




 管道接头全位置活性焊剂焊接技术
管道接头全位置活性焊剂焊接技术 管道接头全位置活性焊剂焊接技术
采用活性焊剂氩弧焊技术进行了奥氏体钢管和珠光体钢管环缝的全位置焊接工艺试验研究,并且与不加焊剂的常规氩弧焊进行了工艺对比。结果表明,活性焊剂的加入使奥氏体钢管焊缝及热影响区的组织明显改善,晶粒细化;降低了珠光体钢管产生焊缝气孔的倾向,焊接接头性能与母材相当,进一步完善了奥氏体和珠光体钢管全位置气体保护焊工艺。
钛合金活性焊剂氩弧焊接头组织分析
钛合金活性焊剂氩弧焊接头组织分析——采用北京航空制造工程研究所研制的ftr一0l钛合金活性焊剂进行了a·tig焊及常规tig焊焊接tc4钛合金工艺对比试验。利用金相试验方法对两种焊接接头的结晶组织形貌进行了详细的对比和分析,并对焊接接头区域的化学组成进行了...
编辑推荐下载
钛合金活性焊剂氩弧焊接头组织分析 钛合金活性焊剂氩弧焊接头组织分析
格式:pdf
大小:1.0MB
页数:4P
 4.4
4.4
采用北京航空制造工程研究所研制的ft-01钛合金活性焊剂进行了a-tig焊及常规tig焊焊接tc4钛合金工艺对比试验。利用金相试验方法对两种焊接接头的结晶组织形貌进行了详细的对比和分析,并对焊接接头区域的化学组成进行了测试和分析。结果表明,钛合金活性焊剂对焊接接头的宏观组织形貌有明显影响,但对焊接接头的化学组成没有影响。
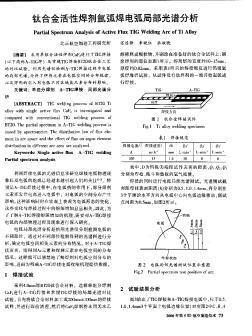
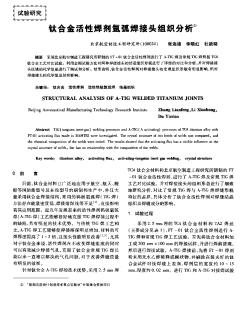
钛合金活性焊剂氩弧焊电弧局部光谱分析
格式:pdf
大小:262KB
页数:4P
3
钛合金活性焊剂氩弧焊电弧局部光谱分析——采用单组分活性焊剂caf2进行了tig焊接(以下简称a—tig焊)及常规tig焊接bt20钛合金工艺 的对比试验。利用光谱仪检测a—tig焊接过程中电弧的局部光谱.分析了焊剂元素在电弧空间的分布规律,以及焊剂的引入对电弧不...
活性焊剂焊接技术热门文档
焊接技术概论
格式:pdf
大小:49KB
页数:6P
4.3
第一章焊接技术概论 目的和要求 1.掌握焊接的定义、分类及优缺点。 2.掌握防止触电及防止火灾、爆炸、中毒、辐射及特殊环境焊接的安全技术措施。 3.理解焊接安全生产的重要性和焊接劳动保护措施。 4.了解国内外焊接技术发展与应用概况。 §1-1概述 1.金属连接的方式 在金属结构和机器的制造中,经常需要用一定的连接方式将两个或两个以上的零件按一 定形式和位置连接起来。金属连接方式可分为两大类:一类是可拆卸连接,即不必毁坏零件 (连接件、被连接件)就可以拆卸,如螺栓连接、键和销连接等。另一类是永久性连接,也 称不可拆卸连接,其拆卸只有在毁坏零件后才能实现,如铆接、焊接和粘接等。 需要注意的是,有些教材将拆卸时仅连接件毁坏而被连接件不毁坏的连接情况也归纳为 可拆卸的连接,如铆接。而将连接件和被连接件全部毁坏后才能实现拆卸的连接方式称为永 久性连接。通常可拆卸连接不用于制造金属


阴极保护专用铝热焊接焊剂
格式:pdf
大小:689KB
页数:2P
4.6
防雷避雷爱好者 阴极保护专用铝热焊接焊剂 铝热焊剂用途: 主要用于煤气、石油、天然气化工钢管的阴极保护及电力电缆的焊接。 规格:10g/套;15g/套;20g/套;30g/套,可根据客户要求生产其它规格。 1.焊接点的载流能力与导线的载流能力相等,不会增加电阻率; 2.连接点是永久性的。因为是分子结合,没有机械性压力,不会松驰或腐蚀、不会 老化。 3.焊接点像铜一样,而比铜本身更加坚韧,抗张力强于导线,且不受腐蚀性产物的 影响; 4.焊接点能经受反复多次的大浪涌(故障)电流而不退化; 5.焊接方法简单,培训容易,无需特定焊接工人,节省成本; 6.供焊接用的材料很轻,易于学习掌握,携带方便; 防雷避雷爱好者 7.进行焊接时,无需依靠外接电源或热源,只需配合模具便可,室内野外均可独立 焊接作业; 8.从外观便能核查焊接的质量; 9.模具轻便,易于携带,适合于任
焊接-------焊接技术人员培训手册
格式:pdf
大小:150KB
页数:46P
4.7
1 焊接技术人员培训手册 第一部分焊接工艺评定的使用管理&焊接工艺规程 的编制 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊 接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90
活性焊剂焊接技术精华文档
焊接技术手册
格式:pdf
大小:134KB
页数:38P
4.8
1 焊接技术人员培训手册 第一部分焊接工艺评定的使用管理&焊接工艺规程的编制 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊接工艺评定”与“焊工技能 考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90《立式圆

_焊接技术讲座
格式:pdf
大小:272KB
页数:25P
4.5
1 焊接技术讲座 主讲:穆平如 2 第一节焊条的分类,性能及用途 一焊条的组成及作用 电焊条由焊芯和药皮两部分组成 1焊芯:焊接时焊芯的功用,一是传导焊接电流,产生电弧:二是焊芯熔化形成 焊缝中的填充金属。 2药皮:药皮是焊条的重要组成部分,也是决定焊条和焊接质量的重要因素。一 般来说焊条药皮是由矿石、铁合金或纯金属、化工物料和有机物的粉末混合均匀 后粘接在焊芯上。 焊接过程中药皮的主要作用有: 1)保护作用:在焊接过程中某些物质(如有机物,碳酸盐等)受热分解出气 体(如co2等)或形成熔渣起到气保护或渣保护作用,使熔滴和熔池金 属免受有害气体(如大气中的o2、n2)的影响。 2)金属处理作用:同焊芯配合,通过冶金反应脱氧、去氢、去除杂质(如s、 p)或渗入有益的合金元素。 3)改善焊接工艺性能:通过焊条药皮不同物质的合理组配(即药皮配方设 计),有
国标焊接技术要求
格式:pdf
大小:668KB
页数:50P
4.3
1 第十章压力容器的焊接技术 随着工程焊接技术的迅速发展,现代压力容器也已发展成典型的全焊结构。压力容器的焊接 成为压力容器制造过程中最重要最关键的一个环节,焊接质量直接影响压力容器的质量。 第一节碳钢、低合金高强钢压力容器的焊接 一、压力容器用碳钢的焊接 碳钢以铁为基础,以碳为合金元素,含量一般不超过1.0%。此外,含锰量不超过1.2%,含 硅量不超过0.5%,si、mn皆不作为合金元素。而其他元素,如ni、cr、cu等,控制在残余 量限度内,更不是合金元素。s、p、o、n等作为杂质元素,根据钢材品种和等级,也都有 严格限制。 碳钢根据含碳量的不同,分为低碳钢(c≤0.30%)、中碳钢(c=0.30%~0.60%)、高碳钢(c≥ 0.60%)。压力容器主要受压元件用碳钢,主要限于低碳钢。在《容规》中规定:“用于焊接结 构压力容器主要受压元件的碳
焊接技术交底
格式:pdf
大小:35KB
页数:3P
4.4
技术质量交底记录 建设单位南通宝钢钢铁有限公司工程名称宝钢集团南钢产品结构调 整和配套工程 交底日期交底地点现场办公室 交底部位钢结构安装焊接技术交底 引用规范规程《钢结构施工及验收规范》gb50205-2001 控制要点: 1.施工人员必须持证上岗,并在允许施焊的范围、有效期内操作,了解焊接 工艺。 2.保证焊接设备具有参数稳定、调节灵活,满足焊接工艺要求和安全可靠的 性能。 3.施工人员明确焊接部位的焊接形式和焊缝高度。 4.现场对接焊缝要求质量等级为二级,并采取超声波探伤。 5.选择与母材强度相当的焊接材料,在使用前必须按规定对焊接材料进行烘 干处理。 接受交底人员签名: 见会议签到单 交底记录共条;计页(交底内容见附页) 交底人(签名)年月日 技术交底卡 一、工程概况 宝钢集团南钢产品结构调整和配套工程ⅰ标,主要包括:炼钢及连
活性焊剂焊接技术最新文档
焊接技术培训
格式:pdf
大小:198KB
页数:15P
4.7
1 焊接技术 (一)1.什么是焊接?有哪些焊接工艺方法?各有何特点? 焊接就是用局部加热或加压等手段,使两个分离的金属形成 一个整体的过程。进一步来讲就是使两个分离的物体借助于原子 间与质点的扩散作用形成一个整体的过程。 焊接工艺方法总的分为三大类: (1)熔化焊: 此类焊接方法的特点是采用局部加热的方法,将被连接金属 的结合处加热到熔化状态,冷凝后彼此结合在一起。这是一种最 有利于金属原子间结合的方法,也就是金属焊接的最主要方法, 如气焊和电弧焊。 (2)压力焊: 此类焊接方法的共同特点是不论加热与否,都施加一定的压 力,使两个连接的结合面,紧密地结合在一起,从而使两个焊件 连接起来。如摩擦压力焊,就是通过摩擦使焊接面产生摩擦热, 当达到半熔化状态时,便立即刹车并施加一定的压力使工件连成 一体的焊接方法。 (3)钎焊: 此类焊接特点是在焊接时,焊件不熔化,而只是适当的
焊接技术措施
格式:pdf
大小:152KB
页数:14P
4.3
一、工程概况 中油湛江燃料油油库工程是国家批准的一级燃料油中转油库,库址位 于广东省湛江南部霞山湛江港股份有限公司石化事业部辖区第二作业区 内,库区占地272亩,南濒湛江港海域,东距30万吨级码头900米,西 北为湛江港务局石化事业部油库,库区是填海造地,场区为围堰吹填而成, 地势平坦,海拔5米。本工程库容为94.5万立方米,分三个罐区,其中 奥里油罐区设有6座10×104m3外浮顶罐,燃料油罐区设有6座5×104m3 外浮顶罐,填加剂罐区和固硫罐区设有2座2×104m3拱顶罐和1座5× 104m3内浮顶罐。我公司承担第三标段2台10×104m3外浮顶罐g-105、 g-106的施工。设计单位:辽宁辽河石油工程有限公司设计院。监理单位: 齐鲁石化监理有限公司。 10×104m3外浮顶油罐设计参数: 公称容积:10×104m3 油罐型式:双盘式

焊接技术规范
格式:pdf
大小:192KB
页数:9P
4.8
工作文件xxxx有限公司 版次:1.0焊接技术规范页数:1/9 编制:审核:审批: ※※目錄※※ rev.ecnno.修訂內容備註 1.0初版發行 工作文件xxxx有限公司 版次:1.0焊接技术规范页数:2/9 编制:审核:审批: 1.目的: 规范焊接结构件的设计、制造及检验。 2.适用范围: 本规范适用于本公司焊接结构件的设计、制造及检验。 3.引用标准: gb12212-90《技术制图焊缝符号的尺寸、比例及简化表示法》 gb324-88《焊缝符号表示法》 gb985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》 gb6417-86《金属熔化焊焊缝缺陷分类及说明》 gb10854-89《钢结构焊缝外形尺寸》 4.参考标准: jb/t6753.4-93《电工设备的设备购体公差焊接结构的一般
焊接技术交底
格式:pdf
大小:234KB
页数:10P
4.4
. . 二、焊前准备 1、焊接施工程序 图1焊接施工程序 2、焊前的技术准备和焊接工艺评定的选定 2.1将审批合格的焊接工艺卡下发施工班组以指导和规范焊接施工。 2.2根据焊接管理工作所需的基本信息编制每日焊接工作记录表。 三、焊接材料的选定 . . 3.1焊材的选用 根据焊接接头的种类和规格,并结合相关规范和选定的焊接工艺评定选择焊 材,具体焊材选用如表1所示: 表2焊材选用表 序号材质焊接方法焊材 120# gtawchg-56 smawche427r 2l245ns gtawhs09mnshg-3 smawj427sha 3q345d gtawchg-56 smawj507 3.2焊条的烘干 焊条的烘干参数一般以产品说明书的要求为准,没有特殊要求的按表3所示 表3焊材烘干参数表 焊条类别烘干温度(℃)恒温
焊接技术类别及学习
格式:pdf
大小:51KB
页数:5P
4.3
1.什么叫焊接? 答:两种或两种以上材质(同种或异种),通过加热或加压或二者并用,来达到原子之间的结合 而形成永久性连接的工艺过程叫焊接. 2.什么叫电弧? 答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧。 〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。 〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。 〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。 3.什么叫母材? 答:被焊接的金属---叫做母材。 4.什么叫熔滴? 答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。 5.什么叫熔池? 答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。 6.什么叫焊缝? 答:焊接后焊件中所形成的结合部分。 7.什么叫焊缝金属? 答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属。 8.什么
钛材的焊接技术
格式:pdf
大小:27KB
页数:8P
4.3
钛材料焊接技术 一.影响钛材焊接质量的因素 1.气体杂质对焊缝金属性能的影响 钛具有很高的化学活泼性,与空气中的氧、氮有极高的亲和力。在较低的温度下,钛与氧 相互作用生成一层致密的氧化膜,随着温度的提高,氧化膜的厚度随之增厚,超过600℃钛 开始吸氧并使氧溶解到钛中。温度再高,钛的活性就会急剧增加并与氧发生激烈反应而生 成钛的氧化物。钛在300℃以上开始吸氢,在700℃以上开始吸氮。氧和氮对钛污染的结果 是使钛强度和硬度增高而塑性降低。氮比氧的影响程度更大,氢在钛中含量从0.01%~0.05% 会使焊缝金属的冲击韧性急剧下降,而塑性却下降较少。这是氢化物引起的脆性,即所常 说的“氢脆”。氢也是引发焊缝产生气孔的根源。 熔化焊接过程中,熔池像一个小冶金炉,熔融金属暴露在大气中。如果不采取相应的防护 措施使熔融的金属钛与空气隔绝,则氧、氮、氢等气体元素就会熔入钛中,形成脆性氧化 物

阀门焊接技术
格式:pdf
大小:4.3MB
页数:37P
4.6
阀门焊接技术 主讲人: 原沈阳高中压阀门厂副总工艺师 高清宝教授级高级工程师 享受国务院特殊津贴 1 讲座提纲 1、前言:阀门泄漏与阀门结构的关系; 2、对阀门密封面的技术要求; 3、国内外阀门密封面堆焊材料工艺概况; 4、阀门密封面擦伤机理与堆焊材料试验方法; 5、85#堆焊合金简介; 6、137#堆焊合金简介; 7、高温耐腐蚀阀门堆焊焊条简介; 8、代替钴基合金电站阀门堆焊材料(沈阀6t)简介; 9、钴基合金排丝等离子堆焊简介; 10、焊接工艺文件、焊接工艺评定和api认证验收应注意的几个问题; 11、三种高端镍基合金的阀门堆焊应用; 12、应该推广三项高效经济实惠的焊接工艺方法。 2 摘要 今天我以一名老技术工作者的身份与大家共同探讨阀门行业密封面所使用材料的技术革新和技术进 步历程。由于我的经历,我谨以沈阳高中压阀门厂这四十年间在阀门密封面材料所经历的六次技

低温焊接技术
格式:pdf
大小:473KB
页数:7P
4.4
建筑钢结构工程低温焊接技术 钢结构工程中的低温焊接(即在冬季施工)一直是学术界和工程界共同关注的课题。钢结构低 温焊接对焊缝金属危害的直接表征就是出现裂纹和工作状态下发生脆断,控制不好就会导致 焊接质量下降甚至造成不安全隐患,因此受到各方面的高度重视。但根据建筑钢结构焊接工 程冬季施工的理论规律,可以确定冬季施焊的两大关键:一是尽量避免三向应力状态下施焊; 二是努力提高焊接环境和结构构件的实际温度。 本文以低温焊接技术在“鸟巢”钢结构焊接工程中的成功应用为例,探讨国内焊接界关于冬季 施工的困扰,并为工程界提供宝贵的经验。 一、工程特点 国家体育场“鸟巢”钢结构工程是奥运工程的突出代表,结构用钢总量约53000t,涉及6个高 强钢钢种,为全焊接结构。造型独特新颖,为双曲面马鞍形结构,应力应变控制复杂。钢结 构焊接施工跨越冬季,有1万t以上的钢结构在
活性焊剂焊接技术相关
文辑推荐
知识推荐
百科推荐


职位:水电安装工程预算员
擅长专业:土建 安装 装饰 市政 园林


