

5#、6#焦炉电机车电气控制系统优化及改造
格式:pdf
大小:847KB
页数:5P
人气 :85
 4.6
4.6
介绍了攀钢钒炼铁厂5#、6#焦炉电机车电气控制系统的配置、工作方式和特点。针对存在的问题,阐述了电气控制系统优化及改造的方法和解决的效果。



 内燃机车电气控制系统的研究及改进设计
内燃机车电气控制系统的研究及改进设计 内燃机车电气控制系统的研究及改进设计
针对目前内燃机车常用的微机系统、plc控制系统在实际应用中存在机车能源损耗大等问题,以canbus技术作为基础,以ttc60控制器作为核心,提出一种内燃机车电气控制系统的改进设计方法,以期能够有效弥补微机系统及plc控制系统的不足,提高电气控制系统的有效性。
给煤机电气控制系统改造 给煤机电气控制系统改造
莱钢集团炼铁厂给煤机投运后多次发生过载保护跳闸、电机烧毁等故障,主要原因有:①皮带电机功率偏小(3kw),尤其冬季原煤易结块,增大皮带负载。②皮带电机驱动变频器保护功能不全、灵敏度较差。③给煤机及其附属设备逻辑控制采用
编辑推荐下载
GK1L型内燃机车电气控制系统的升级改造
格式:pdf
大小:1006KB
页数:7P
4.3
针对gk1l型内燃机车运用后期故障率高、可靠性差、维修费用高、备件调拨周期长等问题,借鉴新技术并结合多年检修经验,从plc改造、程序编制、线路更换以及执行机构元件的优化等多方面对gk1l型内燃机车电气控制系统进行升级优化改造,大幅提高了其运用可靠性。同时保障机车安全运营。
GK1L型内燃机车电气控制系统的升级改造
格式:pdf
大小:469KB
页数:3P
4.4
针对gk1l型内燃机车运行后期故障率高、可靠性差、维修费用高、备件调拨周期长等问题,通过借鉴新技术并结合多年检修经验,从plc改造、程序编制、线路更换以及执行机构元件的优化等多方面对gk1l型内燃机车电气控制系统进行升级优化改造。改造后不仅大幅提高了系统的运用可靠性,同时保障了机车的安全运营。
焦炉电机车电气控制系统优化及改造热门文档
车床电气控制系统毕业论文
格式:pdf
大小:16KB
页数:3P
4.7
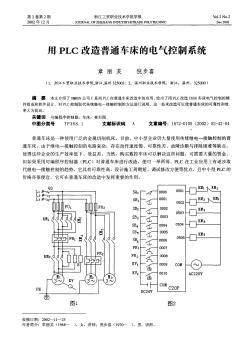
摘要 车床是机械加工中使用最广泛的机床,它可以用于切削各种工件 的外圆、内孔、端面及螺纹等。现代生产机械多采用机械、电气、液 压、气动相结合的控制技术。电气控制技术起联接中枢作用,应用最 为广泛。用普通机床加工出来的产品普遍存在质量差、品种少、档次 低、成本高、供货期长,从而在国际、国内市场上缺乏竞争力,直接 影响一个企业的产品、市场、效益,影响企业的生存和发展,所以必 须大力提高机床的数控化率。本设计主要任务是将ca6140型普通车 床改造为数控车床。 关键词:车床、数控,plc,机床改造,电气控制系统。 目录 第1章前言...............................................................3 第2章电气控制系统........................................错误

宣钢高炉电气控制系统改造的实践
格式:pdf
大小:324KB
页数:4P
4.4
宣钢高炉均采用自动上料、热风炉自动烧炉技术和工业电视监控等技术,生产过程中发现的电气控制设备存在一些问题。主要介绍了高炉炉前电控设备、监控设备被、热风变频调速改造等功能完善改造及创新的过程,通过系列改造和创新电控设备适应了宣钢现有生产模式,对于满足高炉生产起到了关键性的作用。
卧式车床电气控制系统
格式:pdf
大小:748KB
页数:10P
4.6
卧式车床电气控制系统 车床是机床中应用最广泛的一种,它可以用于切削各种工件的外圆、内孔、端面及螺纹。 车床在加工工件时,随着工件材料和材质的不同,应选择合适的主轴转速及进给速度。但目 前中小型车床多采用不变速的异步电动机拖动,它的变速是靠齿轮箱的有级调速来实现的, 所以它的控制电路比较简单。为满足加工的需要,主轴的旋转运动有时需要正转或反转,这 个要求一般是通过改变主轴电动机的转向或采用离合器来实现的。进给运动多半是把主轴运 动分出一部分动力,通过挂轮箱传给进给箱来实现刀具的进给。有的为了提高效率,刀架的 快速运动由一台进给电动机单独拖动。车床一般都设有交流电动机拖动的冷却泵,来实现刀 具切削时冷却。有的还专设一台润滑泵对系统进行润滑。 一、机床的主要结构和运动形式 卧式车床的电气控制车床的种类很多,其中卧式车床是应用极为广泛的金属切削机床。 它用于对具有旋转表
一棒移送装置电气控制系统改造 一棒移送装置电气控制系统改造
格式:pdf
大小:104KB
页数:1P
4.3
针对唐钢棒线材厂一棒生产线棒层移送装置(cover)频繁出现故障,造成生产的不连续.在机械方面对移送装置的液压比例阀主体进行改造的同时,我们针对原比例放大板、接近开关等电气控制部分进行了的改造,以解决移送装置事故多发的问题.
真空氢气烧结炉电气控制系统的改造设计 真空氢气烧结炉电气控制系统的改造设计
格式:pdf
大小:1.3MB
页数:5P
4.8
介绍了真空氢气烧结炉的性能和电气控制系统在烧结炉中起到的作用,改造了真空氢气烧结炉的电气控制系统.选用欧姆龙plc为核心控制器进行过程自动控制,详细阐述了电气控制系统的硬件电路设计和软件设计流程.实践应用情况表明,改进的真空氢气烧结炉电气控制系统是可行的.
焦炉电机车电气控制系统优化及改造精华文档
浅谈微机在GK型机车电气控制系统中的应用 浅谈微机在GK型机车电气控制系统中的应用
格式:pdf
大小:185KB
页数:3P
4.7
随着新技术、新设备在内燃机车上的推广和应用,机车制造厂也开始在工矿型调车机车上推广和使用微机电气控制系统。这一新系统的使用,不仅提高了机车性能和可靠性,方便乘务员的使用与检修人员的检修,而且使工矿型机车的司机室向铁路标准化司机室模块靠拢。
机床电气控制系统论文
格式:pdf
大小:8KB
页数:1P
4.8
浅谈机床电气控制系统 【摘要】数控机床的电气控制系统是机床应用中非常重要的一 部分。本文阐述了机床电气控制系统的概况,详细介绍了电气控制 系统的原理,针对应用中常出现的故障情况讲解了如何维修,最后 展望了机床电气控制系统的技术发展方向。 【关键词】数控机床;电气控制系统;现场维修;技术发展 1.我国从2003年开始就成了全球最大的机床消费国,也成了世 界上最大的数控机床进口国 目前正在提高机械加工设备的数控化率,1999年,我们国家机 械加工设备数控化率是5-8%,目前预计是15~20%之间。 因此,随着电子技术和自动化技术的发展,数控技术的应用越 来越广泛。以微处理器为基础,以大规模集成电路为标志的数控设 备,已在我国批量生产、大量引进和推广应用,它们给机械制造业 的发展创造了条件,并带来很大的效益。 “九五”期间,为促进我国数控机床的发展,机床工具行业针 对我国数控机床产量低
起重机的电气控制系统方案
格式:pdf
大小:352KB
页数:14P
4.8
.. word格式 起重机的电气控制系统 一、概述 起重机钢结构负责载荷支承;起重机机构负责动作运转;起重机机构动作的 起动、运转、换向和停止等均由电气或液压控制系统来完成,为了起重机运转动 作能平稳、准确、安全可靠是离不开电气有效的传动、控制与保护。 二、起重机电气传动 起重机对电气传动的要求有:调速、平稳或快速起制动、纠偏、同步保持、 机构间的动作协调、吊重止摆等。其中调速常作为重要要求。一般起重机的调速 性能是较差的,当需要准确停车时,司机只能采取“点车”的操纵方法,如果“点 车”次数很多,不但增加了司机的劳动强度,而且由于电器接电次数和电动机起 动次数增加,而使电器、电动机工作年限大为缩短,事故增多,维修量增大。 有的起重机对准确停车要求较高,必须实行调速才能满足停准要求。有的起 重机要采用程序控制、数控、遥控等,这些技术的应用,往往必须在实现了调速 要求后,才有

风机电气控制系统
格式:pdf
大小:221KB
页数:16P
4.5
风机电气和控制系统 第1页共16页 风机电气控制系统 新誉风电公司 风机电气和控制系统 第2页共16页 目录 1.电气控制系统概述(可参考控制系统使用说明书) 2.风机发电控制方法 3.风机监视控制 4.接线原理图 5.机舱柜和塔筒柜 6.安全系统的概念 7.风机故障(故障等级、引起的停机种类、故障清除的种类) 8.风机的自耗功率 9.风机的操作 风机电气和控制系统 第3页共16页 1.电气控制系统概述 电气控制系统包括如下内容(其中塔筒柜和机舱柜一起构成风机主控系统): 塔筒柜、机舱柜、变桨控制系统、变流器、发电机的控制和监视部分、齿轮箱的电 气部分、液压站和高速轴刹车的电气部分、偏航电气部分、风机的传感器部分。 塔筒柜部分包括控制器plc(带中央处理器模块)、控制开关、电网检测、ups 电源、hmi触摸屏(人机界面)、变流器控制接口。 机舱柜
焦炉电机车电气控制系统优化及改造最新文档
PLC在行车电气控制系统改造中的应用
格式:pdf
大小:163KB
页数:2P
4.8
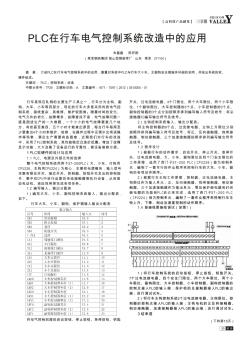
介绍plc在行车电气控制系统中的应用,着重对系统中plc与行车大小车、主副钩安全措施作详细的说明,并给出系统的软、硬件组成。
提升机电气控制系统
格式:pdf
大小:115KB
页数:11P
4.6
1、把电控箱通上电源,把操作旋钮打到手动位置;点动启动电机, 观察电机旋向是否正确。(从风叶方向看为顺时针旋转) 2、弄清手动换向阀的三个位置:(1)拉向压力表端为松绳;(2)中 位不通;(3)推向蓄能器端为紧绳。 3、压力调整,手动开动油泵,把手动换向阀手柄打在中间位置,把 两个溢流阀的手柄都松开,手动按下电磁阀按钮通电,把手动换向阀 打到张紧位置,缓慢调整系统溢流阀(在阀块上面),观察压力表指 示针(黑色针),超过压力上限(红色针)一个格为宜,停止油泵后 再重新启动油泵,缓慢调节工作压力溢流阀(侧面),等压力超过上 限一格后停止,把两个溢流阀的调节螺栓锁紧,手动调整完成,把控 制箱的操作旋钮打到自动位置启动完成即可。正常工作时,手动阀手 柄必须打到张紧位置。 4、液压油缸的活塞杆伸出600~1000mm即可,不能太长,也不能太 短,油压压力在9~12mpa之间,也可根
 经编机电气控制系统抗干扰研究
经编机电气控制系统抗干扰研究 经编机电气控制系统抗干扰研究
格式:pdf
大小:437KB
页数:3P
4.4
根据经编机的工作特殊性和干扰的多样性,文章主要从电气角度多方位提出了一些相应的抗干扰措施。从而可以较好地提高经编机的整体抗干扰能力,使系统具有高可靠性,能满足高档经编机的控制要求。

PLC在转炉电气控制系统中的应用及改进
格式:pdf
大小:477KB
页数:4P
4.6
介绍安钢100t转炉自动控制系统的设计及控制系统的配置和功能,对于系统运行中出现的不能满足生产和工艺要求的问题,提出了改进和优化措施。
大型铸锭加工机列电气控制系统的技术改造
格式:pdf
大小:402KB
页数:3P
4.7
利用现代交流调速技术和plc控制技术实现对大型铸锭锯切加工机列电气控制系统的技术改造具有很强的现实意义和极大的推广价值。实践表明,新电气控制系统运行状态良好
基于PLC的旧式机床电气控制系统的改造
格式:pdf
大小:97KB
页数:1P
4.5
目前采用继电器控制的旧式普通机床设备仍在企业中广泛使用.随着plc技术的发展,使用plc相对于使用继电器线路拥有无法比拟的优势,用可编程序控制器(plc)改造旧机床电控系统,是非常现实的技术改造方案.特别是一些加工工艺较特殊的机床设备,采用plc实现机床电器系统的控制更有优势.所以对这类普通机床控制系统进行改造是非常必要的.
机床改造PLC在电气控制系统中的应用
格式:pdf
大小:229KB
页数:3P
4.4
机床是一种在工业制造和加工,并为企业备件的制作,为企业在生产中,设备损坏应急的器件加工等机械加工的设备,传统的机床电气控制系统是以继电器、接触器为主体的半自动控制系统,本文通过plc的技术结合原机床电器的控制来加以改进,利用plc可编程控制,进行机床手动控制系统的改进,plc程序的控制可靠稳定、加工精度高、自动操作易于控制扩展等优点,对传统的机床电气控制系统以及运用和改造进行分析。
焦炉电机车电气控制系统优化及改造相关
文辑推荐
知识推荐
百科推荐


职位:室内设计师助理
擅长专业:土建 安装 装饰 市政 园林


