

焊锡丝加工工艺
格式:pdf
大小:11KB
页数:3P
人气 :60
 4.4
4.4
焊锡丝加工工艺 传统焊锡丝的制造流程大致为:合金熔合、浇铸、挤压、拉丝、绕线、包装这几步,在这个 生产流程中, 每一个环节都比较重要, 每一道工序都应有品质控制点, 下面将这几个工序的 相关情况进行简要介绍。 (一) 、“合金熔合”及“浇铸” “合金熔合” 是指将种金属按一定的比例进行熔炼、 去杂并做成所需要的合金过程。 此 工序在实际操作中, 往往在熔合完成的同时开始 “浇铸”,“浇铸” 是指将熔合好的合金倒入 成型模中,一般为圆柱型,所以也有人称此半成品为“锡圆柱” ,“锡圆柱”的长短、粗细视 压机入口情况而定, 以能够较方便地放入挤压机进行挤压为准。 在此,将“熔合” 与“浇铸” 放到一起来讲,此两段工艺所需设备并不复杂,主要设备包括:熔炉、铸造模具、成型模、 温度传感器等。 目前的熔合过程中,以油、电加热为主,也有部分厂商使用煤碳加热,使用油、电加热 需要相应特制的加热熔炉, 可自



编辑推荐下载

焊锡丝加工工艺热门文档
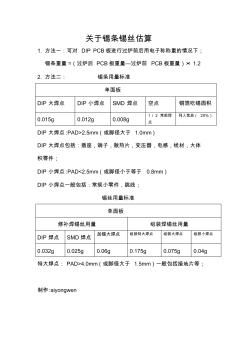
关于锡条锡丝估算
格式:pdf
大小:13KB
页数:1P
4.3
关于锡条锡丝估算 1.方法一:可对dippcb板进行过炉前后用电子称称重的情况下; 锡条重量=(过炉后pcb板重量—过炉前pcb板重量)×1.2 2.方法二:锡条用量标准 单面板 dip大焊点dip小焊点smd焊点空点铜箔吃锡面积 0.015g0.012g0.008g 1/2常规焊 点 列入宽放(20℅) dip大焊点:pad>2.5mm(或脚径大于1.0mm) dip大焊点包括:插座,端子,散热片,变压器,电感,线材,大体 积零件; dip小焊点:pad<2.5mm(或脚径小于等于0.8mm) dip小焊点一般包括:常规小零件,跳线; 锡丝用量标准 单面板 修补焊锡丝用量组装焊锡丝用量 dip焊点smd焊点加锡大焊点 组装特大焊点组装大焊点组装小焊点 0.032g0.025g0.06g0.175g0.075
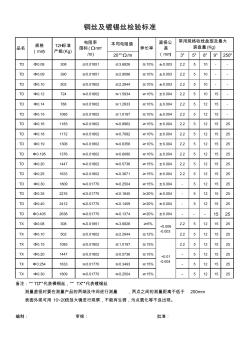
铜丝及镀锡丝检验标准
格式:pdf
大小:32KB
页数:1P
4.6
铜丝及镀锡丝检验标准 品名 规格 (mm) 12h标准 产能(kg) 电阻率 国标(ωm㎡ /m) 本司电阻值 伸长率 直径公 差 (mm) 常用规格收线盘型及最大 装盘量(kg) 20°ω/m3"5"8"9"250" tdφ0.08308≤0.01851≤3.6826≥10%±0.0032.2510-- tdφ0.09390≤0.01851≤2.9096≥10%±0.0032.2510-- tdφ0.10502≤0.01802≤2.2944≥10%±0.0032.2510-- tdφ0.12724≤0.01802≤1.5934≥10%±0.0042.251015- tdφ0.14788≤0.01802≤1.2933≥10%±0.0042.251215-
焊锡丝加工工艺精华文档
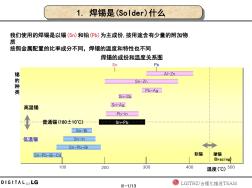
常用焊锡材料的综述
格式:pdf
大小:14KB
页数:2P
4.6
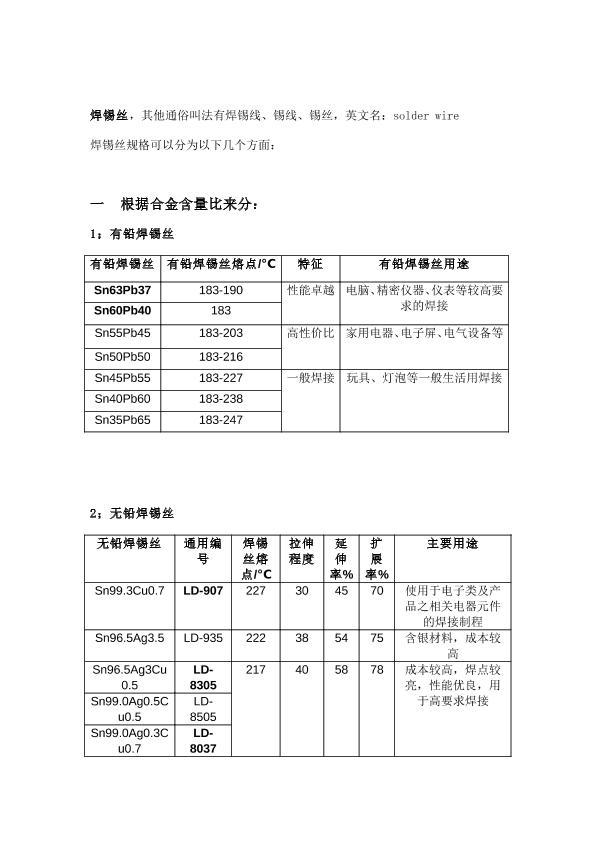
常用焊锡材料的综述 电子行业的生产与维修都离不开焊锡,这些材料是是从事工作中必不可少的。为了提高初 学者对焊锡材料的认识和了解,以下对常用的焊锡材料作简单浅入,希望对初学者有些帮助。 一、锡铅合金焊锡 焊锡是连接元器件与线路板之间的介质,我们在电子线路的安装和维修中经常用到的 焊锡是由锡和铅两种金属按一定比例融合而成的,其中锡所占的比例稍高。 纯锡sn(stan-num)为银白色,有光泽,富有延展性,在空气中不易氧化,它的熔点为 232℃。锡能与大多数金属熔融而形成合金。但纯锡的材料呈脆性,为了增加焊料的柔韧性 和降低焊料的熔点,必须用另一种金属与锡融合,以缓和锡的性能。 纯铅pb(plum-bum)为青灰色,质软而重,有延展性,容易氧化,有毒性,纯铅的熔点 为327℃。 当锡和铅按比例融合后,构成锡铅合金焊料,此时,它的熔点变低,使用方便,并能 与大多数金属结合。 焊锡的熔点会随
 基于SolidWorks的锡丝打孔机设计
基于SolidWorks的锡丝打孔机设计 基于SolidWorks的锡丝打孔机设计
格式:pdf
大小:157KB
页数:2P
4.5
介绍了一款新型的高精密机器,该机器采用精密加工的刀状齿轮在焊锡丝表面打出一排孔,使之在焊接时有效地防止助焊剂飞溅,减少出现"爆锡球"的现象,为高清洁度的工作环境提供了有效的保障。
 Ce对无铅焊锡合金组织及性能的影响
Ce对无铅焊锡合金组织及性能的影响 Ce对无铅焊锡合金组织及性能的影响
格式:pdf
大小:1.2MB
页数:4P
4.3
研究了不同稀土ce含量对sn3ag2.8cu无铅焊锡合金显微组织、熔化特性、铺展性能及蠕变断裂寿命的影响。试验结果表明,添加微量稀土ce,对合金的熔化特性影响不大,但能够明显改善合金的铺展性能,当稀土质量分数为0.1%时,铺展面积提高约50%;同时,适量稀土的添加,能够显著细化无铅焊锡合金组织,但ce质量分数超过0.1%,在组织中会出现稀土化合物;适量稀土ce能够显著延长sn3ag2.8cu钎料接头在室温下的蠕变断裂寿命,当稀土ce质量分数为0.1%时,蠕变寿命达到sn3ag2.8cu钎料的9倍以上。综合考虑,最佳稀土ce质量分数为0.05%~0.1%。
焊锡丝加工工艺最新文档
 基于PLC控制器的焊锡机自动焊接的实现
基于PLC控制器的焊锡机自动焊接的实现 基于PLC控制器的焊锡机自动焊接的实现
格式:pdf
大小:274KB
页数:4P
4.8
针对传统焊锡机焊接效率低下,无法满足现代化生产需求等问题,本文采用仿真模拟评估实际应用的方法,基于plc控制器,借助于步进电机以实现自动焊锡机控制系统的设计要求。仿真模拟结果表明,本文所设计焊锡机的控制系统能满足其自动控制的控制要求,实现了焊锡机的正常工作,对焊锡机的控制系统的设计和再创新具有一定的指导和实践意义。
两种雾化无铅焊锡粉末特性及钎焊接头显微组织 两种雾化无铅焊锡粉末特性及钎焊接头显微组织
格式:pdf
大小:605KB
页数:6P
4.5
采用扫描电镜(sem)和激光粒度分析仪研究了无铅焊锡粉末sn3ag2.8cu和sn3ag2.8cu-0.1ce的特性诸如球形度、粒度分布、润湿性及钎焊接头的显微组织,并与对应合金的润湿性及钎焊接头显微组织进行了对比。结果表明:sn3ag2.8cu和sn3ag2.8cu-0.1ce粉末都具有较好的粒度分布和球形度;与传统sn37pb粉末和sn3ag2.8cu粉末相比,sn3ag2.8cu-0.1ce粉末均具有更好的润湿性;在与铜基板的钎焊中,sn3ag2.8cu-0.1ce粉末的扩散层比sn3ag2.8cu粉末更薄,但两种粉末与铜基板形成的扩散层均比其对应合金与铜基板的扩散层更厚。因此,sn3ag2.8cu-0.1ce粉末具有更好的综合性能。
焊膏SnAgCu焊锡微粉在有机酸溶液中的腐蚀与防护 焊膏SnAgCu焊锡微粉在有机酸溶液中的腐蚀与防护
格式:pdf
大小:1.2MB
页数:4P
4.7
电子产品多用焊膏焊接,其黏度稳定性常受某些酸性物质的腐蚀而下降,进而导致可焊性下降。研究了snagcu无铅焊锡微粉在0.1mol/l乙二酸水溶液和0.1mol/l乙二酸乙醇溶液中的常温腐蚀行为,以及添加16mmol/l缓蚀剂苯并三唑(bta)对其腐蚀行为的影响,并对微粉的腐蚀与缓蚀机制进行了分析。结果表明:焊锡微粉在乙二酸水溶液中的腐蚀程度比在同浓度的乙二酸乙醇溶液中更为严重,且在乙二酸水溶液中微粉表面出现大量均匀分布的腐蚀沟槽,而在乙二酸乙醇溶液中只有少量点蚀痕迹;微粉表面的富锡相易被腐蚀;焊膏中加入bta对焊锡微粉有良好的缓蚀保护作用,由此使焊膏黏度的稳定性得到保证。
三菱电机推出高功率单结晶无铅焊锡太阳能电池 三菱电机推出高功率单结晶无铅焊锡太阳能电池
格式:pdf
大小:109KB
页数:1P
4.7
日本三菱电机公司近期表示,将于10月28日推出输出功率高达210w的单结晶无铅钎焊太阳能电池模块系列。该系列产品提高了模块的输出功率,因此即使设置于城市住宅等的狭窄屋顶上,也能实现较高发电量。备有4种形状,可根据屋顶的形状选择安装。该产品将作为可充分利用有限屋顶空间的系统推出。在向市场投放输出功率高达210w的

拉丝机模头加工工艺分析
格式:pdf
大小:38KB
页数:1P
4.8
2018年第3期 时代农机 timesagriculturalmachinery 第45卷第3期 vol.45no.3 2018年3月 mar.2018 作者简介:栾承志(1983-),男,江苏盐城人,大学本科,讲师,主要研 究方向:机械设计。 拉丝机模头加工工艺分析 栾承志 渊袁213022冤 摘要:模头是拉丝机中很重要的组成部分,结构比较复杂,精度要求比较高,要加工的孔多,内表面还有曲面组 成,则涉及到了二维的槽及孔,还有三维的曲面的加工,工序很长且具有广泛的代表性。 关键词:模头;工序 1加工设备介绍 哈斯机床主要机件有底座、工作台、门桥、鞍座、主轴头、 双油缸配重系统及自动换刀系统,所有机件在设计时,均考虑 符合长期精度维持及切削适应性。 2加工工艺分析 ①把运来的一块锻料拿到铣床上进行粗铣;②铣好的材 料再按照图
电烙铁的用法松香和焊锡膏的使用
格式:pdf
大小:48KB
页数:6P
4.4
1、电烙铁安全使用 用万用表欧姆档测量插头两端是否有开路短路情况,再用rx1000或rx10000档测 量插头和外壳之间的电阻,如指针不动或电阻大于2-3mω就可不漏电的安全使用。 2、新电烙铁的最初使用 新的电烙铁不能拿来就用,需要先在烙铁头镀上一层焊锡。具体方法是:将电烙铁烧 热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀 的吃上一层锡。 3、电烙铁接通电源后,不热或不太热 1)测电源电压是否低于ac210v(正常电压应为ac220v),电压过低可能造成热 度不够和沾焊锡困难。 2)电烙铁头发生氧化或烙铁头根端与外管内壁紧固部位氧化。 4、零线带电原因 在三相四线制供电系统中,零线接地,与大地等电位。如用测电笔测试时氖泡发光, 就表明零线带电(零线与大地之间存在电位差)。零线开路,零线接地电阻增大或接地 引下
焊锡丝加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:岩土工程师
擅长专业:土建 安装 装饰 市政 园林


