

基于田口方法的铸铝A356焊接工艺参数优化研究
格式:pdf
大小:918KB
页数:5P
人气 :83
 4.7
4.7
铝合金在汽车副车架得到了广泛应用。本文采用脉冲焊方法,以ER5554焊丝作为填充材料,对铸造铝合金A356进行了焊接试验研究,为汽车铸造铝合金副车架设计和焊接提供理论指导。采用田口正交试验的方法,针对焊接电流、焊接速度、间隙、焊枪倾角及干伸长5个焊接参数,设计了5因素3水平的正交试验方案。利用光学显微镜与拉伸试验机对焊缝的成形及接头的力学性能进行了研究。结果表明,焊接电流、焊接速度与间隙对焊缝熔宽、余高与根部侧壁熔合有显著影响;间隙对焊缝根部侧壁熔合影响最大,过小的间隙容易造成焊缝根部未熔合,会极大地降低接头抗拉强度。



 基于田口方法的铸铝A356焊接工艺参数优化研究
基于田口方法的铸铝A356焊接工艺参数优化研究 基于田口方法的铸铝A356焊接工艺参数优化研究
铝合金在汽车副车架得到了广泛应用。本文采用脉冲焊方法,以er5554焊丝作为填充材料,对铸造铝合金a356进行了焊接试验研究,为汽车铸造铝合金副车架设计和焊接提供理论指导。采用田口正交试验的方法,针对焊接电流、焊接速度、间隙、焊枪倾角及干伸长5个焊接参数,设计了5因素3水平的正交试验方案。利用光学显微镜与拉伸试验机对焊缝的成形及接头的力学性能进行了研究。结果表明,焊接电流、焊接速度与间隙对焊缝熔宽、余高与根部侧壁熔合有显著影响;间隙对焊缝根部侧壁熔合影响最大,过小的间隙容易造成焊缝根部未熔合,会极大地降低接头抗拉强度。
焊接工艺参数
焊接工艺指导书 电弧焊工艺 1接口 焊条电弧焊的接头主要有对接接头、t形接头、角接接头和搭接接头四种。 1.1对接接头 对接接头是最常见的一种接头形式,按照坡口形式的不同,可分为i形对接接头(不开坡口)、 v形坡口接头、u形坡口接头、x形坡口接头和双u形坡口接头等。一般厚度在6mm以 下,采用不开坡口而留一定间隙的双面焊;中等厚度及大厚度构件的对接焊,为了保证焊透, 必须开坡口。v形坡口便于加工,但焊后构件容易发生变形;x形坡口由于焊缝截面对称, 焊后工件的变形及内应力比v形坡口小,在相同板厚条件下,x形坡口比v形坡口要减少 1/2填充金属量。u形及双u形坡口,焊缝填充金属量更少,焊后变形也很小,但这种坡 口加工困难,一般用于重要结构。 1.2t形接头 根据焊件厚度和承载情况,t形接头可分为不开坡口,单边v形
编辑推荐下载
常用焊接工艺参数规范
格式:pdf
大小:81KB
页数:5P
4.4
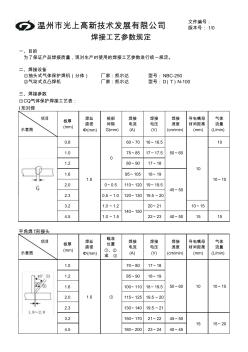
*********有限公司 ******09-2015 常用焊接工艺参数规范 编制:________________日期:_______________ 校对:________________日期:_______________ 审核:________________日期:_______________ 批准:________________日期:_______________ 一、目的 为了方便车间在焊接操作过程中能快速查阅相关焊接工艺参数,特整理了本公司常用 的焊接工艺参数。 二、内容 2.1.表1归纳了本公司常用电弧焊用的焊接工艺参数,未在本表内的焊接工艺参数请 查阅《焊接作业指导书(手工电弧焊)》。 表1常用焊条电弧焊用的焊接工艺参数参考表 焊缝空 间位置 焊缝断面图 焊件厚度 或焊脚尺 寸/mm 第一层焊缝以后各层
焊接工艺碳足迹分析及其工艺参数优化 焊接工艺碳足迹分析及其工艺参数优化
格式:pdf
大小:318KB
页数:5P
4.6
以提高焊接工艺过程中资源和能源利用效率,减少碳排放为目的,从物料、能源、废弃物3个维度,对焊接加工过程碳排放机理加以分析.根据焊接及数学理论建立了焊接过程的碳排放特性函数.对回流焊接设备影响碳排放的因子进行分析,建立遗传算法优化模型,并找出了最优解.
基于田口方法铸铝A356焊接工艺参数优化 热门文档
Q245R埋弧焊焊接工艺参数优化 Q245R埋弧焊焊接工艺参数优化
格式:pdf
大小:93KB
页数:未知
4.4
对承压设备q245r钢制集油器进行埋弧焊试验,研究了焊接工艺参数(焊接速度、焊接电流、焊接电压)对力学性能的影响。正交试验结果表明,焊接电流对力学性能的影响最大,优佳的焊接参数为:焊接速度470mm/min、焊接电流580a、焊接电压33v,在此工艺参数下,焊接接头抗拉强度为503mpa,焊缝冲击吸收功为47j,弯曲试验结果未发现裂纹,完全达到承压设备相关技术标准规定。

焊接工艺参数对焊接质量的影响分析
格式:pdf
大小:112KB
页数:1P
4.7
焊接工艺参数对焊接质量的影响是复杂且巨大的,对其进行详细、切合实际的分析具有重要意义。文章首先介绍了焊接工艺的概念和特点,其次主要从焊接电流、焊接电压、焊接速度三大方面详细分析焊接工艺参数对焊接质量的影响,提出自己的见解。
焊接工艺参数一览表 (2)
格式:pdf
大小:110KB
页数:2P
4.5
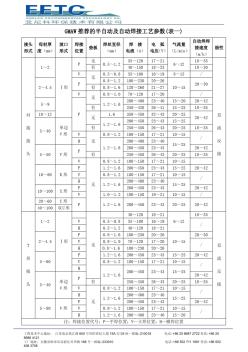
文件编号: 版本号:1/0 一、目的 为了保证产品焊接质量,现对生产时使用的焊接工艺参数进行统一规定。 二、焊接设备 ①抽头式气体保护焊机(分体)厂家:凯尔达型号:nbc-250 ②气动式点凸焊机厂家:凯尔达型号:d(t)n-100 三、焊接参数 ①co2气体保护焊接工艺表: i形对焊 项目 示意图 板厚 (mm) 焊丝 直径 φ(mm) 根部 间隙 g(mm) 焊接 电流 (a) 焊接 电压 (v) 焊接 速度 (cm/min) 导电嘴母 材间距离 (mm) 气体 流量 (l/min) 0.860~7016~16.510 1.075~8517~17.5 1.280~9017~18 1.695~10518~19 2.00~0.5110~12019~19.5 2
基于田口方法铸铝A356焊接工艺参数优化 精华文档
焊接工艺参数一览表
格式:pdf
大小:110KB
页数:2P
4.4
文件编号: 版本号:1/0 一、目的 为了保证产品焊接质量,现对生产时使用的焊接工艺参数进行统一规定。 二、焊接设备 ①抽头式气体保护焊机(分体)厂家:凯尔达型号:nbc-250 ②气动式点凸焊机厂家:凯尔达型号:d(t)n-100 三、焊接参数 ①co2气体保护焊接工艺表: i形对焊 项目 示意图 板厚 (mm) 焊丝 直径 φ(mm) 根部 间隙 g(mm) 焊接 电流 (a) 焊接 电压 (v) 焊接 速度 (cm/min) 导电嘴母 材间距离 (mm) 气体 流量 (l/min) 0.860~7016~16.510 1.075~8517~17.5 1.280~9017~18 1.695~10518~19 2.00~0.5110~12019~19.5 2
热板焊接工艺参数卡
格式:pdf
大小:65KB
页数:2P
4.7
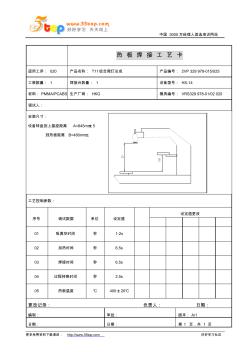
中国3000万经理人首选培训网站 更多免费资料下载请进:http://www.***.***好好学习社区 热板焊接工艺卡 适用工序:020产品名称:t11组合尾灯总成产品编号:2vp329978-015/025 工装数量:1焊接台数量:1设备型号:hs-14 材料:pmma/pcabs生产厂商:hkg模具编号:vrs329978-01/02020 调试人: 安装尺寸: 设备转盘到上基座距离a=845mm±5 到热板距离b=480mm± 工艺控制参数: 序号调试数据单位设定值 设定值更改 01吸真空时间秒1-2s 02加热时间秒6.5s 03焊接时间秒6.5s 04过程转换时间秒2.5s 05热板温度℃400±20℃ 更改记录:负责人:日期: 编制:审批:版本

焊接工艺参数表
格式:pdf
大小:19KB
页数:1P
4.5
钨极直径 熔滴过渡形式co2magco2magco2magco2mag 焊接电流范围(a)50-15030-15070-18050-30080-35060-440140-500120-550 电弧电压范围(v)18-2217-2218-2218-3219-3419-3520-3819-40 适用板厚(mm)0.9-40.4-62--122--202--2520-504-804-100 焊接电流范围(a)30-12050-30060-440120-500 电弧电压范围(v)17-2418-3419-3524-40 适用板厚(mm)0.4-61--122--204-50 短路喷射短路喷射 100-200220-400140-220240-500 电弧电压范围(v)16-2222
超声波焊接工艺参数表
格式:pdf
大小:25KB
页数:1P
4.5
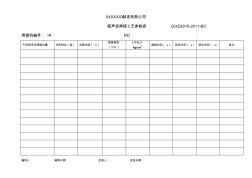
xxxxxxx制造有限公司 超声波焊接工艺参数表q/xd2015-2011-bo 焊接机编号:1#no: 产品型号及焊接位置功率档位(档)空载电流(a) 焊接高度 (mm) 工作压力 kg/cm2 熔接时间(s)延迟时间(s)固化时间(s)备注 编制人:编制日期:批准人:批准日期:
基于田口方法铸铝A356焊接工艺参数优化 最新文档

焊接工艺评定、焊接工艺规程实用编制方法
格式:pdf
大小:143KB
页数:49P
4.4
焊接工艺评定、焊接工艺规程的实用编制方法 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊 接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90《立式圆筒形钢制焊接油罐施工及验收规范》附录一
铝及铝合金的焊接工艺方法
格式:pdf
大小:8KB
页数:4P
4.5
铝及铝合金的焊接工艺方法 铝及铝合金材料密度低,强度高,热电导率高,耐腐蚀能力强,具有良好的物理 特性和力学性能,因而广泛应用于工业产品的焊接结构上。长期以来,由于焊接 方法及焊接工艺参数的选取不当,造成铝合金零件焊接后因应力过于集中产生严 重变形,或因为焊缝气孔、夹渣、未焊透等缺陷,导致焊缝金属裂纹或材质疏松, 严重影响了产品质量及性能。 铝合金材料特点铝是银白色的轻金属,具有良好的塑性、较高的导电性和导热性, 同时还具有抗氧化和抗腐蚀的能力。铝极易氧化产生三氧化二铝薄膜,在焊缝中 容易产生夹杂物,从而破坏金属的连续性和均匀性,降低其机械性能和耐腐蚀性 能。常见铝合金母材和焊丝的化学成分及机械性能见表1。 铝合金材料的焊接难点(1)极易氧化。在空气中,铝容易同氧化合,生成致密 的三氧化二铝薄膜(厚度约0.1-0.2μm),熔点高(约2050℃),远远超过铝 及铝合
A356铸造铝合金的单轴疲劳特性及断口分析 A356铸造铝合金的单轴疲劳特性及断口分析
格式:pdf
大小:275KB
页数:4P
4.5
在不同的应力幅值下,测试了a356铸造铝合金的单轴疲劳寿命,对该合金的高周疲劳区、低周疲劳区以及过渡区进行了划分。分析了合金在循环加载过程中,应变变化的特点。对疲劳试样的断口进行了扫描电镜观察,阐述了疲劳断裂的特点。edx能谱分析发现断口中的夹杂物主要为铁的氧化物和高硅颗粒,并在疲劳过程中被剥离。
 基于正交试验设计的Ω焊缝焊接工艺参数的确定
基于正交试验设计的Ω焊缝焊接工艺参数的确定 基于正交试验设计的Ω焊缝焊接工艺参数的确定
格式:pdf
大小:537KB
页数:4P
4.7
为了确定crdm焊接机焊接工艺参数,应用正交试验设计法进行了ω焊缝焊接工艺评定试验,用数理统计方法分析了对焊缝质量产生影响的各焊接参数的主次顺序,得到了最优生产条件。
焊接工艺参数对焊接变形及残余应力的影响 焊接工艺参数对焊接变形及残余应力的影响
格式:pdf
大小:1.2MB
页数:4P
4.5
为了研究焊接工艺参数对焊接变形及残余应力的影响,文章基于非线性有限元法对平板对接焊焊接过程进行了数值模拟,结果表明:对于焊缝中心线上任一点,横向变形随外界环境温度的升高而减小;在3种热源功率下,最大横向变形均出现在焊接末端,其值随热源功率的增大而减小。说明外界环境温度越高,焊接效果越好,焊接热源功率越大,焊接效果越好。
基于田口方法铸铝A356焊接工艺参数优化 相关
文辑推荐
知识推荐
百科推荐


职位:建造师课程讲师
擅长专业:土建 安装 装饰 市政 园林


