

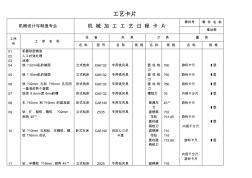
卡片式水表样册-DN80到DN150
格式:pdf
大小:1.6MB
页数:8P
人气 :65
 4.5
4.5
注:以上尺寸数值均为理论值,与实际尺寸存在 1~2mm 误差。 DN150 DN125 103.5 90 212 184 240 210 318 305 22x8 1.5 1.4 1.1 1.2 DN150 250.000 200.0005.000 6.250 8.000 10.000 1.250 1.5625 312.500 250.000 水表 无线抄表 B



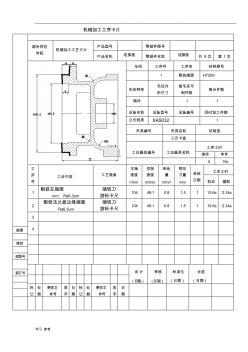
机械加工工序卡片工艺过程卡片
.... 学习.参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号零部件图号 产品名称连接座零部件名称连接座共9页第1页 车间工序号工序名材料牌号 1粗铣端面ht200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式铣床xa50321 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 015s 工 步 号 工步内容工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动辅助 1 粗铣左端面 mmra6.3um 端铣刀 游标卡尺 10449.10.81.5115.6s2.34s 2 粗铣法兰
编辑推荐下载
机械加工工序卡片工艺过程卡片
格式:pdf
大小:347KB
页数:10P
4.5
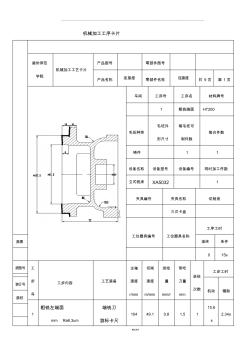
______________________________________________________________________________________________________________ 精品资料 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号零部件图号 产品名称连接座零部件名称连接座共9页第1页 车间工序号工序名材料牌号 1粗铣端面ht200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式铣床xa50321 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 015s 工 步 号 工步内容工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 m
机械加工工艺过程卡片及工序卡片
格式:pdf
大小:883KB
页数:10P
4.4
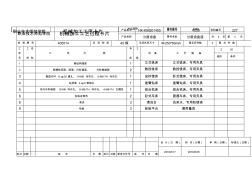
职业技术师范学院机械加工工艺过程卡片 产品型号hk-kih201455零件图号4059资料编号227 产品名称分度齿盘零件名称分度齿盘座共1页第1页 材料牌号405514毛坯种类45钢毛坯外形尺寸φ250*60mm每毛坯件数1每台件数 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1粗铣两端面1立式铣床立式铣床、专用夹具 2粗精铣顶面、底面、内阶梯面、外阶梯端面2数控铣床数控铣床、专用夹具 3粗镗内环6-φ35通孔、10-m6均布孔、6-m6-7h均布孔1坐标镗床卧式镗床、专用夹具 4钻顶面2-φ8锥销孔1摇臂钻床摇臂钻床、专用夹具 5攻内外阶梯面10-m6均布孔、6-m6-7h均布孔、4-m6-7h孔螺
卡片式水表样册热门文档
推动架工序卡片 (3)
格式:pdf
大小:366KB
页数:11P
4.3
河南机电高等专科学校 机电工程系 机械加工工序卡片 工序名称铣端面工序号40 40 零件名称推动架零件号 零件重量0.56kg同时加工零件数 材料毛坯 牌号硬度型号重量 ht200170~220铸铁件0.72kg 设备夹具 名称 辅助 工具名称型号 卧式铣床xa6132专用铣夹具 安 装 工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11铣φ32孔的端面圆柱 铣刀 游标 卡尺 60mm12.5mm0.16mm/z300r/min56.52m /min 4.6 min 设计者指导教师共11页第1页 河南机电高等专科学校 机电工程系 机械加工工序卡片工序名称铣端面工序号50 5
推动架工序卡片
格式:pdf
大小:366KB
页数:11P
4.5
河南机电高等专科学校 机电工程系 机械加工工序卡片 工序名称铣端面工序号40 40 零件名称推动架零件号 零件重量0.56kg同时加工零件数 材料毛坯 牌号硬度型号重量 ht200170~220铸铁件0.72kg 设备夹具 名称 辅助 工具名称型号 卧式铣床xa6132专用铣夹具 安 装 工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11铣φ32孔的端面圆柱 铣刀 游标 卡尺 60mm12.5mm0.16mm/z300r/min56.52m /min 4.6 min 设计者指导教师共11页第1页 河南机电高等专科学校 机电工程系 机械加工工序卡片工序名称铣端面工序号50 5
推动架工序卡片 (2)
格式:pdf
大小:366KB
页数:11P
4.4
河南机电高等专科学校 机电工程系 机械加工工序卡片 工序名称铣端面工序号40 40 零件名称推动架零件号 零件重量0.56kg同时加工零件数 材料毛坯 牌号硬度型号重量 ht200170~220铸铁件0.72kg 设备夹具 名称 辅助 工具名称型号 卧式铣床xa6132专用铣夹具 安 装 工 步 安装及工步说明刀具量具 走刀 长度 走刀 次数 切削 深度 进给量 主轴 转速 切削 速度 基 本 工 时 11铣φ32孔的端面圆柱 铣刀 游标 卡尺 60mm12.5mm0.16mm/z300r/min56.52m /min 4.6 min 设计者指导教师共11页第1页 河南机电高等专科学校 机电工程系 机械加工工序卡片工序名称铣端面工序号50 5
推动架工艺卡和工序卡片
格式:pdf
大小:418KB
页数:13P
4.7
工艺卡片 机械设计与制造专业机械加工工艺过程卡片 零件号零件名称 推动架 工序 号 工序名称 设备夹具刀具量具 名称型号名称规格名称规格名称规格 01 02 03 04 05 06 07 08 09 10 11 机器砂型铸造 人工时效处理 涂漆 铣?32mm孔的端面 铣?16mm孔的端面 铣?32mm孔和?16mm孔在同 一基准的两个端面 铣深9.5mm,宽6mm的槽 车?10mm和?16mm的基准面 钻,扩,粗铰,精铰?32mm, 倒角45° 钻?10mm孔和钻、半精铰、精 铰?16mm的孔 钻,半精铰?16mm,倒角45° 立式铣床 立式铣床 卧式铣床 卧式铣床 卧式车床 立式钻床 卧式车床 立式钻床 xa6132 xa6132 xa61
卡片式水表样册精华文档

工艺卡片样本
格式:pdf
大小:333KB
页数:28P
4.3
工艺规范 产品名称工序名称设备名称编号共16页 工装名称编号第1页 工序简图技 术 标 准 1、下料长度l充差≤2000mm±1mm 2、下料角度90°±0.5° 3、切割后型材断面应平整光洁,外表面清洁无划伤。 操 作 要 求 1、切割前检查设备运转是否正常。 2、装夹注意夹紧力适当,牢固,定位正确,切割过程 中防止型材变形。 3、型材搬取,存放过程中防止型材划伤,磕碰,表面 质量。 4、首件产品严格检查合格后方可生产。 检 验 方 法 1、用钢卷尺检查下料长检 测 工 具 1.钢卷 尺。 2.角度 尺。 不 合 格 品 处 置 度。 2、用角度尺检查下料角 度。 3、目测外观质量。 更改记录编制批准 日期批准审核日期 工艺规范 产品名称工序名称设备名称编号共16页 a

优静射频式IC卡水表
格式:pdf
大小:386KB
页数:2P
4.5
优静射频式ic卡水表 一、产品概述: 优静水表为一体式,一户一表一卡,凭卡用水,卡中数据输入表中, 水表自动开阀供水,用完后自动关阀断水,必须重新购水,方能重新用水。 ic卡还能记录表的运行情况,在管理机或管理软件下将表的总用水量、 总购水、开关阀状态等信息进行管理。智能水表可以提高管理效率, 有效防止欠费,避免上门抄表,实现节约用水。 二、性能特点: 1、掉电保护:在任何时候掉电时,所有数据都会保存到表内储存器中. 2、防磁抗干扰:专利防磁抗干扰技术,计量准确. 3、一卡通:一户一表,记录水流量;支持一卡多表,包括冷热中纯净水表、 电表和气表等.更多产品信息: 4、电池寿命:电池寿命大于6年,电量不足自动关阀并报警提示. 采用双电路设计,可以通过管理部门更换锂电池,也可以用普通干电池. 5、余额报警:当水表中剩余水量(余额)不足时,水表关
IC卡智能水表设计-智能水表ic卡
格式:pdf
大小:620KB
页数:44P
4.5
基于单片机的ic卡智能水表控制系统设计 1 第1章绪论 本章介绍了本研究课题的背景及意义,阐述了其发展状况。对当前水资源形势、传 统水表和ic卡智能水表的特点及其水表的未来发展趋势作了概况。另外,简要说明了 本文所做的工作。 1.1本研究课题的背景及意义 环境与发展,是当今国际社会普遍关注的重大问题,保护环境是全人类的共同任务。 水资源作为生态环境中的重要资源,是人类生活的生产中不可取代的资源,对一个国家 的生存和发展也是极为重要的。水资源是一切生命的源泉,是人类不可缺少的物质条件, 没有水人类就不能生存,没有水人类赖以自下而上的物质生产就不能发展。 目前,我国的水资源问题十分严峻。在我国600多个城市中,目前有400多个城市 供水不足,其中严重缺水的城市有110个,城市年缺水总量达60亿立方米。根据世界 银行的数据,我国人均水资源占有量只有2200立
基于单片机的IC卡智能水表设计
格式:pdf
大小:1.4MB
页数:63P
4.7
i 基于单片机的ic卡智能水表设计 摘要 为适应国家用水制度的改革,研究和利用现代化智能技术对自来水实行自动 控制,减轻供水管理部门因“先供水后收费”造成的资金压力,减少每月抄表、 收费所带来的麻烦和因收费问题带来的纠纷,用现代科学技术手段改变自来水管 理体制的落后现状,势在必行。基于单片机的ic智能水表不但可以提高供水部门 的工作效率,而且在技术上为节约用水、合理用水创造了条件,由于这些特点, 基于单片机的ic智能水表得到了越来越广泛的应用。 本论文主要设计研究基于单片机的ic卡智能水表电路,其主要功能是以 at89c51单片机为核心,实现ic卡的读写,液晶显示的控制,电磁阀的控制,脉 冲的提取,同时具有安全保护电路、记忆单元电路、通信接口电路,完成整个水 表信号的读、写处理,监控水表工作的功能。本文对每个模块逐一进行了研究, 全面详细地论述了硬件电路的设计流程,
机械加工工序卡片
格式:pdf
大小:657KB
页数:14P
4.8
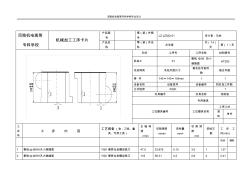
河南机电高等专科学校毕业设计 河南机电高等 专科学校 机械加工工序卡片 产品型 号 零(部)件图 号 lz-jz032-01设计者:马帅 产品名 称 零(部)件名 称 左支座 共(14) 页 第(1)页 车间工序号工序名称材料牌号 机加工01 粗铣φ80的小 端端面 ht200 毛坯种类毛坯外型尺寸 每毛坯可制件 数 每台件数 铸件140×140×104mm11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 专用家具 工位器具编号工位器具名称 工序工时 准 终 单件 工 步 号 工步内容 工艺装备(含:刀具、量 具、专用工具) 主轴转 速 r/min 切削速度 m/min 进给量 mm/r 切削深 度 mm 进给次 数 工步工 时(min) 机动辅助 1粗铣ф80h9
卡片式水表样册最新文档

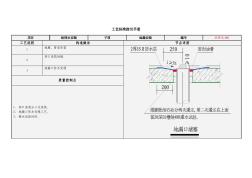
施工工序作业要点卡片
格式:pdf
大小:246KB
页数:17P
4.7
cfg桩长螺旋法施工工序作业要点卡片 序号工序作业控制要点 1 测量 放样 测设cfg桩桩位,桩位误差≤3cm,并经复核确认后,用白灰(或 插明显标签)准确放出桩位点 2 桩基 就位 cfg桩桩基就位,对位后调平桩机机台,精确对位,偏差≤5cm 3 原材料选 择 原材料必须有质量合格证,并经工地取样复检合格后方能使用 4 混合料拌 制 采用强制式搅拌设备进行拌制,搅拌时间符合规定要求,拌合后 坍落度应为3—5cm 5钻进 关闭钻头阀门,向下移动钻头至地面,启动电动机开始钻进,先 慢后快,钻至设计深度并停钻,桩径≥设计值,垂直度偏差≤1.5% 6送料 向管内泵送混合料,混合料的泵送量按试桩确定的数量进行,泵 送时不得停泵待料。当钻杆芯管充满混合料后,方可开始提钻 7拔管 拔管速率应按试桩确定参数进行控制,均匀拔管至桩顶,成桩后 应覆盖加以保护 8成桩
铝合金工艺卡片
格式:pdf
大小:666KB
页数:17P
4.6
铝合金平开窗工艺卡片 编制: 审核: 批准: 青岛集力塑钢异型材有限公司 0102030405 06070810 09 11 12 141513 铝合金门窗制作 工艺规范 产品名称铝合金你平开窗产品编号文件目录 序号工序编号工序名称页码序号工序编号工序名称页码 aa铝合金平开窗工艺流程图1010密封条装配10 101型材选料11111五金件装配11 202主型材下料21212玻璃切割、两玻装配12 303中梃下料31313成品总检13 404端铣41414包装14 505铣排水孔51515入库15 606冲切锁孔6 707打工艺孔7 808组角8 909玻璃压条切割9 青

质量控制卡片
格式:pdf
大小:299KB
页数:27P
4.5
目录 模板及支架工程...........................................1 钢筋工程.................................................2 钻孔桩钻孔工程...........................................3 钻孔桩钢筋工程...........................................4 明挖基础工程.............................................5 承台、墩身钢筋工程.......................................6 砼工程...................................................7 悬臂现浇预应力砼连续梁.
机械加工工序卡片 (2)
格式:pdf
大小:243KB
页数:7P
4.4
机械加工工序卡片 产品型号零件图号 产品名称联轴器零件名称联轴器共7页第1页 车间工序号工序名材料牌号 金工3车ht200 毛坯种类毛坯外形尺寸每坯可制件数每台件数 铸造11 设备名称设备型号设备编号同时加工件数 卧式车床ca61401 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称 工序工时 准终单件 工 步 号 工步内容工艺装备 主轴 转速 r/min 切削 速度 m/min 进给量 mm/r 背吃 刀量 mm 进给 次数 工步工时 描图机动辅助 1以?55mm处外圆及其端面定位,粗车 半精车外圆?110mm及端面 专用夹具,高速钢刀具,游 标卡尺 220243151 描校 底图号 装订号 设计 (日期) 审核 (日期) 标准化 (日期) 会
焊接工艺卡片
格式:pdf
大小:419KB
页数:10P
4.8
宁波市斯沃德机械有限公司焊接工艺卡片h(01)(临) 产品代号k27.000 产品名称冷凝蒸发器 焊接层次 工艺参数一(正)一(反)其余焊缝坡口及焊接层次示意 焊接方法gtawgtawgtaw 1正 1反 其余 焊接设备交流氩弧焊机交流氩弧焊机交流氩弧焊机 焊接电压(v)22~2520~2525~30 焊接电流(a)220~240210~230300~400 焊接速度(m/m) 电源及极性acacac 填料牌号51835183 填料规格φ6φ6 焊剂或保护剂ararar 气体流量(l/min)14~1614~1614~16 喷嘴直径(mm)φ16φ16φ16 钨棒直径(mm)φ6φ6φ6 焊前准备: 1、施焊前,坡口表面应平整、光滑、不 应有裂纹、分层、夹渣
凝结水回收器设备卡片样本
格式:pdf
大小:53KB
页数:3P
4.7
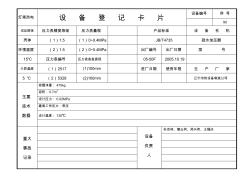
灯塔热电设备登记卡片 设备编号序号 90 试压腔体压力表精度等级压力表量程产品标准设备名称 壳体(1)1.5(1)0~0.4mpajb/t4735疏水加压器 环境温度(2)1.5(2)0~0.4mpa出厂编号出厂日期型号 15℃压力表编号压力表表盘直径05-50f2005.10.19 介质温度(1)2517(1)100mm进厂日期使用年限生产厂家 5℃(2)5328(2)100mm辽宁冷热设备制造公司 主要 技术 数据 容器净重:475kg 容积:0.7m3 设计压力:0.02mpa 最高工作压力:常压 设计温度:130℃ 重大 事故 记录 设备 负责 人 孙忠林、蒲丘柯、郑兴伟、王福庆 灯塔热电设备登记卡片 设备编号序号 91 电机功率标准编号设备名称 22k

防水闸门管理卡片
格式:pdf
大小:38KB
页数:1P
4.7
矿防水闸门管理卡片(样表) 项 目 水平 闸 门 名 称 标高 m 设压 力计 kg/ cm2 批 准 单 位 竣工 日期 耐压试验篦子门 有 无 耐 压 表 风、水、 电缆管 铁道架 空线皮 带 门 前 后 清 理 m 门 体 防 锈 情 况 门 轴 灵 活 性 水 管 阀 门 安 装 灵 活 性 门 柜 、 门 密 封 垫 完 好 性 关闭工具关闭试验 是 否 齐 全 存放地点关闭日期存在问题处理意见 试 验 否 试 验 压 力 kg/ cm2 漏 水 情 况 漏 水 量 t/ 分 有 无 完 好 性 封 堵 否 封 堵 方 法 是 否 活 节 易 拆 程 度 南翼 -190 单 门 -19040 石 家 庄 煤 矿 设 计 研 究 院 06.11否有完 好 有否是易10无灵 活 灵 活 是是 水闸门工 具箱 2011.5.18-19见备
IC卡智能水表
格式:pdf
大小:9KB
页数:1P
4.7
ic卡智能水表 石家庄丰源仪表有限公司发表 一、ic卡智能水表的使用方法 1.卡面上有芯片的ic卡:用户开户以后,持购水卡买水后(每次买水最小金额20元以上), 掀开表盖,将购水卡蓝色的花面朝上,带有芯片的一面朝下,按箭头所指方向平行插卡,并 一次性推到位,此时水表液晶显示输入数据(购水金额),水表阀门随即打开,一分钟后退 卡,盖好表盖操作完成。如果用水时听见水表有蜂鸣声,提示用户水表内已金额不足,应马 上购水:如果已停水,应将够水卡按以上程序操作,水表阀门打开,用户应立即购水。 2.卡面上看不到芯片的ic卡:用户开户以后,持购水卡买水后(每次买水最小金额20元以 上)接开水表上的胶皮条,将水卡竖直插入插槽内(不分上下、反正),此时水表液晶显示 已输入的数据(购水吨数),水表阀门
卡片式水表样册相关
文辑推荐
知识推荐
百科推荐


职位:大数据工程师
擅长专业:土建 安装 装饰 市政 园林


