是怎么做成的
格式:pdf
大小:20KB
页数:3P
4.6
烤漆板和uv高光板是怎么做成的。它们之间有什么共同和不同点 烤漆板的基材一般为中密度板或高密度板,表面经过六-九次打磨(不一样的厂家次数不同,次数越 多工艺要求越高,成本也就越高)、上底漆、烘干、抛光(三底、二面、一光)高温烤制而成,分亮光、 亚光及金属烤漆三种,烤漆板的特点是色泽鲜艳易于造型,具有很强的视觉冲击力,非常美观时尚 且防水性能极佳,抗污能力强,易清理。使用时也要精心呵护,怕磕碰和划痕,一旦出现损坏就很 难修补,要整体更换;油烟较多的厨房中易出现色差。比较适合对外观和品质要求比较高,追求时 尚的年轻高档消费者。金属烤漆是用汽车漆,效果更好,遗憾得是可先的颜色不多。 优缺点:耐磨性一般,耐高温性一般,耐水性好。对色彩要求高,追求时尚的消费者可以选择烤漆 板。 uv漆是ultravioletcuringpaint的英文缩写,即紫外光固化漆,也称光引发涂
金属件烤漆工艺流程()
格式:pdf
大小:11KB
页数:6P
4.8
金属件烤漆工艺流程 一、底材:? 五金件烤漆的底材有: ?冷轧钢板冲压件或板材? 镀锌钢板冲压件或板材 ?镁合金冲压件或板材? 铝合金冲压件或板材? 不过烤漆工艺是大同小异的 ?二、五金烤漆流程:? 前处理→.烘干→底漆涂装→烘烤→面漆涂装→烘烤→检查→包装? 三、表面预处理:? (1)1?除油;2?水洗;3?除锈;4?水洗;5?表调;6?水洗;7?磷化;8?水洗;9? 水洗;10?烘干;? (2)前处理的目的与重要性:? 前处理的目的是为了得到良好的涂层,由于以上的冲压件在制造、加工搬运、保 存期间会有油脂,氧化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直接 影响到涂膜的性能,外观等,所以前处理在涂装工艺中占有极为重要的地位。?? (3)前处理的意义:? ????涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中
烤漆板制作工艺流程精华文档
汽车烤漆工艺流程
格式:pdf
大小:7KB
页数:4P
4.4
浦沅50吨吊车喷漆工艺流程 车牌号:;车架号: 一、底材。车辆底材有:车身钢、塑钢等板材。首先由钣金技师对车 局部变形部位进行整形校正; 二、喷漆流程: 前处理→修整→底漆涂装→面漆涂装→补漆→检查→完工 三、前处理: 前处理的目的与重要性: 前处理的目的是为了得到良好的涂层,由于车体在工作过程中会有油 脂,氧化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直接影 响到涂膜的性能,外观等,所以前处理在涂装工艺中占有极为重要的 地位。 前处理的意义: 涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中涂装前处理 是基础工序,它对整个涂层质量、涂层使用寿命、涂层外观等均有着 重要影响。 通过脱脂、除锈等工序后的工件表面清洁、均匀、无油脂。 1、除油: 主要有矿物油、润滑脂等,比如操作与工作过程中用手摸等油脂使绝 大多数涂料的附着力严重下降,并影响它们的干燥,也使涂层的硬
金属件烤漆工艺流程
格式:pdf
大小:9KB
页数:3P
4.6
一、底材:? 五金件烤漆的底材有: ?冷轧钢板冲压件或板材? 镀锌钢板冲压件或板材 ?镁合金冲压件或板材? 铝合金冲压件或板材? 不过烤漆工艺是大同小异的 ?二、五金烤漆流程:? 前处理→.烘干→底漆涂装→烘烤→面漆涂装→烘烤→检查→包装? 三、表面预处理:? (1)1?除油;2?水洗;3?除锈;4?水洗;5?表调;6?水洗;7?磷化;8?水洗;9?水洗;10? 烘干;? (2)前处理的目的与重要性:? 前处理的目的是为了得到良好的涂层,由于以上的冲压件在制造、加工搬运、保存期间会 有油脂,氧化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直接影响到涂膜的性能, 外观等,所以前处理在涂装工艺中占有极为重要的地位。?? (3)前处理的意义:? ????涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中涂装前处理是基础工序,它对 整个涂层质量、涂
烤漆工艺流程(终)
格式:pdf
大小:53KB
页数:5P
4.8
烤漆工艺流程 一、底材: 冷轧(镀锌)钢板冲压件或板材 二、五金烤漆流程: 前处理、烘干、底漆涂装、烘烤、面漆涂装、烘烤、检查、包装 三、表面预处理: (1):1除油;2水洗;3除锈;4水洗;5表调;6水洗;7磷化; 8水洗;9水洗;10烘干; (2)前处理的目的与重要性: 前处理的目的是为了得到良好的涂层,由于以上的冲压件在制 造、加工搬运、保存期间会有油脂,氧化物锈皮,灰尘,锈及腐蚀物 等在表面上,若不去除将直接影响到涂膜的性能,外观等,所以前处 理在涂装工艺中占有极为重要的地位。 (3)前处理的意义: 涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中涂装前 处理是基础工序,它对整个涂层质量、涂层使用寿命、涂层外观等均 有着重要影响通过脱脂、除锈、磷化等工序后的工件表面清洁、均匀、 无油脂。 1、除油 主要有矿物油、润滑
烤漆门工艺流程(详图分解)
格式:pdf
大小:2.7MB
页数:6P
4.5
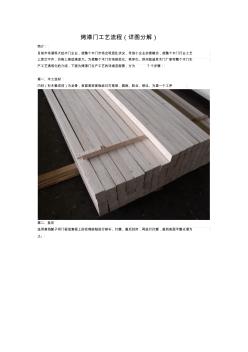
烤漆门工艺流程(详图分解) 简介: 目前市场涌现大批木门企业,使整个木门市场出现混乱状况,导致小企业抄袭模仿,使整个木门行业工艺 上层次不齐,价格上高低落差大。为使整个木门市场规范化、秩序化、郑州蓝迪思木门厂家将整个木门生 产工艺透明化的介绍,下面为烤漆门生产工艺的详细流程图,分为7个步骤: 第一、木工选材 内材(杉木集成材)为龙骨,表面高密度板经过打框架,裁板、胶合、修边、为第一个工序 第二、批灰 选用高档腻子将门板或套板上的纹理缺陷进行修补、打磨、最后封闭,再进行打磨,直到表面平整光滑为 止。 第三、贴纸或贴木皮 首先将门板或套板上的杂物进行处理和修正之后,用高档的胶和上等的木纹纸或原木皮进行人工贴合,直 至表面平整无气泡。 第四、喷底漆 将贴过纸皮或木皮的门板和套板进行第二次封底。将达到门面、漆面成型的80% 第五、细磨 首先用不懂标号的砂纸进行打磨、将表面细致抛光 第六喷面漆
烤漆工艺设计制作流程
格式:pdf
大小:91KB
页数:8P
4.4
范文 烤漆工艺流程 喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防 腐,漂亮美观并具有标志的作用。进行在喷漆、喷塑前必须进行前处 理,在前处理作必要的整体检查,并按工艺作局部修整。 一、前处理工艺流程简图 预处理→除油→水洗→除锈→水洗→磷化→干燥→喷塑(喷漆) 二、前处理工艺规范及操作规程 2.1、生产线布局: 槽体功能:除油---水洗---除锈----水洗----水洗----磷化----水洗---喷塑(喷漆) 2.2、预处理: 2.2.1根据具体生产现场的条件及处理工件表面状况不同,而采取 的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控 制因素,维护化学制剂的使用寿命。如:对于被处理新产品表面过多 的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品 进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩
烤漆板制作工艺流程最新文档


彩图玻璃的制作工艺流程
格式:pdf
大小:193KB
页数:1P
4.3
清洁玻璃先用双飞粉将玻璃表面擦干净同时又去除了玻璃表面的水分湿气,然后用干净、干燥的布将玻璃表面抹净,保证玻璃表面无尘干燥,以免造成涂层脱离现


钢管桩制作工艺流程
格式:pdf
大小:1.0MB
页数:3P
4.7
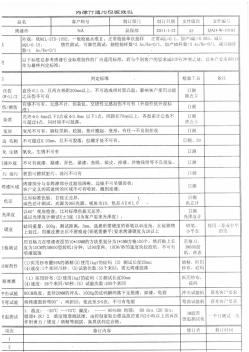
文档 螺旋钢管制作工艺 螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双 面埋弧焊工艺焊接而成的螺旋缝钢管. 一、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检 验(以q345b为例q—钢的屈服强度的“屈”字汉语拼音的首位字母; 345—屈服强度数值,单位mpa;b—质量等级为b级。)。 1q345b化学成分c:≤0.20%,si≤0.50%,mn:≤1.70%,p≤0.035%, s:≤0.035%,nb≤0.07%,v:≤0.15%,ti≤0.20%,cr≤0.30%,ni:≤0.50%, cu:≤0.30%,n:≤0.012%,mo:≤0.10% 2q345b力学性能屈服强度:≤16mm:≤345,16-40mm:≤335,40-63mm: ≤325,63—80mm:≤315,80—100m:≤305,100—150mm:≤285,

风管制作工艺流程 (2)
格式:pdf
大小:15KB
页数:1P
4.7
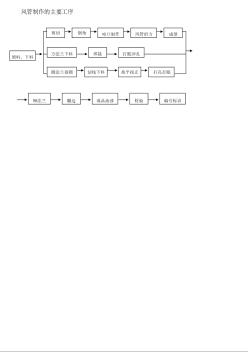
风管制作的主要工序 领料、下料 剪切倒角咬口制作 方法兰下料焊接打眼冲孔 风管折方成型 铆法兰翻边成品油漆检验编号标识 圆法兰卷圆划线下找平找打孔打眼
风管制作工艺流程
格式:pdf
大小:37KB
页数:4P
4.6
施工工艺 1.6.1金属风管制作 1.6.1.1工艺流程 (1)咬口连接工艺流程: 1.6.1.2操作工艺要点 (1)风管尺寸的核定。根据设计要求、图纸会审纪要,结合现场实测数据绘制 风管加工草图,并标明系统风量、风压测定孔的位置。 (2)风管展开。依照风管施工图(或放样图)把风管的表面形状按实际的大小 铺在板料上;展开方法有三种即平行线展开法、放射线展开法和三角线展开法。 (3)板材剪切前必须进行下料复核,复核无误后按划线形状进行剪切。 (4)板材下料后在压口之前,必须用倒角机或剪刀进行倒角。倒角形状如图 1.6.1.2-1。 (5)板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角 组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬口 (图1.6.1.2-2)。 咬口宽度和留量根据板材厚度而定,应符合表1.6.1.2-1的要求。咬口留量


铜门制作工艺流程
格式:pdf
大小:13KB
页数:2P
4.6
重庆富瑞铜精典装饰工程有限公司 铜门制作工艺流程 一、排料、剪折板 根据订单计算铜板、线条、铜花、角铁、方管、油漆木材、五金配件、外协件、包装材料等。 1)门框、门套、门头、门扇铜板剪切->冲孔、打缺口->折弯 2)门扇内骨架铜板剪切->冲孔、打缺口->折弯 3)门框、门套、门头内骨架铁管下料 二、内部钢结构焊接 1)门扇骨架组装焊接->填门芯材料->加焊锁、铰链等加强板->打磨处理 2)门框、门套、门头铁管骨架组装焊接->打磨处理 三、铜板氧化着色及防氧化处理 铜板、料型、花件及线条等做打磨处理->上色->喷漆->进烤箱 四、门扇组装 1)门扇骨架订木板->四边铜边料组装->线条及其它铜板装饰组装->花件组装 2)门套、门头骨架订木板->门套、门头、铜板、线条组装、花件组装 五、五金件装配 1)五金件开孔->打固定螺丝孔、攻丝 2)五

螺栓球加工制作工艺流程
格式:pdf
大小:282KB
页数:8P
4.8
江苏鑫鹏建设科技有限公司 材料检验 毛坯下料 料块加热 锻造成型 热处理 毛坯球检验 基准面切削 基准孔加工 螺孔平面切削 螺孔加工 编号、标识 螺栓球喷涂及发货 过程监测 检测平面度 网架螺栓球加工制作工艺流程 一、螺栓球加工制作工艺流程图 江苏鑫鹏建设科技有限公司 45#圆钢 锻前加热坯料 锻后进行预处理 基准面 铣床加工 数控钻床 加工 1.毛坯下料 2.锻造成型 3.基准面加工 5.螺孔平面切削 4.基准孔加工 6.螺孔加工 刻画螺孔 加工线 优质丝攻加 工螺栓孔 江苏鑫鹏建设科技有限公司 二、螺栓球加工工艺 a球坯锻造 根据球径大小,选择不同直径的圆钢下料,料块加热,热锻成型,并回火消除内应力。 节点螺栓球选用优质碳素结构钢(gb/t699-99)规定的45号钢。 b螺孔加工 1)加工基准孔:把球坯夹持在车床卡盘上,按照不同球直径、基准面与球中心线的尺寸关系等 要求,在机床
玻璃制作工艺流程
格式:pdf
大小:13KB
页数:3P
4.4
材质 玻璃器皿多用钠钙硅酸盐玻璃做成。无色透明的器皿,玻璃中的含铁量一般低于 0.02%。在玻璃原料中加入着色剂,可制得有色玻璃;加入乳浊剂,制得乳浊玻璃 (见玻璃制造)。 制造琢磨车刻的高级艺术器皿如高脚杯、香水瓶、果盆等多采用钾铅硅酸盐玻璃, 又称铅晶质玻璃。这种玻璃含pbo,具有高折射率和色散,磨刻棱面时格外光亮, 高比重,敲击时发清脆声响。 含pbo30%以上的为全铅晶质玻璃,含pbo24~30%为中铅晶质玻璃,含pbo18% 以下为低铅晶质玻璃。 另外还有含bao的钡晶质玻璃。 煮食器皿如咖啡壶等制品采用耐热硼硅酸盐玻璃,其热膨胀系数低,耐温度急变 性强。 成型 将按玻璃成分配合的粉料和熟料投入坩埚窑或池窑(见玻璃熔窑)中熔制,熔 化后,澄清成均匀无气泡、无结石、无条纹的玻璃液,再冷却至适应相应成型方 法要求的粘度范围,进行各种
烤漆板制作工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:项目经理施工员
擅长专业:土建 安装 装饰 市政 园林


