

各种介质对等径三通管复合胀形工艺的影响
格式:pdf
大小:748KB
页数:4P
人气 :53
 4.4
4.4
三通管广泛应用于工业、建筑、装饰等行业,为了提高三通管的质量及降低加工成本,三通管胀形工艺研究势在必行。胀形工艺关键技术之一是胀形介质的选用,通过采用石蜡、粘土、尼龙、硅橡胶和聚氨酯橡胶等材料作为胀形介质进行了大量的胀形实验。从实验中得出的数据可知,以上各种介质都可以达到要求的胀形系数。但从得到零件的外部及内部的质量来看,并且结合金属流动规律分析得知,内壁要求高的工件,可选用尼龙、聚氨酯橡胶、硅橡胶为介质;反之,对内壁要求不高或无要求的工件,可用石蜡作为介质,并且可回收利用,降低成本。这对于三通管胀形技术的实际生产具有重要的指导意义。



 等径三通管复合胀形工艺及试验研究
等径三通管复合胀形工艺及试验研究 等径三通管复合胀形工艺及试验研究
介绍了采用复合胀形工艺,将无缝管一次成形为三通管的加工工艺,以及相应的试验研究。内容包括三通管复合胀形原理简介,主要工艺参数的确定,模具结构设计与工作原理,试验结果与分析。
等径三通管胀形时壁厚影响因素的研究 等径三通管胀形时壁厚影响因素的研究
对传统的胀形件三通管的成形进行了分析,通过理论分析并结合自己的试验结果和模拟的结果进行比较,得出了加载路径、填充介质以及模具的圆角半径对内高压成形件的壁厚分布的影响规律。
编辑推荐下载
等径三通管
格式:pdf
大小:172KB
页数:2P
4.8
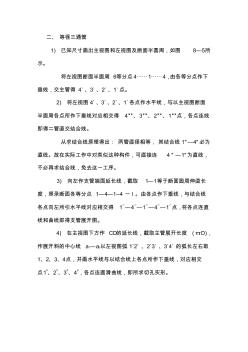
二、等径三通管 1)已知尺寸画出主视图和左视图及断面半圆周,如图8—5所 示。 将左视图断面半圆周6等分点4⋯⋯1⋯⋯4,由各等分点作下 垂线,交主管得4`、3`、2`、1`点。 2)将左视图4`、3`、2`、1`各点作水平线,与以主视图断面 半圆周各点所作下垂线对应相交得4”、3”、2”、1”点,各点连线 即得二管直交结合线。 从求结合线原理得出:两管直径相等,其结合线1"—4"必为 直线。故在实际工作中对类似这种构件,可直接连4"—1"为直线, 不必再求结合线,免去这一工序。 3)向左作支管端面延长线,截取1—1等于断面圆周伸直长 度,照录断面各等分点1—4—1--4一l。由各点作下垂线,与结合线 各点向左所引水平线对应相交得1∞—4∞—1∞—4∞—1∞点,将各点连直 线和曲线即得支管展开图。 4)在主视图下方作c
紫铜等径长支管三通管复合胀形工艺 紫铜等径长支管三通管复合胀形工艺
格式:pdf
大小:571KB
页数:4P
4.5
介绍了以聚氨脂橡胶为胀形介质,采用复合胀形工艺,将无缝管一次成形为三通管成品的加工工艺,包括模具结构设计、胀形变形力学特征和胀形成形机理分析及胀形力的计算,研究表明,这对实际生产有着重要的理论指导意义
介质对等径三通管复合胀形工艺的影响热门文档
PVC等径三通管道的水击特性分析 PVC等径三通管道的水击特性分析
格式:pdf
大小:1010KB
页数:4P
4.5
提出了三通管道输水时的5种典型工况,通过理论分析方法研究了等径三通输水管不同典型工况下的水击特性,得到了不同工况下的水击波传播规律;然后针对典型的水库-三通管-阀门的输水系统,采用特征线法计算验证,计算结果与理论分析的结果一致。研究表明,当两尾端阀门同时关闭时将产生较大的水头,在实际工程应采取相应的保护措施。
弹、塑性传力介质下三通管轴压胀形工艺分析 弹、塑性传力介质下三通管轴压胀形工艺分析
格式:pdf
大小:919KB
页数:4P
4.4
填充在初始管件内部的传力介质是三通管轴压胀形工艺中的重要因素。内高压充液胀形具有工装结构复杂、成本高、密封条件苛刻的缺点;为寻求结构简单、成本低廉的工装结构需要选用其他成形传力介质。文章采用聚氨酯橡胶弹性材料和石蜡、石墨混合塑性材料为传力介质,分别以紫铜三通管和硬铝三通管轴压胀形为例,在自行研制的30t轴压胀形试验平台上进行了工艺试验,分析了不同传力介质对胀形工艺的影响,获得了合格成形件和较理想的传力介质。结果表明,聚氨酯橡胶弹性材料不适合成形高径比大于1的支管,塑性传力介质中石蜡石墨以4∶1混合时,三通管成形质量比较理想。



介质对等径三通管复合胀形工艺的影响精华文档
三通管复合胀形主要参数的正交试验分析 三通管复合胀形主要参数的正交试验分析
格式:pdf
大小:1.3MB
页数:4P
4.7
采用显示动力有限元法建立复合胀形三维有限元模型,通过做正交试验研究了三通管复合胀形工艺中三个主要工艺参数对支管高度影响的主次顺序;并且对内压的加载方式、冲头进给速度、反压的大小及其开始施加时间进行了仔细分析和研究,研究发现:提高初始内压上升速度及采用滞后和减缓径向反压施加的加载路径更易获得支管较高和质量更好的三通管件。
等径三通的做法及公式
格式:pdf
大小:35KB
页数:1P
4.7
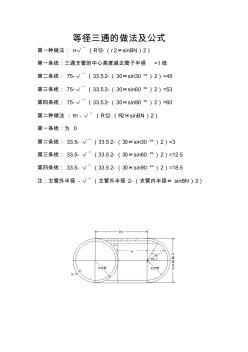
等径三通的做法及公式 第一种做法:h√ ̄(r12-(r2×sinbn)2) 第一条线:三通支管的中心高度减去管子半径=1线 第二条线:75-√ ̄(33.52-(30×sin30°)2)=45 第三条线:75-√ ̄(33.52-(30×sin60°)2)=53 第四条线:75-√ ̄(33.52-(30×sin90°)2)=60 第二种做法:r1-√ ̄(r12-(r2×sinbn)2) 第一条线:为0 第二条线:33.5-√ ̄(33.52-(30×sin30°)2)=3 第三条线:33.5-√ ̄(33.52-(30×sin60°)2)=12.5 第四条线:33.5-√ ̄(33.52-(30×sin90°)2)=18.5 注:主管外半径-√ ̄(主管外半径2-(支管内半径×sinbn)2)
等径三通管接头稳定性分析 等径三通管接头稳定性分析
格式:pdf
大小:299KB
页数:3P
4.4
讨论了工程中受负压三通的稳定性问题,这里根据材料力学理论和圆环的挠曲线方程,利用截面法讨论了三通接头的稳定性,得到了稳定性分析用计算临界力的保守公式。
纤维缠绕复合材料管道等径三通的强度分析 纤维缠绕复合材料管道等径三通的强度分析
格式:pdf
大小:259KB
页数:4P
4.5
根据复合材料强度准则中应用最广的tsai-wu失效准则,利用ansys有限元分析软件,对纤维缠绕复合材料管道等径三通强度进行分析.分析结果表明,复合材料管道三通在承受内压时,在主管和支管的连接处会产生应力集中,纤维的缠绕方向不同三通的强度因子会各异,缠绕角在50°~60°时复合材料管道三通的强度最好,此结论可以为纤维缠绕复合材料管道三通的设计制造提供一种有效的参考.
采用橡胶介质的三通管胀形数值模拟 采用橡胶介质的三通管胀形数值模拟
格式:pdf
大小:1.2MB
页数:7P
4.5
以非线性显式有限元分析程序ansys/ls-dyna为数值模拟平台,建立以橡胶为介质的三通管胀形的有限元模型,对管坯参数进行了优化.在轴向加压胀形的基础上进行反压的设计,并进行复合胀形数值分析;通过对轴向加压胀形和复合胀形的结果对比,表明复合胀形管件壁厚减薄更缓慢,壁厚分布更均匀,最终得到更大的支管长度.
介质对等径三通管复合胀形工艺的影响最新文档
三通管胀形模拟与实际成形差异研究 三通管胀形模拟与实际成形差异研究
格式:pdf
大小:399KB
页数:3P
4.5
将有限元软件模拟得到的结果与实际成形结果相比较,指出了在三通管胀形过程中模拟结果与实际成形结果的差异,并分析了模拟结果与实际成形结果差异的原因。
异径三通管胀形实验研究 异径三通管胀形实验研究
格式:pdf
大小:469KB
页数:3P
4.4
内高压成形是以某种传力介质,使管材成形的一种现代塑性加工技术。与传统工艺制造出的三通管相比,内高压成形的异径三通管质量高(强度高、精度高),且成本低(减少成形和装配工序)。本文进行了异径三通管内高压胀形的一系列实验研究,分析了异径三通管成形的主要影响因素,获得合理的工艺参数。结果表明,选用纯石蜡为胀形传力介质,成形结果较理想;几何尺寸也是较重要的参数;轴向压力为17mpa~22mpa、平衡压力为3.5mpa~4.5mpa时,成形效果较好。

等径三通理论重量
格式:pdf
大小:188KB
页数:1P
4.8
直径 mm33.544.555.566.5789101112说明: 18~22 250.170.180.200.210.221、表中所列重量均为等径三通重量。 270.180.200.210.230.24二级变径按0.94计算, 320.300.330.350.380.400.420.44三级变径按0.91计算, 340.320.350.370.400.430.450.48四级变径按0.89计算. 380.460.510.550.590.630.670.71 420.510.560.610.660.700.740.780.830.862、计算公式: 450.670.730.800.860.920.971.031.081.14 480.710

等径三通价格,最新全国等径三通规格型号价格大全
格式:pdf
大小:708KB
页数:13P
4.6
建设行业大数据服务平台造价通(工程造价信息网) http://www.zjtcn.com 第1页 全国各规格型号等径三通 价格大全 来源:造价通工程造价信息网 概述:造价通工程造价信息网为您实时提供全国各省市地区各种规格/型号等径三通 价格查询。 标签:等径三通价格,等径三通价格表,等径三通规格,等径三通型号,最新等径三通 价格,等径三通报价,等径三通价格查询,等径三通市场价 编者按:造价通——是中华人民共和国国家标准《建设工程人工材料设备机械数据标 准》(gb/t50851-2013)的参编单位和唯一数据提供方。 建设行业大数据服务平台造价通(工程造价信息网) http://www.zjtcn.com 第2页 材料名规格/型号单位品牌省份城市查询账号账号密码 等径三通t1014?á1014?á10套日丰
模具结构参数对橡胶介质胀形三通管的影响 模具结构参数对橡胶介质胀形三通管的影响
格式:pdf
大小:321KB
页数:未知
4.4
采用斜面冲头和斜端面橡胶为介质,非线性显式动力分析软件ansys/ls-dyna为数值模拟平台,建立三通管复合胀形的有限元模型,并研究斜面冲头、普通冲头、斜端面橡胶棒及垂直端面橡胶棒对三通管件成形质量的影响.结果表明:随着轴向斜冲头斜度增加,管件壁厚减薄率是先减小后增大,增厚率逐渐减小;随着橡胶斜度的增加,三通管件支管高度是先增加后减小.因此,当冲头斜度α=10°时,三通管的成形质量最佳;当冲头斜面和橡胶斜面同为8°时,壁厚减薄率控制在11%,则成形支管高度最高为16.37mm.
大直径三通管冲压复合模 大直径三通管冲压复合模
格式:pdf
大小:300KB
页数:未知
4.4
1工艺分析三通是管道系统中使用的一种分流连接管件,采用管坯制造。小尺寸的三通管已有一些成熟的工艺,如内装填料径向挤压工艺和用聚氨酯橡胶对管件侧壁胀形、冲孔、翻边等工艺。图1所示管件尺寸较大,对于这类大直径管件如仍采用径向挤压工艺或胀形
斜面冲头对橡胶胀形三通管件的成形效果影响研究 斜面冲头对橡胶胀形三通管件的成形效果影响研究
格式:pdf
大小:511KB
页数:未知
4.8
在以聚氨酯橡胶为胀形介质的复合胀形三通管的工艺中,模具结构和加载路径是影响三通管件成形质量的重要因素,提出并采用斜面冲头和位移控制冲头折线加载的方法,在非线性显式动力分析软件ansys/ls-dyna为数值模拟平台的基础上,建立了三通管复合胀形的有限元模型。通过对比研究斜面冲头与普通冲头,冲头折线加载与线性加载时对三通管件成形质量的影响。研究结果表明,随着斜冲头的斜度的增加,管件壁厚减薄率是先减小后增大,增厚率则是逐渐减小,优化冲头的斜度和采用轴向冲头与反压冲头折线加载可以有效的提高三通管件的成形质量。
异型铜制三通管胀形专用液压机的研制 异型铜制三通管胀形专用液压机的研制
格式:pdf
大小:42KB
页数:未知
4.8
异型铜制三通管胀形专用液压机的研制255012淄博市山东工程学院冯开林随着人们对冰箱、空调的需求越来越多,作为冰箱、空调冷凝器配套件的铜制异型三通管接头的需求量也越来越大。在使用中发现,焊接式铜制三通管接头存在着生产效率低、焊接处力学性能不一致、外观...
国内常用等径三通和四通
格式:pdf
大小:63KB
页数:2P
4.7
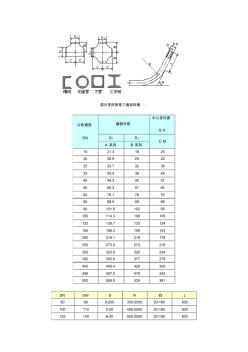
国内常用等径三通和四通: 公称通径 dn 端部外径 中心至外面 尺寸 d1d2 c.m a系列b系列 1521.31825 2026.92529 2533.73238 3242.43848 4048.34557 5060.35764 6576.17676 8088.98986 90101.610295 100114.3108105 125139.7133124 150168.3159143 200219.1219178 250273.0273216 300323.9325254 350355.6377279 400406.4426305 450457.0478343 500508.0529381 dndwsrδl 80895-200350-250
介质对等径三通管复合胀形工艺的影响相关
文辑推荐
知识推荐
百科推荐


职位:堤坝工程师
擅长专业:土建 安装 装饰 市政 园林


