

建筑施工生产流程与主要事故危害关联图
格式:docx
大小:25KB
页数:未知
人气 :83
 3
3
建筑施工生产流程与主要事故危害关联图——建筑施工生产流程与主要事故危害关联图 [color=blue]欢迎您来筑龙建筑施工网--建筑人的网上家园[/color]>>>点击进入https://sg.zhulong.com/



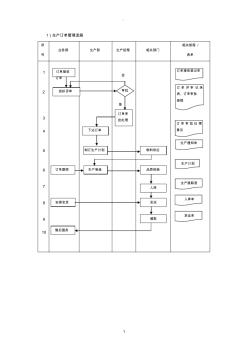
生产流程图
。 。 1 1)生产订单管理流程 序 号 业务部生产部生产经理相关部门 相关规程/ 表单 订单接收登记单 订单评审记录 表、订单审批 规程 订单审批处理 意见 生产计划 生产跟踪表 1 2 3 4 5 6 否 是 审批 订单接收 订单 下达订单 生产制造 售后服务 订单审 批处理 制订生产计划 组织评审 安排发货 生产通知单 物料供应 品质检验 7 订单跟踪 发运 催款 入库 入库单 货运单 8 9 10 。 。 2 生产订单管理流程说明 流程节点责任人工作说明 1接收订单 业务部 接收客户订单,并确定客户需求和订单的评审形式 2 订单评审 1.组织各相关部门进行评审,评审合格后再签订合同,并下达 生产订单 2.如评审不合格,则需要与客户进行沟通,并办理退单 订单审批生产经理对订单进行审批 3订单审批处理生产经理 1.订

编辑推荐下载
生产流程卡
格式:pdf
大小:239KB
页数:10P
4.6
文件编号qr9.1-00-01ano. 修改状态页数共页 文件编写编写日期年月日 文件审核审核日期年月日 文件批准批准日期年月日 深圳市兆日实业有限公司 sinosuntechnologyco.,ltd. 生产流程卡 序号编号产品型号起址页码 1qr9.1-00-01-01aci-820b1 2qr9.1-00-01-02ade-920a/b2 3qr9.1-00-01-03acd-300a/b3 4qr9.1-00-01-04acm-4104 5qr9.1-00-01-05acb-2105 6qr9.1-00-01-06ack-1106 7qr9.1-00-01-07act-3007 生产流程卡 qr9.1-00-01-01a产品
服装生产流程
格式:pdf
大小:117KB
页数:2P
4.8
服装生产流程 步骤: 设计--纸样--出样--下订单--生产--进仓--销售 1、服装设计 一般来说,大部分大、中型服装厂都有自己的设计师设计服装款式系列。服装企业的服 装设计大致分为两类:一类是成衣设计,根据大多数人的号型比例,制定一套有规律性 的尺码,进行大规模生产。设计时,不仅要选择面料、辅料,还要了解服装厂的设备和 工人的技术;第二类是时装设计,根据市场流行趋势和时装潮流设计各款服装。 2.纸样 当服装的设计样品为客户确认后,下一步就是按照客户的要求绘制不同尺码的纸样。 服装纸样是指服装纸样师傅跟进设计师设计的款式和尺寸要求,通过专业的计算,把组 成服装的裁片在先划在纸上,叫做纸样,也算是立体服装的平面表达,非常便於服装工 业生产中的修改,剪裁与生产。 3.出样 根据纸样,做出样品衣。 4.下订单 样衣经确认后,开始下单,投入生产。 5.生产 生产准备-生产前的准
建筑施工生产流程与主要事故危害关联图热门文档

某钢铁厂主要生产流程及设备简介
格式:pdf
大小:1.0MB
页数:21P
4.3
钢铁厂主要生产工艺及设备简介 烧结厂 烧结厂目前有1#—6#烧结机(主要工艺流程如图),其中 1#、2#的烧结机属于平烧,3#、4#、5#、6#属于带烧。 1、1#、2#烧结主要设备参数如下: 10个原料料仓,一次混合机(?2.8×12m×1台),二次混合机 (?2.8×12m×1台),平滚布料器(2台),烧结机(50m2×2台),助 燃风机(4台),单辊破碎机(1台),链板机(is125—15—m速比 250×2台),1545振动筛(1.2×2.4m×2台)。 2、3#、4#、5#烧结主要设备参数如下: 31个原料料仓,一次混合机(?3.2×13m×2台),二次混合机 (?3.8×15m×2台),梭式布料器(48×1.2m×2台),烧结机 (180m2×3台),助燃风机(9-19-7.1d×6台),抽风机(2台),单辊 破碎机(2x3.74m×1台,
PVC的生产流程
格式:pdf
大小:44KB
页数:7P
4.4
pvc的生产流程 1.1.原料岗位生产流程叙述: 袋装电石用小车运到鄂式破碎机旁,将电石从袋里倒出放入破碎机破碎,经皮带机送到料仓 内。 1.2.加料岗位生产流程叙述: 与原料岗位联系把电石运到料仓,加料到计量斗。用氮气置换一贮斗后,打开活门向一贮斗 加入电石。(加料时开氮气阀门以置换排除贮斗内空气,防止加料时发生燃烧爆炸事故) 1.3.发生岗位生产流程叙述: 二贮斗中的电石,由电磁振动输送器连续加入发生器内,电石与水在发生器内 发生反应,生成的粗乙炔气由发生器顶部逸出,经渣降捕集器、正水封、冷却塔进入清净系 统及气柜中。 “水”由工业水和废次钠及电石上清液一起连续加入渣浆捕集器,然后流入发生器内,以维持 发生器温度在75℃~90℃,并保持发生器内的液位;电石分解后的稀电 石渣浆,从溢流管不断溢出,浓渣浆及其它杂质由发生器内耙齿耙至底部,定期排出。当发
钢构件生产流程
格式:pdf
大小:42KB
页数:1P
4.7
切 割 质 保 书 审 核 外 观 检 查 包装发运 涂装除锈精整钻孔号线 矫正焊接 端 面 刨 平 边 缘 加 工 焊 缝 热 处 边 缘 加 工 卷 曲 剪 切 弯 曲 弯 曲 型 钢 拼 接 定尺切头精整 翼缘板矫平型 主角焊缝焊接 型钢组装 焊缝探 钢板拼接对焊 加工坡口 钢板校平 焊接型钢加工 材 料 复 检 原材料 钻孔 二次号线 号件平直 号料 放样 钢板校平 零件加工 工装准备 工艺 总装配 矫正焊接 部件组装 分类堆放 精整 钻孔 号线 矫正 锯切、剪切 型钢矫正 轧制型钢加工 进料 配料 生产准备 钢结构施工图 钢结构施工详图设计
钢构生产流程
格式:pdf
大小:29KB
页数:5P
4.5
(1)放样:包括核对图纸的安装尺寸和孔距,以1:1大样放出节点,核对各部分的尺寸, 制作样板和样杆作为下料、弯制、铣、刨、制孔等加工的依据。(2)号料:包括检 查核对材料,在料上划出切割、铣、刨、制孔等加工位置,打冲孔,标出零件编号 等。号料应注意以下问题:1)根据配料表和样板进行套裁,尽可能节约材料。2) 应有利于切割和保证零件质量。3)当工艺有规定时,应按规定取料。(3)切割下 料:包括氧割(气割)、等离子切割等高温热源的方法和使用机切、冲模落料和锯切 等机械的方法。(4)平直矫正:包括型钢矫正机的机械矫正和火焰矫正等。(5)边 缘及端部加工:方法有铲边、刨边、铣边、碳弧气刨、半自动和自动气割机、坡口 机加工等。(6)滚圆:可选用对称三轴滚圆机、不对称三轴滚圆机和四轴滚圆机等 机械进行加工。(7)煨弯:根据不同规格材料可选用型钢滚圆机
建筑施工生产流程与主要事故危害关联图精华文档
硅钢生产流程
格式:pdf
大小:3.7MB
页数:7P
4.6
鞍钢冷轧硅钢厂简介 发布时间:2010-03-12关键词:鞍钢,冷轧,硅钢,厂简,介 鞍钢冷轧硅钢工程是经国家批准的鞍钢“十五”规划的重点技改项目,该工程于2003年6月 18日正式开工,2004年7月19日第一条连退机组热负荷试车并生产出第一卷合格冷硅钢卷。 2005年3月30日4条硅钢连退生产线、1条酸轧联合机组已全部建成。该工程的建成添补 了鞍钢此类生产的空白,为鞍钢“建精品基地,创世界品牌”奠定了总要基础。 鞍钢冷轧硅钢厂正式成立于2004年7月,该厂主要设备有1条酸洗轧机组联合机组,4条 电工钢连续退火涂层机组,4条切边重卷机组,2条包装机组等,厂房占地面积173240m3, 设计年生产量为100万吨,其中80万吨为中、底牌号无取向硅钢,20万吨冷硬卷。 酸轧联合机组可生产0.18-2mm后、7
服装生产流程参考
格式:pdf
大小:80KB
页数:14P
4.6
thisconferenceisbymunicipalstandingcommitteeresearchdecidedheldof,maintaskisin-depthlearningimplementxigeneralsecretaryon"twolearnado"learningeducationofimportantindicatesspiritandprovincialsecretaryxxximportantspeechspirit,accordingtocentraldeploymentandprovincialrequirements,onicity"twolearnado"learningeducationworkfor
建筑施工生产流程与主要事故危害关联图最新文档

焦化厂生产流程(详细)
格式:pdf
大小:878KB
页数:8P
4.6
焦化厂的生产流程: 焦化厂一般由备煤车间、炼焦车间、回收车间、焦油加工车间、苯加工车间、脱硫车间和废 水处理车间组成。 根据焦炉本体和鼓冷系统流程图,从焦炉出来的荒煤气进入之前,已被大量冷凝 成液体,同时,煤气中夹带的煤尘,焦粉也被捕集下来,煤气中的水溶性的成分也 溶入氨水中。焦油、氨水以及粉尘和焦油渣一起流入机械化焦油氨水分离池。分 离后氨水循环使用,焦油送去集中加工,焦油渣可回配到煤料中炼焦煤气进入初 冷器被直接冷却或间接冷却至常温,此时,残留在煤气中的水分和焦油被进一步 除去。出初冷器后的煤气经机械捕焦油使悬浮在煤气中的焦油雾通过机械的方法 除去,然后进入鼓风机被升压至19600帕(2000毫米水柱)左右。为了不影响以后 的煤气精制的操作,例如硫铵带色、脱硫液老化等,使煤气通过电捕焦油器除去残 余的焦油雾。为了防止萘在温度低时从煤气中结

钢板生产流程
格式:pdf
大小:10.6MB
页数:30P
4.7
钢板生产流程 近终型轧制——薄带连铸 连续热镀锌线 冷热轧钢板通过碱洗脱脂,并水洗、烘干后再进入辐射管加热的卧式加热炉进行退火,炉内通入一定量的氢气使炉内造成还原气氛。加热到 一定温度,钢板在n2、h2的保护下,冷却到一定的温度,在封闭条件下浸入锌液内进行热镀锌。进入锌液的钢带从锌锅出来后用气刀来控制镀锌 量,锌花大小由液态锌的成分来控制的同时,采用强制冷却的方法来控制,小锌花产品在锌花长大之前,用小锌花设备进行急冷防止锌液扩散, 形成小锌花。经热镀锌后的钢带冷却后通过表面光整,最后根据用途,分别进行表面钝化处理或直接生产成热镀锌卷板。 ·带钢厚度0.14到2.0毫米 ·涂层:普通涂层,小锌花,纯锌,锌铝合金,纯铝,锌铁合金 ·涂层质量:改进质量,高等级涂漆板 ·保护性涂层:化学钝化,涂油,耐指纹涂层,有机涂层 彩涂生产线 利用表面状态优秀的板(

GRC构件生产流程
格式:pdf
大小:9KB
页数:2P
4.7
grc构件生产流程 grc构件是一款用于墙面装饰的欧式构件,是一款引进 于一些西方国家的欧式风格设计,可任意设计师们的设计灵感进 行创意生产,不断的突破,不断的创新,不断的改进,努力完善。 grc构件,全称:grc建筑细部装饰构件。规范的简称:grc 建筑细部。 grc生产流程: 1.图纸设计 2.开模,常用树脂模进行开模生产。 3.机械设备调整生产,机喷制作。 4.可放于通风,有阳光的地方晒干。 5.对grc成品构件一定的维护工作 6.品质检测,合作后才可出厂。 7.后期装车发货。 8.送货过程中可安排技术人员进行陪同。 9.安装 10.定期回访维护 grc构件安装后的注意事项: (1)、发现构件、螺栓松动、破损时,应及时修补或更换。 (2)、发现连接件锈蚀应除锈补漆或更换。 (3)、发现密封胶脱落、构件渗漏时,应及时修补。 (4)当遇到台风、地
造纸生产流程图1
格式:pdf
大小:444KB
页数:4P
4.5
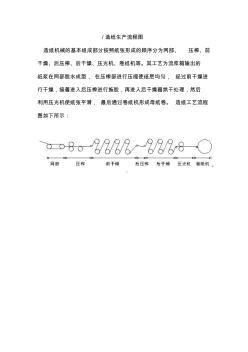
/造纸生产流程图 造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前 干燥、后压榨、后干燥、压光机、卷纸机等。其工艺为流浆箱输出的 纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进 行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后 利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。造纸工艺流程 图如下所示: 纸张的分类 特别说明:本站内的有关纸张品种的文章仅为本站综合整理的介绍性内容,并不 表示我们有生产此类纸张!敬请留意,同时,如由此造成您的不便,本站深表歉 意!(2002.1.24) (1)按用途及品质分类:内地分类,台湾分类。 (2)按造纸的原料分类:有植物纤维纸(草浆纸、竹浆纸、蔗渣浆纸、破布浆纸和木浆纸等)、合成纤维 纸、矿物纤维纸和金属纤维纸等。 (3)按纸的抄造方式分类:可分为机制纸和手工纸(如宣纸、麻纸、皮纸、棉纸、高丽纸
生产流程图-手机耳机线
格式:pdf
大小:53KB
页数:1P
4.4
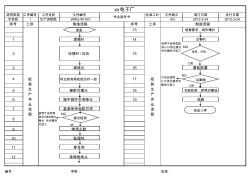
适用类型工序编号工序名称文件编号标准工时文件版次制订日期发行日期 手机线1生产流程图wrq-wi-001ao2012-3-242012-3-24 序号工序序号工序 13根据要求,制作喇叭 1焊插针14点喇叭 2压插针/压及15 ok 3烧线头16套硅胶塞 4将主线和尾线线芯拧一起17 ok 5接胶芯插头18功能检测,参照步骤8 6接中部开关和咪头19包装 7盖紧咪壳和胶芯壳 8 ok 9咪壳点胶 10贴尾标 11穿耳壳 12烧尾线线头 编写:审核:批准: 按照不良类型 返回5或6岗位 操台作步骤进 行返工 按照不良类型返 回5-14岗位操台 作步骤进行返工 xx电子厂 制造流程制造流程 组 装 生 产 作 业 流 程 组 装 生 产 作 业 流 程 不良品按照 5-1
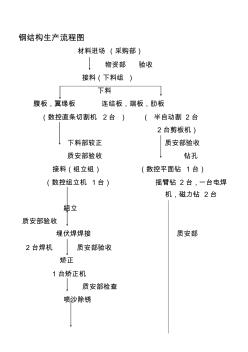
钢结构生产流程图 (2)
格式:pdf
大小:39KB
页数:4P
4.6
钢结构生产流程图 材料进场(采购部) 物资部验收 接料(下料组) 下料 腹板,翼缘板连结板,端板,肋板 (数控直条切割机2台)(半自动割2台 2台剪板机) 下料部较正质安部验收 质安部验收钻孔 接料(组立组)(数控平面钻1台) (数控组立机1台)摇臂钻2台,一台电焊 机,磁力钻2台 組立 质安部验收 埋伏焊焊接质安部 2台焊机质安部验收 矫正 1台矫正机 质安部检查 喷沙除锈 总装 电焊机5台 质安部重点检查 焊接 8台气保焊机质安部验收 油漆组2台三相气泵 质安部验收 发贷 生产线各班组人员配置36人 1、下料组5人 2、组立3人 3、埋伏焊2人 4、矫正2人 5、部装5人 6、焊接6人 7、除锈2人 8、油漆6人 一条生产线常用设备清单 序 号 机械设备名称型号数量备注 1多头火焰切割机cng-4000数控2
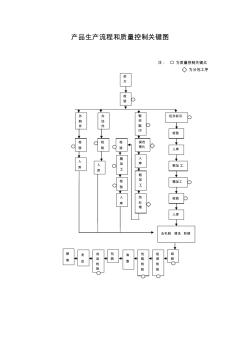
产品生产流程和质量控制关键图
格式:pdf
大小:35KB
页数:1P
4.6
产品生产流程和质量控制关键图 注:为质量控制关键点 为分包工序 供 方 检 验 锻 坯 敲 印 探伤 理化 入 库 粗 加 工 热 处 理 检 验 精 加 工 检 验 入 库 外 协 件 检 验 入 库 外 购 件 检 验 入 库 坯件标识 检验 入库 粗加工 精加工 检验 入库 去毛刺清洗防锈 组 装 组 装 检 验 性 能 检 验 油 漆 包 装 成 品 检 验 发 运 顾 客
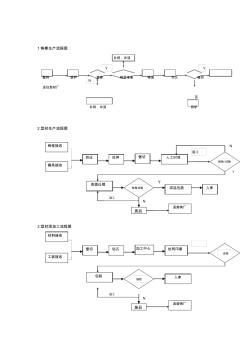
铝箔生产流程图
格式:pdf
大小:94KB
页数:3P
4.6
1铸棒生产流程图: 补料,冲淡 配料装炉熔炼铸前准备铸造均火锯切 送往型材厂 否 补料,冲淡回炉 2型材生产流程图 3型材深加工流程图 n yy 挤压拉伸锯切人工时效 表面处理 成品包装入库 废品 返熔铸厂 y y n n 铸锭接收 模具接收 返工 返工 检验/试验 检验试验 锯切钻孔加工中心丝网印刷 包装入库 废品 返熔铸厂 n 材料接收 工装接收 返工 自检 抽检 4模具制造流程图 5铸轧带材生产流程图 配料装炉熔炼静置除气精炼立板取样检查正常铸轧卸卷 送冷轧厂 补料冲淡 6冷轧生产流程图 返熔铸厂 生产准备轧制切边退火轧制 料嘴加工组装 调整 纵切 横切 铝箔毛料 检验试验 检验试验 检验试验 成品包装 成品包装 铝箔厂 处置 n y y 处置 n 检查 锯切下料车加工中心粗加工热处理 入库 废品 n 模锭接收
建筑施工生产流程与主要事故危害关联图相关
文辑推荐
知识推荐
百科推荐


职位:总监理工程师代表
擅长专业:土建 安装 装饰 市政 园林


