

机械加工件检验标准
格式:pdf
大小:329KB
页数:9P
人气 :65
 4.5
4.5
机械加工件检验标准 1. 目的 规范机械加工件的检验标准 ,以使各工序过程的产品质量得以控 制。 2. 适用范围 本标准适用于机械加工件的检验 , 图纸和技术文件并同使用。 如与国家标准和技 术规范冲突时 ,以国家标准和技术规范为 准。 3. 引用标准 本标准的尺寸未注单位为 mm 。 JB/T 5000.9 《重型机械通用技术条件 切削加工件》 GB/T 1031 《表面粗糙度参数及其数值》 GB/T 1800.4 《极限与配合 标准公差等级和孔轴的极限偏差 表》 GB/T 3 《普通螺纹收尾、肩距、退刀槽和倒角》 GB/T 197 《普通螺纹 公差》 GB/T 1184 《形状和位置公差 未注公差值》 GB/T 1804 《一般公差 未注公差的线性和角度尺寸的公差》 GB/T 5277 《紧固件 螺栓和螺钉通孔》 4. 原材料检验 机械加工件所用板料 , 棒料的材质 , 规格和数量是否



机械加工件检验行业标准
机械加工件检验标准 1.目的 规范机械加工件的检验标准,以使各工序过程的产品质量得以控制。 2.适用范围 本标准适用于机械加工件的检验,图纸和技术文件并同使用。如与国家标准和 技术规范冲突时,以国家标准和技术规范为准。 3.引用标准 本标准的尺寸未注单位为mm。 jb/t5000.9《重型机械通用技术条件切削加工件》 gb/t1031《表面粗糙度参数及其数值》 gb/t1800.4《极限与配合标准公差等级和孔轴的极限偏差表》 gb/t3《普通螺纹收尾、肩距、退刀槽和倒角》 gb/t197《普通螺纹公差》 gb/t1184《形状和位置公差未注公差值》 gb/t1804《一般公差未注公差的线性和角度尺寸的公差》 gb

机械加工检验标准及方法
机械加工检验标准及方法 一.目的:.......................................................................................................................................3 二.范围:........................................................................................................................................3 三.规范性引用文件......................................................................................
编辑推荐下载
 机械加工件表面层物理学性能改变的主要成因及处理措施
机械加工件表面层物理学性能改变的主要成因及处理措施 机械加工件表面层物理学性能改变的主要成因及处理措施
格式:pdf
大小:271KB
页数:2P
4.7
本文分析了影响加工件表面层物理学性能的主要因素,并提出了控制措施。可起到控制生产过程,提高加工表面质量的作用,从而提高产品的工作性能。
机械加工质量检验
格式:pdf
大小:10KB
页数:2P
4.8
机械加工单位质量负责人岗位责任书 1、在总经理领导下,主持品管部全面工作,对品管部的工作项目,负直接 责任。若因品管部工作项目的失误,给公司造成的损失,负相应的经济责任和行 政责任。要确保品管部工作的项目,无严重工作失误、无安重大全事故。有责任 对管辖范围内的违规违法行为,给予有效制止。 2、弘扬和谐团队精神,对本部门内的员工精神文明建设负责,教育质检人员与公司各 部门领导,员工及车间操作工的礼貌共事。 3、公司质量方针是:转变观念,转变作风,创新机制,创新局面。完善质保体系,通 过iso论证。质量目标是:加工过程中废品率低于投产数量的5%,成品零件入库合格率大 于95%,超差代用品低于5%,客户反馈返修率低于5%。负责公司质量方针、质量目标 的贯彻落实和公司质量管理体系的运行,努力改善全公司的质量管理工作,对公 司产品质量负主要责任; 4、负责编制完善入库零件合格证
机械加工件检验标准热门文档
机械加工时一种新的工件找正方法 机械加工时一种新的工件找正方法
格式:pdf
大小:1.6MB
页数:1P
4.6
数控机床加工小批量零件时,对工件的人工定位及找正总要占用相当长的时间.本文详细阐述了数控机床自动自动找正工件的可行性以及实现的具体过程,并介绍了推广应用前景.
机械加工合同
格式:pdf
大小:14KB
页数:2P
4.4
机械加工合同 甲方:四川大学制造科学与工程学院 乙方:成都市金牛区嘉鑫齿轮加工厂 乙方为甲方加工零件一批。经双方协商,签订本合同,共同遵守。 第一条:加工成品质量要求: 一:甲方提供图纸和质量要求。 二:乙方按照甲方图纸要求进行加工。 第二条:甲方提供图纸共计:份,由甲方于年月日前送交乙方。乙方 在依照甲方的要求进行加工期间,发现提供的图纸不合理,应当及时通知甲方;甲方应 当及时回复,提出修改意见,双方在修改后的图纸上签字,以示确认。 第三条:加工价款:按核定含税价格计算共计:元(大写:), 乙方须附明细清单。 第四条:验收标准和方法:本加工成品全部完工后,乙方通知甲方到厂验收,验收标准以合 同规定的质量要求和图纸为标准,数量以合同规定为标准。 第五条:交货的时间和地点:年月日全部交货。任何一方如要求提前或延期 交(提)货,必须在事先与对方达成协议,并按协议执行。提货方式
机械加工pfmea案例
格式:pdf
大小:660KB
页数:8P
4.7
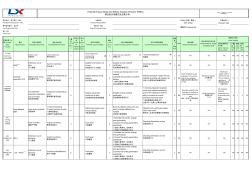
日期(修订) reviseddate 采取的措施及生 效日期 actiontaken& effectivedate 严重 度 seve ruty 频度 occ yran ce 探测 度 dete ction rpn 10.raw materialin coming来料 4 transitmethodwas unreasonable搬 运方法不合理 2648nanananananana ф28-0.036 supplier'sdimensionout ofspec 供应商生产尺寸超差 3354nanananananana american code:aisi12158 supplierdeliverywrong material 供应商送错材料 2696 checkc
机械加工报价大全
格式:pdf
大小:16KB
页数:10P
4.3
机械加工报价计算方法大全,整理的太全了 一.热处理生态圈 今天我们来讨论下有关机加工报价的大概计算方法,材料成本是一 定的,主要区别在与每家公司不同的人工成本、运输成本、消耗成本以 及税收等,那么这些成本机加工工厂大都通过什么样的方式计算的呢, 以下小编整理了部分资料供参考(计算方法因各地物价有出入), 详细计算方法: 1)首先你可以对关键或复杂零件,作出到每个工序的耗时; 2)根据每个工序需要的设备每小时费用就可以算出加工成本。? 具体设备成本比如说,普通立加每小时在¥60~80之间(含税)?,铣 床、普车等普通设备一般为¥30等; 3)在按照比例加上包装运输、管理费用、工装刀具、利润等就是实际 价格了,价格在一定程度上会和该零件的年采购量和难易程度有很大关 系。,单件和批量会差很多价格,这也是很容易理解的。 粗略估算法: 1)对于大件,体积较大,重量较重。 难度一般的:
机械加工合同
格式:pdf
大小:21KB
页数:2P
4.4
1 机械加工合同 合同编号: 定做方:签订地点: 承揽方: 签订时间: 根据【中华人民共和国合同法】及其他有关法律法规的要求,甲乙双方本着互惠互利,友好合作的原则, 经双方协商一致达成如下条款,特签订本合同,望共同遵守: 第一条、加工物名称、规格型号、数量、单价及供货时间: 加工件名称加工内容加工精度要 求 单位数量单价(元)金额 (元) 交货时间 材质06cr19ni10外圆坡口加工φ453加工到 φ450 个40合同生效后3天 变温坡口加工,外形 厚度尺寸加工 δ52加工δ 50 个3合同生效后3天 合计人民币金额(大写):元(含3%税费)(小写):¥702元 第二条、加工精度要求、承揽方对加工精度负责的条件和期限:按国家机械加工检验标准,承揽方按图 加工,在委托方验收合格7天内如有异议以书面形式提出。 第三
机械加工件检验标准精华文档
机械加工报价规则
格式:pdf
大小:9KB
页数:3P
4.4
http://forum.yidaba.com/ 关于机械加工报价 1.直接材料费=(单位产品净重/材料利用率)×单位材料成本=单位产品实际占用材料量×单位材料成本 2.直接人工费=生产单位产品所需的人工费(分计件工资和计时工资;福利;加班费等)×产品数量 3.可变间接费:低值易耗品、水、电、气、包装费用、车间管理者工资等等 4.固定间接费:部分固定资产折旧,如车间厂房折旧、生产设备折旧等等 5.销售费用:广告、公关、运输等费用 6.管理费用:部分固定资产折旧,如办公楼、办公设备、培训费、管理人员工资福利等等 7.财务费用:银行贷款利息等 以上的这些解释和公式是我自己总结的,是我给我们公司采购部的人做培训时讲过的。 不一定对,仅供你参考。 当然,这种计算方式是产品成本的基本计算方法,比较专业,需要对管理、工艺、财务、市场等都有较好 的理解,一般适用于新产品成本计算或没有先例
机械加工论文
格式:pdf
大小:478KB
页数:12P
4.5
首钢技师学院成教学院 毕业设计 设计题目:机械加工 年级:14级 专业:机电一体化 学生姓名:李阳 指导老师:xxx 日期:2016年5月30日 绪论 毕业设计是大学中的一项重要内容,是完成教学计划达到教学目标,是培养我 创新能力的重要环节;也是自己知识和能力深化和升华的重要过程。 本毕业设计应达到以下教学目的: 1、进一步加深我对机械制造工艺学理论知识的理解; 2、培养我的综合应用机械制造工艺学和其他多门课程的理论知识解决实际问 题的能力;培养学生的实践和实际动手能力、提高我的全面素质。 3、通过查阅相关手册,掌握获取工程数据的方法,提高我收集信息、对信息 进行价值判断、信息整理、信息加工的能力; 4、培养我制订机械加工工艺规程的原则、步骤和方法; 5、培养我掌握机床夹具设计的基本原理、方法和步骤,进一步提高我的工程 设计能力; 6、培

机械加工PFMEA范例
格式:pdf
大小:259KB
页数:16P
4.7
fmea編號: 項目名稱:7102-01-06(1.0+0/-0.05*298+0/-0.1)egc-qf過程責任部門:品質部iqc 關鍵日期:編制者: 核心小組:fmea日期: 採取的措施sod 原材料寬度 偏大,(超差上 限0.05) 送料不順無法 生產,導致模 具錯位. 2 鐵板分條時刀口之 隔片使用時間長,不 鋒利. 3 同一規格之材料 抽一卷用卡尺檢 驗寬度 +0 -0.1 848 原材料寬度 偏小,(超差下 限0.05) 模具錯位2 鐵板分條時刀口之 隔片位置偏移所致. 3 同一規格之材料 抽一卷用卡尺檢 驗寬度 +0 -0.1 848 原材料厚度 偏大,(超差上 限0.05) 外觀會擦傷, 角度小無法組 裝退貨. 7 鐵板壓沿處理不好, 成型型腔發生變異. 2 同一規格之材料 抽一卷用千分尺 檢驗厚度 t+0-0.05 9
机械加工报价大全()
格式:pdf
大小:16KB
页数:10P
4.6
机械加工报价计算方法大全,整理的太全了 一.热处理生态圈 今天我们来讨论下有关机加工报价的大概计算方法,材料成本是一定的, 主要区别在与每家公司不同的人工成本、运输成本、消耗成本以及税收等,那 么这些成本机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分 资料供参考(计算方法因各地物价有出入), 详细计算方法: 1)首先你可以对关键或复杂零件,作出到每个工序的耗时; 2)根据每个工序需要的设备每小时费用就可以算出加工成本。? 具体设备成本比如说,普通立加每小时在¥60~80之间(含税)?,铣床、普 车等普通设备一般为¥30等; 3)在按照比例加上包装运输、管理费用、工装刀具、利润等就是实际价格了, 价格在一定程度上会和该零件的年采购量和难易程度有很大关系。,单件和批 量会差很多价格,这也是很容易理解的。 粗略估算法: 1)对于大件,体积较大,重量较重。 难度一般的:

机械加工质量
格式:pdf
大小:106KB
页数:21P
4.4
第三章机械加工表面质量 第一节概述 评价零件是否合格的质量指标除了机械加工精度外,还有机械加工表面质量。机械加工 表面质量是指零件经过机械加工后的表面层状态。探讨和研究机械加工表面,掌握机械加工 过程中各种工艺因素对表面质量的影响规律,对于保证和提高产品的质量具有十分重要的意 义。 一机械加工表面质量的含义 机械加工表面质量又称为表面完整性,其含义包括两个方面的内容: 1.表面层的几何形状特征 表面层的几何形状特征如图3-1所示,主要由以下几部分组成: ⑴表面粗糙度它是指加工表面上较小间距和峰谷所组成的微观几何形状特征,即加工 表面的微观几何形状误差,其评定参数主要有轮廓算术平均偏差ra或轮廓微观不平度十点平 均高度rz; ⑵表面波度它是介于宏观形状误差与微观表面粗糙度之间的周期性形状误差,它主要 是由机械加工过程中低频振动引起的,应作为工艺缺陷设法消除。 ⑶表面
机械加工件检验标准最新文档

线切割加工件检验标准规范
格式:pdf
大小:6KB
页数:3P
4.6
线切割加工工件检验标准规范 一、目的: 树立正确的质量意识,使用规范的检验手段,提高检查的效率和准确性, 保证加工工件质量,对产品提供质量保证。 二、运用范围: 线切割加工的模具零件均属检验范围内。 三、具体检验标准内容: 1、先对图纸要做线切割加工的部位做出指示标注,并确认,发现疑问及时 修改,并与技术人员沟通。 2、待加工件进入线切割装夹前的检查: (1)将工件与线割有关的部位作尺寸检查,验证上道工序是否有漏检或误 差,如果有做异常处理. (2)如工件较大或为薄类零件时,应对其平面度进行验证,对于切割及定 位有关的表面,一般平面误差每500mm不大于0.02mm,如有异常,应做异常处 理,并送交上工工序重制或修复。 (3)工件外观检查:对模具零件成型边或刃口面有没有炸裂,是否有氧 化皮、锈迹,是否消磁等异常,如有异常,应做异常处理,并送交上工工序重 制或修复。 (4)预孔
机械加工检验员试题
格式:pdf
大小:86KB
页数:6P
4.4
2017年检验员专业技能考试试题 (本试题共100分,考试时间120分钟。) 姓名:得分: 一、填空题(每空0.5分,共20分) 1.我公司的质量方针是质量为先,信誉为重,管理为本,服务为诚。 2.产品质量检验的四项基本职能是:把关职能、鉴定职能、技术指导、质量 意识的宣贯;其中最重要职能为鉴定职能。 3.测量误差分为:环境、设备、人员。 4.产品质量检验的依据是:图纸和技术文件、和标准。 5.用通止规检测ф15.5±0.08mm的孔时,止规尺寸是15.58,通过尺寸是15.42。 6.无论何时进行作业准备,如作业的初次运行、材料的更换、作业更改,均应 进行首检。 7.检验时发现不合格品应立即给予隔离。 8.形位符号:∥代表平行度,⊥代表垂直度,代表平面度;代表同轴度, 代表。 9.百分表小表针一小格是1mm,大表针一小格是0.01mm。
第三章机械加工检验规程
格式:pdf
大小:7KB
页数:3P
4.8
第三章机械加工检验规程 1目的和范围: 通过严格执行三检,“首件检验”、“巡回检验”、“完工检验”将检验工作与工序控制紧 密结合,对每一工序的质量问题或可能出现的质量问题不放过,剔除不合格品,使其不能投 入下序或出厂,从而达到工序控制的目的。 本检验程序适用于本厂所有自制产品零部件和分、总成在冷加工过程中的检验和试验。 2检测依据: 过程检验的检测依据,按检验工艺卡执行。 3检验类别、内容和要求: 3.1首件检验: 3.1.1在下述情况下,必须首件检验确认后,才能开始加工; a)工作班开始加工的第一个工件; b)调换操作者后加工的第一个工件; c)更换(调整)工艺装备或更换模具后加工的第一个工件; d)更换材料批(炉)号后加工的第一个工件; e)代用材料后加工的第一个工件。 3.1.2首件检验的依据:a)工艺图纸或工艺卡片;b)作业指导书(工序控制点
机械加工检验方法
格式:pdf
大小:255KB
页数:13P
4.7
机械加工检验标准及方法 机械加工检验标准及方法 一.目的: 二.范围: 三.规范性引用文件 四.尺寸检验原则 1.基本原则: 2.最小变形原则: 3.最短尺寸链原则: 4.封闭原则: 5.基准统一原则: 6.其他规定 五.检验对环境的要求 1.温度 2.湿度 3.清洁度 4.振动 5.电压 六.外观检验 1.检验方法 2.检验目距 3.检测光源 4.检测时间 5.倒角、倒圆 6.批锋、毛刺 7.伤痕 8.刀纹、振纹 9.凹坑、凸起、缺料、多料、台阶 10.污渍 11.砂孔、杂物、裂纹 12.防护包装 机械加工检验标准及方法 七.表面粗糙度的检验 1.基本要求 2.检验方法: 3.测量方向 4.测量部位 5.取样长度 八.线性尺寸和角度尺寸公差要求 1.基本要求 2线性尺寸未注公差 九.形状和位置公差的检验 1.基本要求 3.检测方法 十.螺纹的检验 1.
机械加工过程中的机械振动的研究
格式:pdf
大小:105KB
页数:1P
4.4
在生活中,在做很多事情的时候,物体都会有振动发生,机械加工的过程也不例外,会产生振动。机械加工中所产生的振动现象,会对加工过程带来一定的影响。首先,影响机械切削,其次,还会影响到质量方面、以及生产效率方面,所以对此要引起重视。本文针对这一现象,对振动的相关知识展开研究,希望为大家提供一定的参考。
机械加工工序卡片
格式:pdf
大小:657KB
页数:14P
4.8
河南机电高等专科学校毕业设计 河南机电高等 专科学校 机械加工工序卡片 产品型 号 零(部)件图 号 lz-jz032-01设计者:马帅 产品名 称 零(部)件名 称 左支座 共(14) 页 第(1)页 车间工序号工序名称材料牌号 机加工01 粗铣φ80的小 端端面 ht200 毛坯种类毛坯外型尺寸 每毛坯可制件 数 每台件数 铸件140×140×104mm11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 专用家具 工位器具编号工位器具名称 工序工时 准 终 单件 工 步 号 工步内容 工艺装备(含:刀具、量 具、专用工具) 主轴转 速 r/min 切削速度 m/min 进给量 mm/r 切削深 度 mm 进给次 数 工步工 时(min) 机动辅助 1粗铣ф80h9
机械加工常见工序名称
格式:pdf
大小:14KB
页数:2P
4.5
1、翻边:是沿外形曲线周围将材料翻成侧立短边的冲压工序。 2、翻孔:是沿内孔周围将材料翻成侧立凸缘的冲压工序。 3、切开:是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料 位于或基本位于分离前所处的平面上。 4、切边:是利用冲模修切成形工序件的边缘,使之具有一定直径、一定高度或一定形状的 一种冲压工序。 5、切舌:是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料, 具有工件所要求的一定位置,不再位于分离前所处的平面上。 6、切断:是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 7、反拉深:是把空心工序件内壁外翻的一种拉深工序。 8、冲中心孔:是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。 9、冲孔:是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上 获得所需要

机械加工件检验标准相关
文辑推荐
知识推荐
百科推荐


职位:钢结构项目管理工程师
擅长专业:土建 安装 装饰 市政 园林


