

EN-1320金属材料焊缝的无损检测-断裂试验
格式:pdf
大小:516KB
页数:10P
人气 :75
 4.8
4.8
第 1 页 共 10 页 EN1320 欧洲标准(德文版) 关键词:焊缝,金属,熔焊,对焊,角焊,检验,结构,缺陷,目测,样件,符号 金属材料焊缝的无损检测 断裂试验 本欧洲标准在 1996-09-27 由 CEN 批准。 CEN 成员一定要符合 CEN/CENELEC 内部规则, 规定给予本欧洲标准为国家标准,而不能作任何修改。 关于国家标准的最新的著书目录参考可向中央秘书处或任何 CEN 成员申请获得。 本标准有三个正式版本(英语, 德语,法语)。任何其它语言的翻译版本在由 CEN 成员负责 下翻译成其本国语言并通知中央秘书处后,可与享受与正式版本同样的地位。 CEN 成员为比利时,丹麦,德国,法国,希腊,爱尔兰,意大利,卢森堡,荷兰,挪威, 奥地利,葡萄牙,瑞典,瑞士,西班牙和英国的国家标准机构。 目录 前言 1. 用范围 2.标准参考 3.定义 4.原则 5.名称和缩写 6.样件的



金属结构焊缝无损检测
金属结构焊缝无损检测 摘要:水利工程金属结构是通过焊接组合而成的,其产品的质量是由焊缝 质量而决定的。通过焊接形成的水工金属结构,检测和评价是控制焊缝质量的重 要措施。本文介绍了钢焊缝手工超声波探伤方法、通用的水工金属结构焊接技术、 超声波检验管道焊接接头技术的规程。 关键词:金属结构;无损检测;焊缝质量 1检测水工金属构件焊缝无损的方法 在被检测构件不损伤的条件下,无损检测就是检测物理量有关的材料实验、 检查构件表面和内部的缺陷方法。常用的无损检测方法包括:超声、射线、磁粉、 渗透、涡流以及声发射检测等。本文主要介绍了超声检测方法。 在清除焊接铁屑、飞溅以及油污和其他外部的杂质后,探头移动区探伤表面 光滑平整,探头可以进行自由的扫查,但是表面的粗糙度在超过6.3μm时要进行 打磨。 采用一次串列式或反射法扫查探伤时,探头移动区要大于1.25p: p=2δtgβ或
EN1321金属材料焊缝的无损检测
轨道交通用固定式直流开关设备 页脚内容1 en1321欧洲标准(德文版) 关键词:焊缝,无损试验,微观检测,宏观检测,焊接缺陷,样件准备,工作方法,符号 金属材料焊缝的无损检测 焊缝的微观和宏观检测 本欧洲标准在1996-09-27由cen批准。cen成员一定要符合cen/cenelec内部规则,规定给予本欧洲标准 为国家标准,而不能作任何修改。 关于国家标准的最新的著书目录参考可向中央秘书处或任何cen成员申请获得。 本标准有三个正式版本(英语,德语,法语)。任何其它语言的翻译版本在由cen成员负责下翻译成其 本国语言并通知中央秘书处后,可与享受与正式版本同样的地位。 cen成员为比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威, 奥地利,葡萄牙,瑞典,瑞士,西班牙和英国的国家标准机构。 目录 前言 1.使用范围 2.标准参考 3.定义
编辑推荐下载

水工金属结构焊缝的无损检测
格式:pdf
大小:203KB
页数:1P
4.4
随着我国水利水电事业的发展,水利水电建筑工程的建设越来越多。目前水利水电工程主要采用金属结构进行修建,而金属结构是通过焊接组合而成,因此焊缝的质量决定着水工金属结构产品的质量,即需要对焊缝做好检测工作,确保焊接质量。主要分析了水工金属结构无损检测方法,阐述了无损检测特点及注意事项,并针对检测时机和条件及焊缝质量等级评定进行了研究和探讨。
金属材料焊缝的无损检测断裂试验热门文档
 水工金属结构焊缝的无损检测
水工金属结构焊缝的无损检测 水工金属结构焊缝的无损检测
格式:pdf
大小:255KB
页数:2P
4.7
水工金属结构主要通过焊接而成,焊缝质量决定了水工金属结构产品的质量,所以焊缝质量的检测和评价是控制焊接质量的重要措施。简单介绍焊缝无损检测的种类、技术等级、检测时机和条件、焊缝无损检测的数量和焊缝质量等级评定。
试论金属材料焊接中超声无损检测技术的应用 试论金属材料焊接中超声无损检测技术的应用
格式:pdf
大小:199KB
页数:2P
4.3
近几年随着我国检测技术的逐渐创新和完善,超声无损检测技术以基本趋向成熟。并且被广泛应用于各行各业中。金属材料焊接中应用超声无损检测技术能够有效的发现不连续性,有效的保障焊接材料内部和外部的完整性,起到提高金属材料焊接质量的作用。因此,论文从金属材料焊接入手,针对性的分析超声无损检测技术在金属材料焊接的应用,为我国金属材料焊接技术的提升和超声无损检测技术的完善奠定基础。
超声无损检测技术在金属材料焊接的应用研究 超声无损检测技术在金属材料焊接的应用研究
格式:pdf
大小:110KB
页数:1P
4.5
近几年随着我国检测技术的逐渐创新和完善,超声无损检测技术以基本趋向成熟。并且被广泛应用于各行各业中。金属材料焊接中应用超声无损检测技术能够有效的发现不连续性,有效的保障焊接材料内部和外部的完整性,起到提高金属材料焊接质量的作用。因此,论文从金属材料焊接入手,针对性的分析超声无损检测技术在金属材料焊接的应用,为我国金属材料焊接技术的提升和超声无损检测技术的完善奠定基础。
浅析水利金属结构的钢焊缝无损检测技术
格式:pdf
大小:362KB
页数:1P
4.7
本文主要针对水利金属结构的刚焊缝无损检测技术进行了简要的分析,在对水利工程金属结构的钢焊缝无损检测技术的应用类型以及水利金属结构焊缝分类进行探究后,确定焊缝无损检测技术的应用条件和时机,并对焊接的质量做出相应的评价,从而保障水利金属结构整体的施工质量。希望通过本文的探究,能够为相关的人员提供一定的参考和借鉴。
浅谈水利工程金属结构钢焊缝无损检测 浅谈水利工程金属结构钢焊缝无损检测
格式:pdf
大小:193KB
页数:2P
4.5
一般情况下,水利工程的金属结构大都通过焊接完成,焊接质量的优劣对于水利工程相关金属结构产品的质量好坏起着决定性的作用。因此,若想保障焊接的高质量,则必须对焊接的质量进行准确的检测及评价。本文对焊缝无损检测的特征、类型、等级以及等级评定进行了详细的探讨。
金属材料焊缝的无损检测断裂试验精华文档
浅谈水利工程金属结构钢焊缝无损检测 浅谈水利工程金属结构钢焊缝无损检测
格式:pdf
大小:193KB
页数:2P
4.7
一般情况下,水利工程的金属结构大都通过焊接完成,焊接质量的优劣对于水利工程相关金属结构产品的质量好坏起着决定性的作用。因此,若想保障焊接的高质量,则必须对焊接的质量进行准确的检测及评价。本文对焊缝无损检测的特征、类型、等级以及等级评定进行了详细的探讨。
水利工程金属结构钢焊缝无损检测 水利工程金属结构钢焊缝无损检测
格式:pdf
大小:3.5MB
页数:2P
4.7
本文在详细分析水利工程金属结构钢焊缝无损检测的基础上,进一步了解了水利工程金属结构钢焊缝无损检测的应用种类、水利工程金属结构钢焊缝的分类以及焊缝无损检测的相关要求、钢焊缝无损检测的应用时间以及应用的条件、钢焊缝无损检测的质量评定等工作,从而为水利工程金属结构的整体质量提供了强有力的保障,为以后的相关工作进展做出了参考。
浅谈水利工程金属结构钢焊缝无损检测 浅谈水利工程金属结构钢焊缝无损检测
格式:pdf
大小:21KB
页数:3P
4.6
简要介绍了水工金属结构钢焊缝无损检测的种类、检验等级、焊缝无损检测时机及条件、焊缝无损检测要求及焊接质量等级评定.
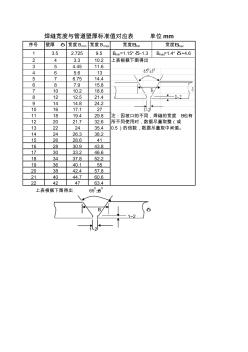
无损检测焊缝宽度计算
格式:pdf
大小:39KB
页数:1P
4.3
序号壁厚 δ宽度bmin宽度bmax宽度bmin宽度bmax 13.52.7259.5bmin=1.15*δ-1.3bmax=1.4*δ+4.6 243.310.2 354.4511.6 465.613 576.7514.4 687.915.8 71010.218.6 81212.521.4 91414.824.2 101617.127 111819.429.8 122021.732.6 13222435.4 142426.338.2 152628.641 162830.943.8 173033.246.6 183437.852.2 193640.155 203842.457.8 214044.760.6 22424763.4 650±50
![焊缝等级分类及无损检测要求[1]](https://files.zjtcn.com/group1/M00/5E/0F/CgoBZ2A43IiAVx3gAAAxjCgzvMo700.jpg)
焊缝等级分类及无损检测要求[1]
格式:pdf
大小:35KB
页数:4P
4.6
焊缝等级分类及无损检测要求 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级, 1.在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为 1)作用力垂直于焊缝长度方向的横向对接焊缝或t形对接与角接组合焊缝,受拉时应为一级,受压时应为二级; 2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。 2.不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级 3.重级工作制和起重量q≥50t吊车梁的腹板与l冀缘之间以及吊车析架上弦杆与节点板之间的t形接头焊缝均要求焊透.焊缝 形式一般为对接与角接的组合焊缝,其质量等级不应低于二级 4.不要求焊透的’i'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为: 1)对直接承
金属材料焊缝的无损检测断裂试验最新文档

焊缝无损检测报告样本
格式:pdf
大小:20KB
页数:1P
4.7
本文档如对你有帮助,请帮忙下载支持! xxx无损检测有限公司 超声波探伤检测报告 non-destructivetestco.ltd.utrepor 委托单位 consigner 报告编号: reportno. 结构名称 structurename dn2006.5无缝钢 管对接焊 检测部位 testing location 如图示 asfigure 产品图号 productno. 工件材质 material / 材料厚度 thickness 6.5㎜ 检测数量 quantity 接头型式 jointtype 对接焊缝 buttweld 坡口型式 beveltype v 焊接方法 weldingmethod fcaw(co2) 仪器型号 instrumenttype 仪器编号 serialno. 检测时机 t
焊缝无损检测符号
格式:pdf
大小:313KB
页数:9P
4.3
中华人民共和国国家标准gb/t14693-93 1 焊缝无损检测符号 1主题内容与适用范围 本标准规定了焊缝无损检测符号表示方法。 本标准适用于焊缝无损检测。应用本标准时,原则上是指对焊完后的焊接部位或部件进 行检测。本标准也可为铸件或锻件无损检测符号的规定提供参考。 2引用标准 gb324焊缝符号表示法 3无损检测符号(ndt符号) 3.1无损检测符号的要素 无损检测符号由以下要素组成: a、基准线; b、箭头; c、检测方法代号; d、检测尺寸、面积和抽检数目; e、辅助符号; f、基准线的尾部; g、技术说明、检测规范或其它参考标准; 无损检测符号只需包括说明检测要求的要素。 3.2检测方法代号 无损检测方法代号规定如下: 射线rt 中子射线nrt 超声波ut 磁粉mt 渗透pt 涡流et 声发射aet 泄漏lt 目
焊缝参考资料等级的分类以及无损检测的要求
格式:pdf
大小:34KB
页数:6P
4.8
1 焊缝等级的分类以及无损检测的要求 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原 则分别选用不同的质量等级, 1.在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为 1)作用力垂直于焊缝长度方向的横向对接焊缝或t形对接与角接组合焊缝,受拉时应为一级, 受压时应为二级; 2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。 2.不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应 不低于二级,受压时宜为二级 3.重级工作制和起重量q≥50t吊车梁的腹板与l冀缘之间以及吊车析架上弦杆与节点板之间的 t形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级 4.不要求焊透的’i'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用 的角焊缝,其质量等级为:

金属无损检测工安全技术
格式:pdf
大小:203KB
页数:8P
4.4
第1页共8页 行业资料:________ 金属无损检测工安全技术 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第2页共8页 金属无损检测工安全技术 1一般规定 1.1金属无损检测工必须经专业安全技术培训,考试合格,持《北 京市特种作业操作证》(外埠来京从事特种作业人员,必须持原所在地 地(市)级以上劳动安全监察机关核发的特种作业证明,并申请换领《北 京市特种作业临时操作证》)方准上岗独立操作。 1.2为减少x射线和其他放射性射线,对检测人员的射线照射剂量。 应遵守下列规定: 1).操作前,检测人员必须穿铅制射线防护服,戴防射线含铅护目 镜和个人辐射剂量笔,并对检测人员逐一进行被照射剂量监督。 2).为减少放射性照射剂量,在确保检测工
焊缝参考资料等级分类及无损检测要求
格式:pdf
大小:40KB
页数:5P
4.4
1 焊缝等级分类及无损检测要求 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级, 1.在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为 1)作用力垂直于焊缝长度方向的横向对接焊缝或t形对接与角接组合焊缝,受拉时应为一级,受压时应为二级; 2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。 2.不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级 3.重级工作制和起重量q≥50t吊车梁的腹板与l冀缘之间以及吊车析架上弦杆与节点板之间的t形接头焊缝均要求焊透.焊缝 形式一般为对接与角接的组合焊缝,其质量等级不应低于二级 4.不要求焊透的’i'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为: 1)对

金属无损检测与探伤规范列表
格式:pdf
大小:10KB
页数:5P
4.4
中国机械工业标准汇编金属无损检测与探伤卷(上)(第二版) 一、通用与综合 gb/t5616-1985常规无损探伤应用导则 gb/t6417-1986金属溶化焊焊缝缺陷分类及说明 gb/t9445-1999无损检测人员资格鉴定与认证 gb/t12469-1990焊接质量保证钢熔化焊接头的要求和缺陷分类 gb/t14693-1993焊缝无损检测符号 jb4730-1994压力容器无损检测 jb/t5000.14-1998重型机械通用技术条件铸钢件无损探伤 jb/t5000.15-1998重型机械通用技术条件锻钢件无损探伤 jb/t7406.2-1994试验机术语无损检测仪器 jb/t9095-1999离心机、分离机锻焊件常规无损探伤技术规范 二、表面方法 gb/t5097-1985黑光源的间接评定方法 gb/t9443-1988铸钢件渗透
焊缝等级的分类以及无损检测的要求
格式:pdf
大小:38KB
页数:5P
4.7
焊缝等级的分类以及无损检测的要求 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原 则分别选用不同的质量等级, 1.在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为 1)作用力垂直于焊缝长度方向的横向对接焊缝或t形对接与角接组合焊缝,受拉时应为一级, 受压时应为二级; 2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。 2.不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应 不低于二级,受压时宜为二级 3.重级工作制和起重量q≥50t吊车梁的腹板与l冀缘之间以及吊车析架上弦杆与节点板之间的 t形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级 4.不要求焊透的’i'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用 的角焊缝,其质量等级为: 1)对
油气管道焊缝的无损检测 油气管道焊缝的无损检测
格式:pdf
大小:250KB
页数:1P
4.6
油气管道焊缝的状态关系着管道的安全运行,因此应加强对焊缝缺陷的检测,加强对焊缝检测技术的创新,以确保管道安全。本文通过阐述常用的无损检测技术,分析了各检测技术的优缺点,研究了检测技术在管道中的运用情况。
管道焊缝的无损检测技术及分析 管道焊缝的无损检测技术及分析
格式:pdf
大小:515KB
页数:2P
4.7
管道焊缝的质量与管道结构的整体性密切相关,通过对管道的缺陷检测,可以评定其质量。本文通过对激光焊接技术及其常见缺陷的分析,提出采用tofd超声无损检测技术和红外热成像检测相结合的方法对激光焊接金属管道焊缝的缺陷进行检测,可以准确确定焊缝缺陷对管道整体性的影响。

金属材料焊缝的无损检测断裂试验相关
文辑推荐
知识推荐
百科推荐


职位:机电安装施工员
擅长专业:土建 安装 装饰 市政 园林


