

基于机电阻抗方法的连接接头螺钉松动损伤识别研究
格式:pdf
大小:842KB
页数:6P
人气 :93
 4.7
4.7
飞机在飞行过程中,机翼蒙皮的螺钉在反复载荷的作用下会发生松动、甚至脱落损伤,对飞机的飞行安全埋下隐患。及时发现此类损伤并采取有效措施可以提高飞机的安全性。针对此类损伤,设计了硬铝合金板连接接头的螺钉松动损伤模式,应用机电阻抗的试验方法对其进行了识别研究。试验结果表明:当选择恰当的频率范围时,随着螺钉松动损伤程度的增加,压电片与结构组成系统的RMSD(Root Mean Square Deviation)指标增加,两者表现出单调函数关系,应用RMSD损伤指标可以识别螺钉松动损伤程度,且对小的损伤更加敏感。



 基于有限元模拟对受拉连接接头螺栓设计方法的评价
基于有限元模拟对受拉连接接头螺栓设计方法的评价 基于有限元模拟对受拉连接接头螺栓设计方法的评价
螺栓抗拉连接中撬力增大了螺栓内力,减少了连接节点的强度,对结构的性能产生不利影响。文中综述了国内外规范对螺栓受拉连接接头的设计方法,通过有限元方法对t型连接接头抗拉性能进行分析,变换多个参数分析影响t型接头承载力的因素,并将中、美、欧三种规范进行比对,对规范计算方法进行评价。研究表明,国内外规范对撬力计算相差无几,但弯曲应力在螺栓应力中所占比例较大,规范需进一步考虑弯曲应力对螺栓应力的影响。
编辑推荐下载
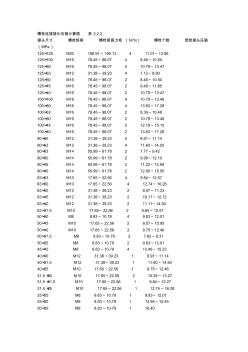
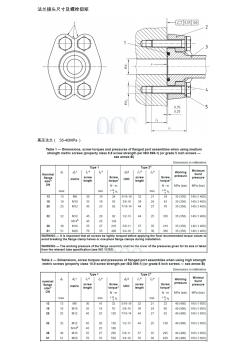
螺栓连接接头压强计算值
格式:pdf
大小:5KB
页数:2P
4.4
螺栓连接接头压强计算值表2.2.2 接头尺寸螺栓规格螺栓紧固力矩(n?m)螺栓个数母线接头压强 (mpa) 125×125m20156.91~196.13411.01~13.96 125×100m1678.45~98.0748.46~10.50 125×80m1678.45~98.07410.79~13.47 125×63m1231.38~39.2347.12~8.90 125×50m1678.45~98.0728.46~10.50 125×45m1678.45~98.0729.48~11.85 125×40m1678.45~98.07210.79~13.47 100×100m1678.45~98.07410.79~13.48 1
不容忽视的塔机连接螺栓松动 不容忽视的塔机连接螺栓松动
格式:pdf
大小:20KB
页数:2P
4.6
今年,我们在建筑施工现场的塔式起重机安装验收和检查中,发现过3次塔身标准节和回转下支座之间的高强度螺栓松动,m30~m45的大螺栓螺帽居然用手就可以旋动,存在这样严重的安全问题,必须引起重视。
机电阻抗方法的连接接头螺钉松动损伤识别热门文档

锥螺纹连接接头简介
格式:pdf
大小:722KB
页数:2P
4.6
锥螺纹连接接头:通过精轧螺纹钢筋端头特制的锥形螺纹和连接件锥形螺纹咬合形成的 接头。锥螺纹连接技术的诞生克服了套筒挤压连接技术存在的不足。 锥螺纹丝头完全是提前预制,现场连接占用工期短,现场只需用力矩扳手操作,不需搬 动设备和拉扯电线,深受各施工单位的好评。但是锥螺纹连接器质量不够稳定。由于加 工螺纹的小径削弱了母材的横截面积,从而降低了接头强度,一般只能达到母材实际抗 拉强度的85~95%.我国的锥螺纹连接技术和国外相比还存在一定差距,最突出的一个 问题就是螺距单一,从直径16~40mm钢筋采用螺距都为2.5mm,而2.5mm螺距最适 合于直径22mm钢筋的连接,太粗或太细钢筋连接的强度都不理想,尤其是直径为 36mm,40mm钢筋的锥螺纹连接,很难达到母材实际抗拉强度的0.9倍。 许多生产单位自称达到钢筋母材标准强度,是利用了汇赢钢铁精轧螺纹钢筋母材超强的
钢筋机械连接接头方法对比
格式:pdf
大小:37KB
页数:6P
4.6
钢筋机械连接接头方法对比 目前,市场上常用的钢筋机械连接接头类型如下: 一、套筒挤压连接接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋 紧密咬合形成的接头。有两种形式,径向挤压连接和轴向挤压连接。由于轴向挤 压连接现场施工不方便及接头质量不够稳定,没有得到推广;而径向挤压连接技 术,连接接头得到了大面积推广使用。现在工程中使用的套筒挤压连接接头,都 是径向挤压连接。由于其优良的质量,套筒挤压连接接头在我国从二十世纪90年 代初至今被广泛应用于建筑工程中。 二、锥螺纹连接接头:通过钢筋端头特制的锥形螺纹和连接件锥形螺纹咬 合形成的接头。锥螺纹连接技术的诞生克服了套筒挤压连接技术存在的不足。锥 螺纹丝头完全是提前预制,现场连接占用工期短,现场只需用力矩扳手操作,不 需搬动设备和拉扯电线,深受各施工单位的好评。但是锥螺纹连接接头质量不够 稳定。由于加工螺纹的小径削弱了母材的横截面积,从而
![钢筋机械连接接头方法对比[1]](https://files.zjtcn.com/group1/M00/6B/C4/CgoBZ2A6aw2AKA7oAABOUfohaGI601.jpg)
钢筋机械连接接头方法对比[1]
格式:pdf
大小:37KB
页数:6P
4.6
钢筋机械连接接头方法对比 目前,市场上常用的钢筋机械连接接头类型如下: 一、套筒挤压连接接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋 紧密咬合形成的接头。有两种形式,径向挤压连接和轴向挤压连接。由于轴向挤 压连接现场施工不方便及接头质量不够稳定,没有得到推广;而径向挤压连接技 术,连接接头得到了大面积推广使用。现在工程中使用的套筒挤压连接接头,都 是径向挤压连接。由于其优良的质量,套筒挤压连接接头在我国从二十世纪90年 代初至今被广泛应用于建筑工程中。 二、锥螺纹连接接头:通过钢筋端头特制的锥形螺纹和连接件锥形螺纹咬 合形成的接头。锥螺纹连接技术的诞生克服了套筒挤压连接技术存在的不足。锥 螺纹丝头完全是提前预制,现场连接占用工期短,现场只需用力矩扳手操作,不 需搬动设备和拉扯电线,深受各施工单位的好评。但是锥螺纹连接接头质量不够 稳定。由于加工螺纹的小径削弱了母材的横截面积,从而
![钢筋机械连接接头方法对比[1]](https://files.zjtcn.com/group1/M00/8E/14/CgoBZ2A_SHSAOfbPAABOAfO9tII299.jpg)
钢筋机械连接接头方法对比[1]
格式:pdf
大小:61KB
页数:8P
4.6
钢筋机械连接接头方法对比 目前,市场上常用的钢筋机械连接接头类型如下: 一、套筒挤压连接接头:通过挤压力使连接件钢套筒塑性变形与带肋 钢筋紧密咬合形成的接头。有两种形式,径向挤压连接和轴向挤压连接。由于轴 向挤压连接现场施工不方便及接头质量不够稳定,没有得到推广;而径向挤压连 接技术,连接接头得到了大面积推广使用。现在工程中使用的套筒挤压连接接头, 都是径向挤压连接。由于其优良的质量,套筒挤压连接接头在我国从二十世纪90 年代初至今被广泛应用于建筑工程中。 二、锥螺纹连接接头:通过钢筋端头特制的锥形螺纹和连接件锥形螺 纹咬合形成的接头。锥螺纹连接技术的诞生克服了套筒挤压连接技术存在的不足。 锥螺纹丝头完全是提前预制,现场连接占用工期短,现场只需用力矩扳手操作, 不需搬动设备和拉扯电线,深受各施工单位的好评。但是锥螺纹连接接头质量不 够稳定。由于加工螺纹的小径削弱了母材的横截面积,从
钢筋连接接头检验委托单
格式:pdf
大小:22KB
页数:1P
4.6
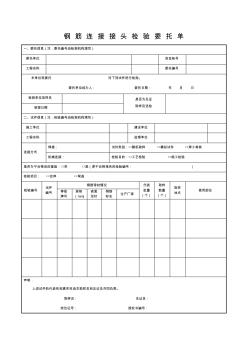
钢筋连接接头检验委托单 一、委托信息(注:委托编号由检测机构填写) 委托单位资金帐号 工程名称委托编号 本单位现委托对下列试件进行检测。 委托单位经办人:委托日期:年月日 检测单位收样员是否为见证 取样及送检受理日期 二、试件信息(注:检验编号由检测机构填写) 施工单位建设单位 工程名称监理单位 连接方式 焊接:试件类别:□随机取样□模拟试件□焊工考核 机械连接:检验目的:□工艺检验□施工检验 是否为不合格后的复验:□否□是(原不合格报告的检验编号:) 检验项目:□拉伸□弯曲 检验编号 试件 编号 钢筋母材情况代表 批量 (个) 取样 数量 (个) 取样 地点 使用部位等级 牌号 规格 (mm) 表面 形状 钢筋 标志 生产厂家 声明: 上述试件的代表性和真实性由本取样员和见证员共同负责。 取样员:见证员: 岗位证号:授权书编
机电阻抗方法的连接接头螺钉松动损伤识别精华文档

钢筋机械连接接头检验
格式:pdf
大小:19KB
页数:1P
4.5
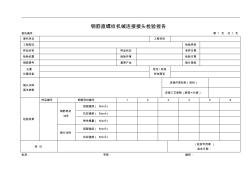
珠海市建设工程质量监督检测站j一1 钢筋机械连接接头检验委托单 (带下划线栏目由本站填写) 报告编号:abf 样品状态口正常口异常试验费用共计y元 样品来源口委托单位送检口复检口见证送样口监督抽检抽样人:缴费帐号 委托单位委托人联系电话 工程名称工程委托号见证人:证书编号: 施工单位电脑代号见证单位 接头等级口i级口il级口iil级样品处理意见口退样口不退样 接头类型口套筒挤压口锥螺纹口镦粗直螺纹口滚轧直螺纹口熔融金属充填口水泥灌浆充填口 钢筋类型口钢筋混凝土用热扎带肋钢筋口钢筋混凝土用余热处理钢筋口 检验项目口抗拉强度口检验依据jgjl07—2003 检验编号 钢筋公称 直径(mm) 钢筋牌号 机械接头 长度(mill) 机械接头 外径(mm) 拟用工程部位钢

竖向钢筋连接接头跨层设置施工方法
格式:pdf
大小:24KB
页数:1P
4.8
在框架结构、剪力墙结 构中常遇到大量的柱和暗柱 钢筋连接(采用机械连接或 焊接连接)的问题。一般多在 层内设置接头,接头设置比 较集中。在满足规范要求的 前提下,为减少接头数量,可 采用接头跨层设置连接的施 工方法,技术经济效果良好。 现介绍如下。 一、传统方法 接头一般在层内错开设 置,见图!。 二、跨层连接法 将接头跨层设置(图"), 这种方法是在满足规范规定 的同时,接头位置在上下层 错开,错开距离为层高(层高 宜在#$以内),即采用两层只 有一个连接点的施工方法。 三、比较 两种连接方法比较如表 !所示。 四、工程应用实例 该施工方法已在华纺朝 阳家园丁%#楼项目上得到应 用。该工程建筑面积"&’’’ $",地下"层,地上!&层,为剪 力墙结构。墙体钢筋接头连接 采用电渣压力焊,由于采用跨 层设置,可减少接头"’(’’个, 每个
发电机转子导电螺钉松动故障停机分析与处理 发电机转子导电螺钉松动故障停机分析与处理
格式:pdf
大小:162KB
页数:未知
4.8
发电机转子正常施加直流电压进行励磁,是建立发电机稳定运行的基本条件,转子回路一旦发生故障,发电机电压将产生较大影响,进而影响机组的稳定运行。本文介绍一例发电机转子事故的分析与处理供参考。
发电机转子导电螺钉松动故障停机分析与处理 发电机转子导电螺钉松动故障停机分析与处理
格式:pdf
大小:142KB
页数:未知
4.6
发电机转子正常施加直流电压进行励磁,是建立发电机额定电压稳定运行的基本条件,转子回路一旦发生故障,发电机电压将产生较大影响,进而影响机组的稳定运行,本文介绍1例发电机转子事故的分析与处理供参考。
机电阻抗方法的连接接头螺钉松动损伤识别最新文档
发电机转子导电螺钉松动故障停机分析与处理 发电机转子导电螺钉松动故障停机分析与处理
格式:pdf
大小:93KB
页数:未知
4.8
通过对发电机转子施加直流电压进行控制,从而保证发电机稳定运行。结合一例发电机转子事故进行分析,提供相关防范措施。
钢筋直螺纹机械连接接头检验报告
格式:pdf
大小:21KB
页数:1P
4.7
钢筋直螺纹机械连接接头检验报告 报告编号:第1页共1页 批准:审核:编制: 委托单位工程名称 工程部位检验类别 样品名称样品状态收样日期 检验依据检验环境检验日期 钢筋牌号套筒产地接头等级 主要 仪器设备 检定/校准 有效期至 接头试样 基本参数 连接件原材料(母材) 连接工艺参数(直径×长度) 检验结果 样品编号钢筋母材编号123456 钢筋母材 试件 屈服强度(n/mm2) 抗拉强度(n/mm2) 弹性模量(n/mm2) 接头试样 屈服强度(n/mm2) 抗拉强度(n/mm2) 结论 (检测专用章) 签发日期:
钢筋直螺纹机械连接接头检验评定中的问题 钢筋直螺纹机械连接接头检验评定中的问题
格式:pdf
大小:294KB
页数:2P
4.7
对应用《钢筋机械连接通用技术规程》进行钢筋直螺纹机械连接接头检验评定中所遇问题进行了探讨,提出了"接头端部丝扣区拉断"这样一种新的破坏形态,并对这种破坏形态的评定阐述了意见,同时对工艺检验中,ⅰ级接头的评定问题进行了分析,并提出了改进方法。
液力耦合器连接螺栓松动故障的处理 液力耦合器连接螺栓松动故障的处理
格式:pdf
大小:198KB
页数:1P
4.3
日照港一公司新建煤二期皮带线11条,共配置cck-cgb型液力耦合器15台,使用于皮带机驱动部。在对皮带机驱动部停机检查的过程中发现,电机与液力耦合器连接端连接螺栓频繁发生松动现象,严重时造成部分螺栓脱落或被切断,使液力耦合器甩飞、损坏。分析认为造成故障的原因如下
钢筋机械连接连接接头试验结果汇总表
格式:pdf
大小:29KB
页数:2P
4.4
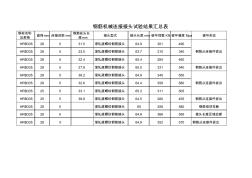
hrb33528531.5滚轧直螺纹钢筋接头64.9301490 hrb33528523.5滚轧直螺纹钢筋接头63.7210340 hrb33528532.4滚轧直螺纹钢筋接头65.4284460 hrb33528527.8滚轧直螺纹钢筋接头65.5331540钢筋从连接件拔出 hrb33528539.2滚轧直螺纹钢筋接头64.9340550 hrb33528532.6滚轧直螺纹钢筋接头64.4358580 hrb33525533.1滚轧直螺纹钢筋接头65.2311505 hrb33525539.8滚轧直螺纹钢筋接头64.5280455钢筋从连接件拔出 hrb335280滚轧直螺纹钢筋接头65358580钢筋母材拉断 hrb335280滚轧直螺纹钢筋接头
钢筋直螺纹连接接头的质量控制
格式:pdf
大小:24KB
页数:4P
4.7
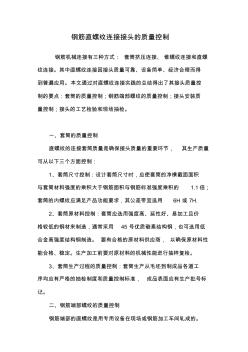
钢筋直螺纹连接接头的质量控制 钢筋机械连接有三种方式:套筒挤压连接、锥螺纹连接和直螺 纹连接。其中直螺纹连接因接头质量可靠、设备简单、经济合理而得 到普遍应用。本文通过对直螺纹连接实践的总结得出了其接头质量控 制的要点:套筒的质量控制;钢筋端部螺纹的质量控制;接头安装质 量控制;接头的工艺检验和现场抽检。 一、套筒的质量控制 直螺纹的连接套筒质量是确保接头质量的重要环节,其生产质量 可从以下三个方面控制: 1、套筒尺寸控制:设计套筒尺寸时,应使套筒的净横截面面积 与套筒材料强度的乘积大于钢筋面积与钢筋标准强度乘积的1.1倍; 套筒的内螺纹应满足产品功能要求,其公差带宜选用6h或7h. 2、套筒原材料控制:套筒应选用强度高、延性好、易加工且价 格较低的钢材来制造,通常采用45号优质碳素结构钢,也可选用低 合金高强度结构钢制造。要有合格的原材料供应商,以确保原材料性 能合
钢筋焊接及机械连接接头的质量控制 (2)
格式:pdf
大小:155KB
页数:49P
4.5
1 钢筋焊接及机械连接接头的质量控制 根据建设部关于发布行业标准《钢筋焊接及验收规程》编号为 jgj18-2003,自2003年5年1日起实施;《钢筋机械连接通用技求规 程》编号为jgj107-2003,2003年7月1日起实施的要求编制了《钢 筋焊接及机械连接接头的质量检控制》亦可作为施工员的钢筋工程中 钢筋焊接及机械连接接头施工指南。 一、钢筋焊接骨架和焊接网 1、焊接骨架和焊接网的质量检验应包括外观检查和力学性能试验,并 应按下列规定抽取抽试件: (1)凡钢筋牌号,直径及尺寸的相同的焊接骨架和焊接网应视为同一类 型制品,且每300件作为一批,一周内不足300件的亦应按一批计算; (2)外观检查应按同一类型制品分批检查,每批抽查5%,且不得少于 5件; (3)力学性能检验的试件,应从每批成品中切取;切取过试件的制品, 应补焊同牌号、同直径的钢
同轴电缆接头连接方法的改进
格式:pdf
大小:13KB
页数:2P
4.4
同轴电缆接头连接方法的改进 来源:特种电缆http://www.***.*** 我们这地方有线电视网络除光纤以外,最主要的主干网大 部分是由540同轴电缆铺设的(而我市540电缆大部分都是属于 60v供电的,且540电缆的外皮是铝皮结构)。 但在实际应用中,540同轴电缆接头故障率太高。经检查发 现,是因为早期铺设的540同轴电缆的电缆头是直接接在放大器 的输出、输入端的,在每次调节放大器损坏更换的过程中,都 会因540同轴电缆太硬,造成540同轴电缆与放大器的接头处随 着放大器的摆动而摆动,时间长了就造成接触不良而产生故障。 将这些接头全部作了一点改动后,上述故障再没有发生。 改动步骤如下: 先将电缆的输出、输入端并齐、剪短,放置在放大器的上 方,再重新装上540电缆头。 再在两个电缆头的f头处分别接上驳接器,同时用两条长 度适当的过桥线分别接上两个驳接
最新滚轧直螺纹钢筋连接接头
格式:pdf
大小:174KB
页数:32P
4.6
-1- 滚轧直螺纹钢筋连接接头 1范围 本标准规定了滚轧直螺纹钢筋连接接头的要求、抽样、试验方法、分类和标记。 本标准适用于以混凝土结构用hrb335级、hrb400级、rrb400级钢筋(可 直接滚轧或经前期加工)最终以滚轧加工形成直螺纹的各种形式的钢筋连接接头. 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款.凡是注日期的引用 文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准.然 而.鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本.凡是不 注日期的引用文件.其最新版本适用于本标准. gb/tl96普通螺纹基本尺寸 gb/tl97普通螺纹公差与配合 gb/t228金属拉伸试验方法 gb/t699优质碳素结构钢 gbl499钢筋混凝土用热轧带肋钢筋 gb/tl591低合金高强度结构钢
机电阻抗方法的连接接头螺钉松动损伤识别相关
文辑推荐
知识推荐
百科推荐

职位:园林监理工程师
擅长专业:土建 安装 装饰 市政 园林


