




 价值工程在支承辊热加工工艺优化中的应用
价值工程在支承辊热加工工艺优化中的应用 价值工程在支承辊热加工工艺优化中的应用
辊身截面直径1250~1650mm、辊体重量25~55t的冷热轧支承辊是我公司开发并批量生产的重要轧机备件。自80年以来在国内武钢、宝钢等各大钢厂使用,轧辊质量和使用寿命都比较高,部份轧辊的轧制量已达到或超过国外同类产品水平。该产品以质量优良、性能可靠而深受用户好评,并获得机电部、四川省优质产品称号。但由于支承辊技术要求高,生产环节多,生产周期长,加之近两年来原材料、能源价格提高,
编辑推荐下载
《工程材料及热加工工艺基础》基础题
格式:pdf
大小:139KB
页数:18P
 4.7
4.7
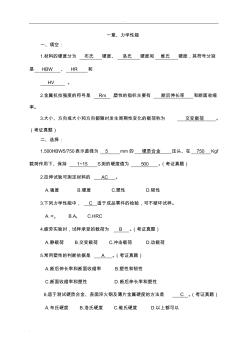
. . 一章、力学性能 一、填空: 1.材料的硬度分为布氏硬度、洛氏硬度和维氏硬度,其符号分别 是hbw、hr和 hv。 2.金属抗拉强度的符号是rm,塑性的指标主要有断后伸长率和断面收缩 率。 3.大小、方向或大小和方向都随时发生周期性变化的载荷称为交变载荷。 (考证真题) 二、选择: 1.500hbw5/750表示直径为5mm的硬质合金压头、在750kgf 载荷作用下、保持1~15s测的硬度值为500。(考证真题) 2.拉伸试验可测定材料的ac。 a.强度b.硬度c.塑性d.韧性 3.下列力学性能中,c适于成品零件的检验,可不破坏试样。 a.bb.akc.hrc 4.疲劳实验时,试样承受的载荷为b。(考证真题) a.静载荷b.交变载荷c.冲击载荷d.动载荷 5.常用塑性的判断依据是a。(考证真
价值工程优化支承辊热加工工艺热门文档
工业发动机电动机转子的热加工工艺优化 工业发动机电动机转子的热加工工艺优化
格式:pdf
大小:2.1MB
页数:4P
4.8
发动机转子运行时要承受高速旋转产生的巨大离心力和传递扭矩及自重产生的弯曲应力,具有复杂的工作条件和受力状态,因此要求转子的锻件冶金质量好、材质均匀,综合力学性能要求高,超声波检测要求严格,因此对冶炼、锻造、热处理专业度都提出了极高的要求.我公司对转子的冶炼、锻造、热处理工艺进行了分析改进及优化,为用户生产出了完全符合要求的产品.

金属工艺学(热加工1)复习题
格式:pdf
大小:55KB
页数:5P
4.6
铸造试题 一、填空 1.金属凝固组织对其物理性能力学性能影响很大,金属结晶时冷却速度越快,则晶粒__________,材料的强度和硬 度越____________,塑性和韧性____________。逐层凝固合金,其充型能力较____________。 2.铸件的三种凝固方式是____________,那种凝固易于出现缩松____________,那种易于出现缩孔,那种缺陷容 易消除,采取____________方法。哪种铁碳合金易于出现逐层凝固? 3.合金的收缩可分为三个阶段,各是____________,____________,____________。____________是铸件产生内应 力,变形和裂纹的主要原因。 4.铸件在固态收缩阶段若收缩受阻,便在铸件内部产生内应力。这种内应力是铸件产生__________和__________的
材料成型(热加工基础)复习资料
格式:pdf
大小:21KB
页数:6P
4.4
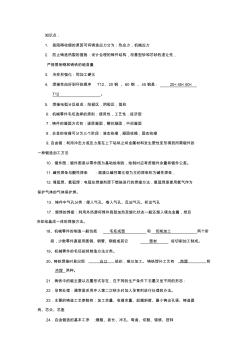
知识点: 1.按阻碍收缩的原因可将铸造应力分为:热应力,机械应力 2.防止铸造热裂的措施:设计合理的铸件结构,改善型砂和芯砂的退让性, 严格限制钢和铸铁的硫含量 3.冷变形强化:同加工硬化 4.焊接性由好到坏的顺序t12、20钢、60钢、45钢是:20<45<60< t12。 5.焊接电弧分区组成:阳极区,阴极区,弧柱 6.机械零件毛坯选择的原则:使用性,工艺性,经济型 7.铸件的凝固方式有:逐层凝固,糊状凝固,中间凝固 8.合金的收缩可分为三个阶段:液态收缩,凝固收缩,固态收缩 9.自由锻:利用冲击力或压力是在上下砧块之间金属材料发生塑性变形得到所需锻件的 一种锻造加工方法 10.锻件图;锻件图是以零件图为基础绘制的,绘制时应考虑锻件余量和锻件公差。 11.碱性焊条与酸性焊条:熔渣以碱性氧化物为主的焊条称为碱性焊条, 1
热加工论坛—轧钢培训教材++第九期
格式:pdf
大小:15KB
页数:3P
4.8
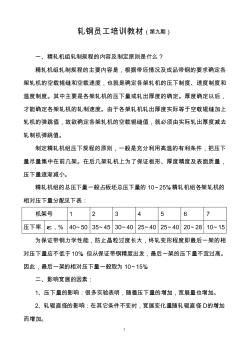
1 轧钢员工培训教材(第九期) 一、精轧机组轧制规程的内容及制定原则是什么? 精轧机组轧制规程的主要内容是,根据带坯情况及成品带钢的要求确定各 架轧机的空载辊缝和空载速度,也就是确定各架轧机的压下制度、速度制度和 温度制度。其中主要是各架轧机的压下量或轧出厚度的确定。厚度确定以后, 才能确定各架轧机的轧制速度。由于各架轧机轧出厚度实际等于空载辊缝加上 轧机的弹跳值,故欲确定各架轧机的空载辊缝值,就必须由实际轧出厚度减去 轧制机弹跳值。 制定精轧机组压下规程的原则,一般是充分利用高温的有利条件,把压下 量尽量集中在前几架。在后几架轧机上为了保证板形、厚度精度及表面质量, 压下量逐渐减小。 精轧机组的总压下量一般占板坯总压下量的10~25%。精轧机组各架轧机的 相对压下量分配见下表: 机架号1234567 压下率ε,%40~5035~4530~4025~4025
机械工程材料及热加工工艺设计试题及答案解析
格式:pdf
大小:80KB
页数:14P
4.3
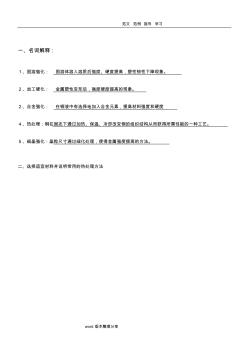
范文范例指导学习 word版本整理分享 一、名词解释: 1、固溶强化:固溶体溶入溶质后强度、硬度提高,塑性韧性下降现象。 2、加工硬化:金属塑性变形后,强度硬度提高的现象。 2、合金强化:在钢液中有选择地加入合金元素,提高材料强度和硬度 4、热处理:钢在固态下通过加热、保温、冷却改变钢的组织结构从而获得所需性能的一种工艺。 5、细晶强化:晶粒尺寸通过细化处理,使得金属强度提高的方法。 二、选择适宜材料并说明常用的热处理方法 范文范例指导学习 word版本整理分享 三、(20分)车床主轴要求轴颈部位硬度为hrc54—58,其余地方为hrc20—25,其加工路线为: 下料锻造正火机加工调质机加工(精) 轴颈表面淬火低温回火磨加工 指出:1、主轴应用的材料:45钢 2、正火的目的和大致热处理工艺细化晶粒,消除应力;加热到ac3+50℃保温一段时
价值工程优化支承辊热加工工艺精华文档
金属材料及其热加工
格式:pdf
大小:565KB
页数:10P
4.5
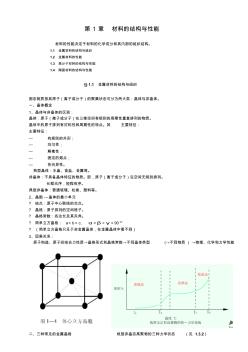
第1章材料的结构与性能 材料的性能决定于材料的化学成分和其内部的组织结构。 1.1金属材料的结构与组织 1.2金属材料的性能 1.3高分子材料的结构与性能 1.4陶瓷材料的结构与性能 §1.1金属材料的结构与组织 固态物质按其原子(离子或分子)的聚集状态可分为两大类:晶体与非晶体。 一、晶体概念 1、晶体与非晶体的区别: 晶体:原子(离子或分子)在三维空间有规则的周期性重复排列的物质。 晶体中的原子排列有对称性和周期性的特点。其主要特征: 主要特征: –有规则的外形; –均匀性; –解离性; –固定的熔点; –各向异性。 典型晶体:水晶、食盐、金属等。 非晶体:不具备晶体特征的物质。即,原子(离子或分子)在空间无规则排列。 长程无序,短程有序。 典型非晶体:普通玻璃、松香、塑料等。 2、晶胞—晶体的最小单元 ?结点:原子中心联线的交点。 ?晶格:原子排列
65Nb钢链板冲裁模具热加工工艺试验 65Nb钢链板冲裁模具热加工工艺试验
格式:pdf
大小:238KB
页数:3P
4.5
讨论了链板冲裁模选材、锻加工、球化退火、热处理工艺,重点讨论了6cr4w3mo2vnb(65nb钢)热处理工艺参数对钢的性能和组织的影响。结果表明:通过改进热加工工艺,可改善冷冲模钢的强韧性,大幅度提高链板冲裁模(凸模、凹模、凸凹模)的使用寿命。
机械专业《工程材料及热加工》课程教学解析 机械专业《工程材料及热加工》课程教学解析
格式:pdf
大小:44KB
页数:1P
4.6
《工程材料与热加工》是机械类专业的专业基础课程之一。本文分析了工程材料课程的教学特点,明确了机械类工程材料课程的教学目的,围绕这一目的从教学方法、手段等方面阐述了提高教学效率的经验和途径,为培养高素质创新型人才提供了新的思路。
宽带钢轧机支承辊辊形优化设计 宽带钢轧机支承辊辊形优化设计
格式:pdf
大小:848KB
页数:4P
4.4
宽带钢轧机辊间接触压力分布直接影响辊面疲劳硬化和磨损状态,进而影响支承辊的使用寿命。采用有限元法对辊间接触压力分布进行了模拟分析,在此基础上开展了辊形优化设计,并以改善接触压力分布均匀性、缩短支承辊边部有害接触区为目标,得到了优化的支承辊辊形参数。
大型锻钢支承辊热处理工艺的探讨 大型锻钢支承辊热处理工艺的探讨
格式:pdf
大小:631KB
页数:4P
4.4
针对大直径锻钢支承辊热处理调质困难问题,通过控制辊坯的冶炼、锻造、锻后热处理及辊身淬火前的预备热处理的工序质量,达到锻钢支承辊的设计要求。试验表明:正火处理既可调整辊坯组织,又可保证辊颈硬度及综合机械性能,工频感应-淬火可使硬度均匀性提高,满足了用户的使用要求。
价值工程优化支承辊热加工工艺最新文档

喷漆、热加工及下料厂房工程监理旁站方案
格式:pdf
大小:103KB
页数:11P
4.7
喷漆、热加工及下料厂房工程监理旁站方案 33a喷漆、33b热加工及下料厂房工程 监理旁站方案 北京京盛工程建设监理有限责任公司 二零零八年四月 工程概况 工程名称:中国航天科工集团第二研究院33a喷漆厂房、33b热加工及 下料厂房工程 勘察单位:北京航天勘察设计研究院 设计单位:中国航空工业规划设计研究院 施工单位:航空港建设总公司 监理单位:北京京盛工程建设监理有限公司 工程规模:总建筑面积7945.85㎡ 结构类型: 2.结构摘要 序 号项目内容 1结构类型钢筋混凝土框架结构 2基础独立柱基础 3建筑抗震等级(设防烈度8度)工程等级:二级 5 混 凝 土 强 度 等 级 基础垫层c10 基础c30 框架柱c40、c30 梁板及楼梯c40、c30 6钢 筋 hpb235hrb335hrb400 ф6、ф8、ф
利用价值工程改进轴承加工工艺的方法 利用价值工程改进轴承加工工艺的方法
格式:pdf
大小:151KB
页数:3P
4.3
运用价值工程的原理,分析、评价了几种轴承加工工艺,并选择了适合本厂的轴承加工工艺。实践证明,该工艺可获得满意的经济效益。
金属材料与热加工基础课程教学改革和实践
格式:pdf
大小:112KB
页数:1P
4.7
最近几年金属材料和热加工基础课程在教学的内容和教学方式上都产生了很大的变化,在课程内容的设置上更加的重视其实践性和实用性,同时其社会价值也逐渐的凸显了出来,在机械工程教学的发展中,金属材料与热加工基础课程是一项十分关键的内容,其教学的内容和教学方式也应该很好的顺应当今时代的发展需求。
《金属材料与热加工》课程的教学方法探讨
格式:pdf
大小:126KB
页数:1P
4.8
《金属材料与热加工》是机械专业的重点教学课程之一,可以说是机械专业学生学习本专业课程与生产实习的基础。文章围绕着《金属材料与热加工》展开,结合我校学生特点,探讨了该门课程的教学方法,为了让学生更好地学习机械专业核心课程打下基础。

热加工过程中渣油结焦倾向的评价方法
格式:pdf
大小:602KB
页数:4P
4.6
渣油缩合反应是导致延迟焦化加热炉炉管结焦的根本原因,而缩合产物与原料性质和反应条件有关。提出了用不同油样在相同反应条件下得到的结焦因子作为评价油样结焦倾向的方法,在考察反应温度和反应时间对缩合产物影响的基础上确定了测定结焦因子的实验条件。利用研制的静态实验仪器对国内主要油源的减压渣油的结焦因子进行了测定,重复性偏差、非控制偏差分析结果表明实验结果是可靠的。
《钢热加工数值模拟手册》 《钢热加工数值模拟手册》
格式:pdf
大小:21KB
页数:1P
4.6
书号:978-7-111-53177-7;定价:159.00元本书全面系统地介绍了钢热加工工艺过程中的数学建模和计算机模拟技术,主要内容包括钢热加工过程建模的数学基础、建模方法和基本原则,以及钢的热(温)加工模型、铸造模拟、工业热处理作业模拟、淬火模拟、感应硬化过程模拟、激光表面硬化模拟、表面硬化数值模拟、热处理和化学热处理计算机模拟的工业应用等,辅之对钢热加工过程建模的展望。本书由世界各国热加工领域具有丰富经验的学者和专家共同撰写,聚焦于热加工工艺过程的模拟原理、实现方法和工程应用,
机械工程材料与热加工工艺 机械工程材料与热加工工艺
格式:pdf
大小:61KB
页数:未知
4.8
为适应当前高等学校“机械工程材料与热加工工艺”课程学时压缩的教学要求,本教材对教学内容进行了必要的精简和调整,着重介绍各类工程材料的组织结构、热加工工艺及性能特点和应用范围,去掉过深的理论和繁冗的工艺细节,保留必要的原理和工艺技术,以使读者掌握盐要的材料及热加工知识和有关的基本理论。本书包括:金属材料的力学性能、金属及合金的结构与结晶、铁碳合金相图、钢的热处理、工业用钢、
热加工强化技术在汽车修理中的应用 热加工强化技术在汽车修理中的应用
格式:pdf
大小:134KB
页数:未知
4.5
国家的快速发展带动了家庭发展,汽车作为现代家庭出行不可缺少的交通工具,也得到了大力的推广,汽车行业也成为了中国的支柱行业之一.人们生活水平的提高,对于汽车的性能也有了更多的要求,汽车的维修行业也开始被人们更加关注起来,与此相对应的汽车维修设备也在不断的加强完善,在很大程度上满足了人们的需求.
2016年度《金属加工(热加工)》优秀读者、作者名单 2016年度《金属加工(热加工)》优秀读者、作者名单
格式:pdf
大小:1011KB
页数:1P
4.7
在行业广大读者、作者和《金属加工(热加工)》编辑部的共同努力下,我们高质量地完成了2016年度的编辑出版任务。为感谢广大读者、作者对本刊的关心和支持,特评选出2016年度《金属加工(热加工)》优秀读者、作者。希望2017年有更多的读者和作者加入到我们这个大家庭中,共同为金属加工行业的技术进步和发展做出贡献。
价值工程优化支承辊热加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程师助理
擅长专业:土建 安装 装饰 市政 园林


