

整体绝缘接头焊接残余应力有限元模拟
格式:pdf
大小:221KB
页数:4P
人气 :94
 4.6
4.6
为研究整体绝缘焊热过程,建立整体绝缘接头对接焊三维温度场有限元数值分析模型。考虑材料非线性并采用热弹塑性有限元方法,模拟整体型绝缘接头的温度场、应力场及变形情况,同时模拟分析温度场对整体型接头密封性能的影响。



 船用薄板焊接接头残余变形有限元模拟
船用薄板焊接接头残余变形有限元模拟 船用薄板焊接接头残余变形有限元模拟
运用热弹塑性有限元法,对不同焊接工艺条件下板厚6mm的ah36钢薄板焊接接头残余变形进行了有限元模拟研究.结果表明,使用不同的焊接方法,纵向挠曲变形和角变形量发生显著变化,采用单一co2气体保护焊,焊接残余变形量较小;采用co2气体保护焊+埋弧焊的混合焊方法,焊接残余变形量有所增大;在焊缝背面施加雾化水冷,可以有效控制焊接残余变形,尤其对于控制采用单一co2气体保护焊的角变形成效显著.为了验证有限元模拟结果的准确性,采用与有限元模拟完全相同的工艺条件对ah36钢薄板进行了焊接残余变形试验,试验结果与数值模拟结论存在一定误差,但基本变化趋势一致,表明采用有限元模拟技术可以预测ah36钢薄板焊接残余变形.
喷熔修形后的焊接接头残余应力有限元分析 喷熔修形后的焊接接头残余应力有限元分析
采用ni60合金粉末对q235b钢焊态十字接头进行了氧—乙炔火焰喷熔处理,同时进行了高频疲劳试验.分析认为喷熔修形改善了焊接接头的几何外形.喷熔修形态十字接头在2×106循环周次下的疲劳强度比原始焊态提高了64.5%.基于氧—乙炔火焰喷熔工艺参数,采用ansys12.0软件对喷熔过程进行了热-应力耦合的有限元模拟,分析认为,焊缝和涂层表面的残余应力仍为拉应力,但是残余拉应力的大小和喷熔前原始焊态接头表层的残余拉应力相比略微减小.原始焊态接头表层的拉应力约为238mpa,喷熔修形后喷熔层表面的残余拉应力约为182mpa,即火焰喷熔使得焊接接头表层的残余应力降低了24%.
编辑推荐下载
钛合金与不锈钢钎焊接头残余应力有限元分析 钛合金与不锈钢钎焊接头残余应力有限元分析
格式:pdf
大小:1.3MB
页数:6P
4.4
通过有限元分析的方法对tc4钛合金与1cr18ni9ti不锈钢钎焊接头残余应力场进行分析,计算工艺参数对接头应力分布的影响.结果表明,在tc4、不锈钢母材与钎料接头两侧的界面区附近形成应力集中,并且在距离钛合金母材0.45mm处等效应力达到最大值.钎焊间隙在50μm时应力值最小,钎料的线膨胀系数在12×10-6℃-1时接头内应力达到最小值,连接温度对这些残余应力的集中与分布影响很小.
绝缘接头焊接残余应力有限元模拟热门文档
焊接残余应力有限元分析技术研究 (5)
格式:pdf
大小:1.3MB
页数:7P
4.3
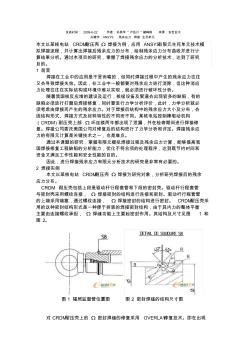
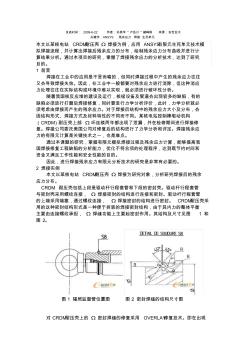
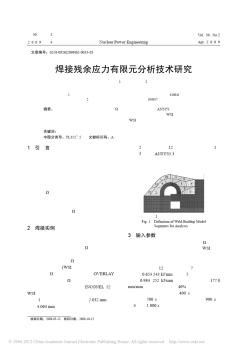
发表时间:2009-6-22作者:孙英学*卢岳川*臧峰刚来源:安世亚太 关键字:ansys残余应力焊接生死单元 本文以某核电站crdm耐压壳ω焊接为例,应用ansys有限元生死单元技术模 拟焊接流程,并计算出焊接后残余应力的分布,绘制残余应力分布曲线并进行计 算结果分析。通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究 目的。 1前言 焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往 又会导致焊接失效。因此,在工业中一般都要对残余应力进行消除,但这种消应 力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的 缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必 须考虑由焊接而产生的残余应力。对于焊接后结构中的残余应力大小及分
焊接残余应力有限元分析技术研究 (4)
格式:pdf
大小:1.3MB
页数:7P
4.3
发表时间:2009-6-22作者:孙英学*卢岳川*臧峰刚来源:安世亚太 关键字:ansys残余应力焊接生死单元 本文以某核电站crdm耐压壳ω焊接为例,应用ansys有限元生死单元技术模 拟焊接流程,并计算出焊接后残余应力的分布,绘制残余应力分布曲线并进行计 算结果分析。通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究 目的。 1前言 焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往 又会导致焊接失效。因此,在工业中一般都要对残余应力进行消除,但这种消应 力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的 缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必 须考虑由焊接而产生的残余应力。对于焊接后结构中的残余应力大小及分
焊接残余应力有限元分析技术研究
格式:pdf
大小:535KB
页数:4P
4.7
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 第42卷增刊原子能科学技术vol.42,suppl. 2008年12月atomicenergyscienceandtechnologydec.2008 焊接残余应力有限元分析技术研究 孙英学,卢岳川,臧峰刚 (中国核动力研究设计院核反应堆系统设计技术国家级重点实验室,四川成都 610041) 摘要:本文以岭澳核电站控制棒驱动机构(crdm)耐压壳ω焊接为例,应用ansys有限元生死单元技 术模拟焊接流程,并计算焊接后残余应力的分布,绘制残余应力分布曲线并进行计算结果分析。通过本 项目的研究,掌握了焊接残余应力
绝缘接头焊接残余应力有限元模拟精华文档
304不锈钢半管夹套焊接部位残余应力有限元模拟 304不锈钢半管夹套焊接部位残余应力有限元模拟
格式:pdf
大小:591KB
页数:4P
4.4
半圆管夹套设备最常见的问题是夹套焊接部位开裂引起泄漏。焊接残余应力是重要的影响因素之一。本文利用有限元软件abaqus,开发了一个顺次耦合的焊接热应力计算程序,讨论坡口形式、线能量、半管间距等参数的变化对焊接残余应力的影响,得到了半管结构残余应力分布特征,找到了最大焊接残余应力的位置及大小,为半管夹套的安全评定提供参考。
低强匹配对接接头焊接残余应力的数值模拟分析 低强匹配对接接头焊接残余应力的数值模拟分析
格式:pdf
大小:387KB
页数:5P
4.7
本文采用数值模拟方法,分析了低强匹配对接接头2种拘束条件、5种屈服强度匹配系数的焊接残余应力。结果表明,低强匹配接头焊根处的三向残余拉应力较小,对静载强度影响不大;焊趾处的三向残余拉应力较大,对疲劳强度和冷裂倾向有不利影响。自由状态的纵向残余应力和两端约束状态的横向残余应力,焊缝金属屈服强度每降低25mpa,其残余应力减少约11mpa。
SAF2205钢板焊条电弧焊焊接接头残余应力有限元分析 SAF2205钢板焊条电弧焊焊接接头残余应力有限元分析
格式:pdf
大小:218KB
页数:4P
4.4
双相不锈钢是针对石油化工行业中强酸强碱易造成局部点蚀、应力腐蚀以及孔穴腐蚀现象而采用兼有铁素体不锈钢和奥氏体不锈钢的优点。在焊接生产中,由于不均匀加热、冷却、相变和拘束等原因,会在焊接接头内产生瞬态热应力以及残余应力和变形,往往是形成焊接裂纹的重要因素之一,又是造成热应变时效脆化的根源。它将降低结构的强度、疲劳寿命,并加速裂纹的扩展破坏。焊接残余应力的测量方法很多,本文利用有限元法,开发顺次耦合的焊接残余应力有限元程序,对焊接的saf2205双相不锈钢平板焊条电弧焊焊接接头残余应力进行分析,为saf2205双相不锈钢压力容器焊接工艺的优化、结构完整性评价提供参考。
锥柱耐压壳典型焊接接头残余应力的数值模拟 锥柱耐压壳典型焊接接头残余应力的数值模拟
格式:pdf
大小:2.6MB
页数:8P
4.6
基于热-弹塑性相关理论,采用ansys的apdl语言编制焊接残余应力数值模拟程序,采用生死单元技术及间接耦合法模拟了典型焊接接头只焊一条焊缝、两条焊缝同时焊和两条焊缝分开焊三种模拟方法的轴向焊接残余应力σx。结果表明:采用不同模拟方法,典型焊接接头的变化规律一致,均在焊缝附近达到最大值;但采用不同方法得到的σx应力水平不同,两条焊缝的残余应力会相互影响,在进行相关研究时这种影响需要考虑在内。两条焊缝分开焊与同时焊相比,分开焊可以在一定程度上减小焊缝中心附近区域的轴向焊接残余应力,且在焊缝的凸面这种减小作用更加明显。
不同异种钢管道焊接接头残余应力的数值模拟 不同异种钢管道焊接接头残余应力的数值模拟
格式:pdf
大小:1.1MB
页数:6P
4.6
利用有限元软件abaqus,开发了一个顺次耦合的热应力有限元计算程序,对0cr18ni9/20和1cr5mo/20异种钢焊接接头残余应力进行了有限元模拟分析.结果表明,无论是采用奥氏体不锈钢焊条a302焊条还是镍基焊条incone182焊条,0cr18ni9/20钢和1cr5mo/20钢焊接接头中最大的轴向残余应力和环向残余应力产生在20钢侧的热影响区,0cr18ni9侧有最小的焊接残余应力.采用incone182来代替a302可以有效地降低残余应力值,提高抗应力腐蚀开裂的能力.
绝缘接头焊接残余应力有限元模拟最新文档
内外施焊接管焊接接头应力的有限元分析 内外施焊接管焊接接头应力的有限元分析
格式:pdf
大小:735KB
页数:3P
4.7
应用ansys有限元应力分析软件,根据钢制化工容器结构设计规定(hg20583-1998),分别建立了内部施焊和外部施焊的内伸入式接管与壳体间焊接接头的模型,分析了焊接接头处应力分布情况,并对焊接接头处的应力进行了对比。结果表明,内部施焊的整个焊缝x方向的应力平均值大于外部施焊焊缝;外部施焊的整个焊缝y方向应力水平略大于内部施焊焊缝;内部施焊焊缝等效应力的应力值小,但其高应力区域范围较大。
K24镍基合金钎焊接头热应力的有限元模拟 K24镍基合金钎焊接头热应力的有限元模拟
格式:pdf
大小:1.1MB
页数:5P
4.3
采用有限元方法,模拟计算了镍基合金粉末钎料在1270℃钎焊k24镍基合金时,接头在冷却过程中的热应力最大值和应力集中区.结果表明,在冷却过程中,k24合金接头的切应力主要集中在界面端点处,且切应力的最大值出现在镍基钎料/k24合金界面的右端点处,其随着温度的降低先减小后增大.同时,接头x方向拉应力最大值也出现在此处,且其随着温度的降低经历由负到正的变化过程.当承受外切切力时,接头并非在镍基钎料内部断裂,而镍基钎料/k24合金界面易成为接头的主要断裂区.
TiC金属陶瓷/铸铁钎焊接头热应力的有限元模拟 TiC金属陶瓷/铸铁钎焊接头热应力的有限元模拟
格式:pdf
大小:1.0MB
页数:5P
4.7
研究了采用ag-cu-zn钎料在1173k温度下钎焊tic金属陶瓷与铸铁时,接头在冷却过程中的热应力最大值和应力集中区。模拟结果表明,在冷却过程中,铸铁/tic金属陶瓷接头的剪应力主要集中在界面端点处,且剪应力的最大值出现在ag-cu-zn/tic金属陶瓷界面处。tic金属陶瓷下表面的拉应力最大值出现在tic金属陶瓷的端点处,且随着连接温度的降低拉应力的最大值逐渐降低。tic金属陶瓷下表面的压应力最大值出现在tic金属陶瓷中部,且随着连接温度的降低压应力值逐渐增加。
P91钢焊接接头Ⅳ型裂纹力学控制参量有限元模拟 P91钢焊接接头Ⅳ型裂纹力学控制参量有限元模拟
格式:pdf
大小:481KB
页数:6P
4.7
采用有限元方法对马氏体耐热钢(p91)焊接接头在温度为600℃、应力为80mpa下的最大主应力、vonmises等效应力、等效蠕变应变和应力三轴度进行了数值模拟.结果表明,在接头上下坡口交界处细晶热影响区(fghaz)两侧的最大主应力和vonmises等效应力很高,蠕变变形主要集中在fghaz,等效蠕变应变的最大值位于fghaz的底部.受焊缝和母材的强烈拘束,上下坡口交界处fghaz内应力三轴度最大,容易形成蠕变裂纹,导致接头蠕变开裂.数值模拟结果与试验获得的iv型裂纹产生、扩展结果一致.因此采用应力三轴度表征iv型裂纹开裂比较合理.
高频焊管残余应力的测量及三维有限元数值模拟 高频焊管残余应力的测量及三维有限元数值模拟
格式:pdf
大小:701KB
页数:6P
4.5
高频焊接是利用高频电流特有的集肤效应和邻近效应,使焊接电流聚集于接触处表层,表层接合面上的温度上升很快,使待焊面加热至熔化或接近熔化的塑性状态,随后迅速被挤压成接头的一种压焊方法。研究在现有条件下利用盲孔法测量了高频焊管接头焊缝的残余应力,并且采用ansys有限元分析程序,分析管道焊缝在焊接过程中的焊接残余应力。实测的轴向和环向残余应力,与用三维有限元模型计算得到的数值结果分布规律基本一致。同时发现高频焊管的残余应力分布与普通电弧焊基本一致,但是其残余应力值比普通电弧焊偏小,这对于指导实际焊接工程问题具有重要意义。
2008Vol42(Z2)焊接残余应力有限元分析技术研究
格式:pdf
大小:159KB
页数:4P
4.5
!第!"卷增刊原子能科学技术#$%&!"'())%& !"**+年,"月-.$/01234567'104314839:41;3$%$67@<l耐压壳'焊接为例应用-h'a'有限元生死单元技 术模拟焊接流程并计算焊接后残余应力的分布绘制残余应力分布曲线并进行计算结果分析通过本 项目的研究掌握了焊接残余应力的分析技术达到了研究目的 关键词残余应力焊接生死单元 中图分类号:a=b,!!!文献标志码-!!!文章编号,***cde=,"**+
 内伸入式接管焊接接头应力的有限元分析
内伸入式接管焊接接头应力的有限元分析 内伸入式接管焊接接头应力的有限元分析
格式:pdf
大小:1.6MB
页数:5P
4.5
本文应用ansys有限元应力分析软件,根据钢制化工容器结构设计规定(hg20583-1998),分别建立内部施焊和外部施焊的内伸入式接管与壳体间焊接接头的模型,分析焊接接头处应力分布的情况,并对焊接接头处的应力进行对比。对比结果表明:a类焊接接头所受应力最大;c类焊接接头应力相对较小;b类焊接接头受力效果最好。若可以对焊缝的坡口连接拐点附近进行优化,可以大大的减小应力水平,改善焊缝的受力情况。
焊接顺序对T形接头残余应力和变形的影响 焊接顺序对T形接头残余应力和变形的影响
格式:pdf
大小:537KB
页数:5P
4.5
采用有限元热弹塑性分析方法对t形接头不同焊接顺序的残余应力和变形进行模拟.有限元模型中选用三维实体单元,分析了材料物性参数随温度的变化和对流、辐射散热的影响.运用单元生死技术模拟t形接头多道焊接过程,获得了不同焊接顺序t形接头焊接温度场和残余应力、变形场,并对计算结果进行了分析.结果表明,焊接顺序对t形接头的残余应力和变形有较大的影响,采用先焊一侧,然后焊另一侧的方案所得到的残余应力和角变形最小.
基于有限元分析的核反应堆中管接头淬火残余应力分析研究 基于有限元分析的核反应堆中管接头淬火残余应力分析研究
格式:pdf
大小:414KB
页数:未知
4.4
采用有限元仿真通用平台abaqus模拟了核反应堆中不锈钢管接头淬火过程,分析了淬火后残余应力的分布情况,得到了残余应力在管接头内外表面的分布特性。研究了改变淬火温度与淬火冷却速率对残余应力分布特性的影响,然后结合不同淬火工艺实现的条件,在保证最低资源消耗与得到最佳残余应力场的情况下,寻求最优的淬火工艺条件,为企业的淬火工艺制定提供了一种很好的参考。
绝缘接头焊接残余应力有限元模拟相关
文辑推荐
知识推荐
百科推荐


职位:装修预算员
擅长专业:土建 安装 装饰 市政 园林


