





《钢筋焊接及验收规程》JGJ18-
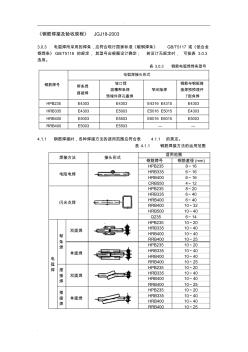
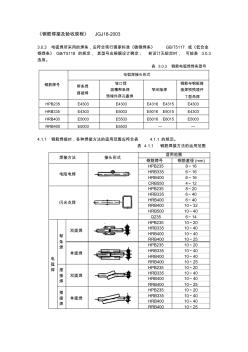
. word专业资料 《钢筋焊接及验收规程》jgj18-2003 3.0.3电弧焊所采用的焊条,应符合现行标准《碳钢焊条》gb/t5117或《低合金钢 焊条》gb/t5118的规定,其型号应根据设计确定;若设计无规定时,可按表3.0.3 选用。 表3.0.3钢筋电弧焊焊条型号 钢筋牌号 电弧焊接头形式 帮条焊 搭接焊 坡口焊 溶槽帮条焊 预埋件穿孔塞焊 窄间隙焊 钢筋与钢板搭 接焊预预埋件 t型角焊 hpb235e4303e4303 e4316 e4315 e4303 hrb335e4303e5003 e5016 e5015 e4303 hrb400e5003e5503 e6016 e6015 e5003 rrb400e5003e5503—— 4.1.1钢筋焊接时,各种

《钢筋焊接及验收规程》(JGJ18)
学海无涯苦作舟! 目录 1总则............................7 2术语............................8 3材料............................10 4钢筋焊接............................12 4.1一般规定..........................12 4.2钢筋电阻点焊........................15 4.3钢筋闪光对焊........................16 4.4钢筋混凝土电弧焊......................18 4.5钢筋电渣压力焊.......................22 4.6钢筋气压焊....................
编辑推荐下载
钢筋焊接及验收规程JGJ18-
格式:pdf
大小:358KB
页数:13P
 4.6
4.6
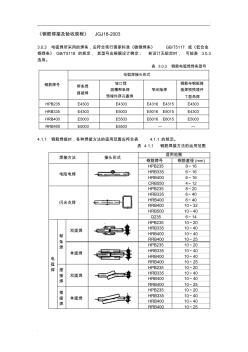
. . 《钢筋焊接及验收规程》jgj18-2003 3.0.3电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》gb/t5117或《低合金 钢焊条》gb/t5118的规定,其型号应根据设计确定;若设计无规定时,可按表3.0.3 选用。 表3.0.3钢筋电弧焊焊条型号 钢筋牌号 电弧焊接头形式 帮条焊 搭接焊 坡口焊 溶槽帮条焊 预埋件穿孔塞焊 窄间隙焊 钢筋与钢板搭 接焊预预埋件 t型角焊 hpb235e4303e4303e4316e4315e4303 hrb335e4303e5003e5016e5015e4303 hrb400e5003e5503e6016e6015e5003 rrb400e5003e5503—— 4.1.1钢筋焊接时,各种焊接方法的适用范围应符合表4.1.1的规定。 表
《钢筋焊接及验收规程》JGJ18
格式:pdf
大小:354KB
页数:13P
4.7
. . 《钢筋焊接及验收规程》jgj18-2003 3.0.3电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》gb/t5117或《低合金 钢焊条》gb/t5118的规定,其型号应根据设计确定;若设计无规定时,可按表3.0.3 选用。 表3.0.3钢筋电弧焊焊条型号 钢筋牌号 电弧焊接头形式 帮条焊 搭接焊 坡口焊 溶槽帮条焊 预埋件穿孔塞焊 窄间隙焊 钢筋与钢板搭 接焊预预埋件 t型角焊 hpb235e4303e4303e4316e4315e4303 hrb335e4303e5003e5016e5015e4303 hrb400e5003e5503e6016e6015e5003 rrb400e5003e5503—— 4.1.1钢筋焊接时,各种焊接方法的适用范围应符合表4.1.1的规定。 表4.1.1钢筋焊接
jgj-18-钢筋焊接及验收规程演示幻灯片教学内容热门文档

钢筋焊接及验收规程JGJ18-2012
格式:pdf
大小:2.0MB
页数:117P
4.4
1 钢筋焊接及验收规程jgj18-2012 目次 1总 则······························· ································ ·· 2术语和符 号······························· ···························· 3材 料······························· ································ ·· 4钢筋焊 接······························· ······························ 4.1一般规 定······························· ·························· 4.2钢筋电阻点 焊··············
JGJ18-2012《钢筋焊接及验收规程》 (3)
格式:pdf
大小:1.6MB
页数:61P
4.7
钢筋焊接及验收规程 jgj18-2012 施行日期:2012年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能, 环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准 和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶 粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压 力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪光对焊

JGJ18-2012《钢筋焊接及验收规程》要点
格式:pdf
大小:1.6MB
页数:61P
4.3
钢筋焊接及验收规程 jgj18-2012 施行日期:2012年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能, 环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准 和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶 粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压 力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪光对焊
JGJ18-2012《钢筋焊接及验收规程》 (2)
格式:pdf
大小:2.1MB
页数:61P
4.4
个人精心创作,质量一流,希望能得到您的认可。谢谢!编辑页眉,选中水印,点击删除,可批量删除水印。 钢筋焊接及验收规程 jgj18-2017 施行日期:2017年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能, 环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准 和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶 粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢

JGJ18-2019《钢筋焊接及验收规程》
格式:pdf
大小:3.3MB
页数:61P
4.3
个人精心创作,质量一流,希望能够得到您的肯定。谢谢!编辑页眉,选中水印,点击删除,便可批量消除水印。 钢筋焊接及验收规程 jgj18-2012 施行日期:2019年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能, 环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准 和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶 粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用
jgj-18-钢筋焊接及验收规程演示幻灯片教学内容精华文档
JGJ18-2012《钢筋焊接及验收规程》解析
格式:pdf
大小:1.6MB
页数:61P
4.8
钢筋焊接及验收规程 jgj18-2012 施行日期:2012年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能, 环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准 和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶 粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压 力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪光对焊

JGJ18-2012《钢筋焊接及验收规程》
格式:pdf
大小:1.6MB
页数:61P
4.5
精选 钢筋焊接及验收规程 jgj18-2012 施行日期:2012年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能, 环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准 和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶 粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压 力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪


《钢筋焊接及验收规程》JGJ18-2012
格式:pdf
大小:1.6MB
页数:128P
4.5
1 《钢筋焊接及验收规程》jgj18-2012 2 目次 1总 则······························· ·································· 2术语和符 号··························································· 3材 料······························· ·································· 4钢筋焊 接····························································· 4.1一般规 定························································· 4.2钢筋电阻点 焊··············
JGJ钢筋焊接及验收规程
格式:pdf
大小:175KB
页数:138P
4.7
钢筋焊接及验收规程 jgj18-2012 施行日期:2012年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节 能,环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相 关标准和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细 晶粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电 渣压力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪光对焊 从原来“钢筋闪光对焊
jgj-18-钢筋焊接及验收规程演示幻灯片教学内容最新文档

《钢筋焊接及验收规程》JGJ
格式:pdf
大小:2.2MB
页数:46P
4.5
中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingand acceptanceofreinforcingsteel bars jgj18—2003 j253—2003 2003 第1 页 中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingand acceptanceofreinforcingsteel bars jgj18-2003 批准部门:中华人民共和国建设部 施行日期:2003年5月1日 2003 第2页 中华人民共和国建设部 公告 第128号 建设部关于发布行业标准 《钢筋焊接及验收规程》的公告 现批准《钢筋焊接及验收规程》为行业标准,编号为jgj18—2003,自2003年 5月1日起实施。其中,第1.

JGJ18-2003钢筋焊接及验收规程
格式:pdf
大小:1.1MB
页数:46P
4.7
筑 龙 网 w ww .s in oa ec .c om @ 筑 龙 网 w w w .sin o aec.co m 《 钢 筋 焊 接 及 验 收 规 程 》 资 料 编 号 : jg j1 8 -2 0 0 3 @ 中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingandacceptance ofreinforcingsteelbars jgj18—2003 j253—2003 **网 2003 第1页 筑 龙 网 w ww .s in oa ec .c om @ 筑 龙 网


《钢筋焊接及验收规程》(JGJ18) (2)
格式:pdf
大小:1.9MB
页数:48P
4.7
中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingand acceptanceofreinforcingsteel bars jgj18—2003 j253—2003 2003 第1 页 中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingand acceptanceofreinforcingsteel bars jgj18-2003 批准部门:中华人民共和国建设部 施行日期:2003年5月1日 2003 第2页 中华人民共和国建设部 公告 第128号 建设部关于发布行业标准 《钢筋焊接及验收规程》的公告 现批准《钢筋焊接及验收规程》为行业标准,编号为jgj18—2003,自2003年 5月1日起实施。其中,第1.

钢筋焊接及验收规程JGJ18-2003
格式:pdf
大小:13KB
页数:6P
4.5
中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingandacceptance ofreinforcingsteelbars jgj18—2003 j253—2003 2003 第1页 . 中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingandacceptance ofreinforcingsteelbars jgj18-2003 批准部门:中华人民共和国建设部 施行日期:2003年5月1日 2003 第2页 . . 中华人民共和国建设部 公告 第128号 建设部关于发布行业标准 《钢筋焊接及验收规程》的公告 现批准《钢筋焊接及验收规程》为行业标准,编号为jgj18—2003,自2003年 5月1日起
《钢筋焊接及验收规程》JGJ18-2003
格式:pdf
大小:379KB
页数:68P
4.4
《钢筋焊接及验收规程》jgj18-2003 3.0.3电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》gb/t5117或《低合金 钢焊条》gb/t5118的规定,其型号应根据设计确定;若设计无规定时,可按表3.0.3 选用。 表3.0.3钢筋电弧焊焊条型号 钢筋牌号 电弧焊接头形式 帮条焊 搭接焊 坡口焊 溶槽帮条焊 预埋件穿孔塞焊 窄间隙焊 钢筋与钢板搭 接焊预预埋件 t型角焊 hpb235e4303e4303e4316e4315e4303 hrb335e4303e5003e5016e5015e4303 hrb400e5003e5503e6016e6015e5003 rrb400e5003e5503—— 4.1.1钢筋焊接时,各种焊接方法的适用范围应符合表4.1.1的规定。 表4.1.1钢筋焊接方法的运用范
钢筋焊接及验收规程试题1
格式:pdf
大小:43KB
页数:24P
4.5
. 精选范本 《钢筋焊接及验收规程试题》 一、填空题 1.箍筋闪光对焊的焊点位置宜设在箍筋受力(较小)一边。不等边的多边 形柱箍筋对焊点位置宜设在两个边上。 2.电渣压力焊适用于(柱、墙)、构筑物等现浇混凝土结构中(竖向受力 钢筋)的连接;不得在(竖向)焊接后横置于梁、板等构件中作水平钢筋使用。 3.在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的(焊 接工艺试验,并经试验合格后,方可正式生产。 4.带肋钢筋进行闪光对焊、电弧焊、电渣压力焊和气压焊时,宜将(纵肋 对纵肋)安放和焊接。 5.焊剂应存放在干燥的库房内,若受潮时,在使用前应经250~3500c烘焙 (2h)。 6.两根同牌号、不同直径的钢筋可进行(闪光对焊)、(电渣压力焊)或 (气压焊)。 7.、焊接工艺参数可在大、小直径钢筋焊接工艺参数之间(偏大)选用, 两根钢筋的轴线应在同一直线上。对接头强度的要求,应
钢筋焊接及验收规程试题 (2)
格式:pdf
大小:94KB
页数:15P
4.8
. . 《钢筋焊接及验收规程试题》 一、填空题 1.箍筋闪光对焊的焊点位置宜设在箍筋受力(较小)一边。不等边的多边 形柱箍筋对焊点位置宜设在两个边上。 2.电渣压力焊适用于(柱、墙)、构筑物等现浇混凝土结构中(竖向受力 钢筋)的连接;不得在(竖向)焊接后横置于梁、板等构件中作水平钢筋使用。 3.在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的(焊 接工艺试验,并经试验合格后,方可正式生产。 4.带肋钢筋进行闪光对焊、电弧焊、电渣压力焊和气压焊时,宜将(纵肋 对纵肋)安放和焊接。 5.焊剂应存放在干燥的库房内,若受潮时,在使用前应经250~3500c烘焙 (2h)。 6.两根同牌号、不同直径的钢筋可进行(闪光对焊)、(电渣压力焊)或 (气压焊)。 7.、焊接工艺参数可在大、小直径钢筋焊接工艺参数之间(偏大)选用, 两根钢筋的轴线应在同一直线上。对接头强度的要求,应按(

钢筋焊接及验收规程
格式:pdf
大小:2.3MB
页数:46P
4.4
中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingandacceptance ofreinforcingsteelbars jgj18—2003 j253—2003 2003 第1页 中华人民共和国行业标准 钢筋焊接及验收规程 specificationforweldingandacceptance ofreinforcingsteelbars jgj18-2003 批准部门:中华人民共和国建设部 施行日期:2003年5月1日 2003 第2页 中华人民共和国建设部 公告 第128号 建设部关于发布行业标准 《钢筋焊接及验收规程》的公告 现批准《钢筋焊接及验收规程》为行业标准,编号为jgj18—2003,自2003年 5月1日起实施。其中,第1.0.3、3.

JGJ18-2012《钢筋焊接及验收规程》59197
格式:pdf
大小:1.6MB
页数:61P
4.5
钢筋焊接及验收规程 jgj18-2012 施行日期:2012年08月01日 前言 根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能, 环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准 和资料,并在广泛征求意见的基础上修订、编制了本规程。 本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收; 6焊工考试;7焊接安全。 本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是 gb1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶 粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压 力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪光对焊
jgj-18-钢筋焊接及验收规程演示幻灯片教学内容相关
文辑推荐
知识推荐
百科推荐


职位:岩土设计助理
擅长专业:土建 安装 装饰 市政 园林


