

钣金结构件可加工性设计规范-华为
格式:pdf
大小:592KB
页数:13P
人气 :59
 4.6
4.6
2019-07-02,21:53:18 1 钣金结构件可加工性设计规范 1 范围和简介 1.1 范围 本规范规定了钣金结构设计所要注意的加工工艺要求。 本规范适用于钣金结构设计必须遵守的加工工艺要求。 1.2 简介 我司产品结构件主要是由钣金材料经过冲压加工而成, 这些冲压件的几何形状、 尺寸和精 度对冲压工艺影响很大。冲压件具有良好的加工工艺性有利于节省材料、减少工序、提高模具 使用寿命和产品质量,同时,可以有效的降低产品成本。 按钣金件的基本加工方式,如冲裁、折弯、拉伸、成型,本规范通过阐述每一种加工方式 所要注意的工艺要求,提出对钣金件结构设计的限制。 1.3 关键词 钣金、冲裁、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边 2 规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。 凡是注日期的引用文件, 其随后 所有的修改单(不包括勘误的内容)或修订版



9.华为钣金结构件可加工性设计规范
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2013-07-16,06:28:592 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介......................................

钣金结构件可加工性设计规范
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2013-04-28,11:58:352 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介.............................
编辑推荐下载
华为企业技术规范-钣金结构件可加工性设计规范
格式:pdf
大小:680KB
页数:21P
4.7
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2019-07-02,21:48:492 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介......................................
钣金结构件设计规范
格式:pdf
大小:639KB
页数:19P
4.7
目次 前言.............................................错误!未定义书签。 1范围和简介.........................................................4 1.1范围.................................................4 1.2简介.................................................4 1.3关键词...............................................4 2规范性引用文件.....................................................4 3冲裁...................
华为钣金结构件可加工性设计规范热门文档

华为钣金设计规范
格式:pdf
大小:680KB
页数:21P
4.6
dkba 华为技术有限公司企业技术规范 dkba4031-2003.06 钣金结构件可加工性设计规范 2003-06-30发布2003-07-xx实施 华为技术有限公司发布 密级:内部公开/秘密dkbaxxxx.-2002.xx 2019-07-22,00:04:272 目次 前言..............................................................5 1范围和简介.........................................................6 1.1范围.................................................6 1.2简介......................................
钣金结构件检验作业指导书
格式:pdf
大小:8KB
页数:3P
4.6
钣金结构件检验作业指导书 1范围 本标准适用于xx电器实业有限公司加工的结构件(冷作件、电镀件、铝型材等) 的质量检验标准。 2引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用 文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准, 然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡 是不注日期的引用文件,其最新版本适用于本标准。 电镀锌技术规范 产品表面外观缺陷的限定标准 铝型材表面处理技术规范 冷轧钢板及钢带技术规范 冷轧电镀锌钢板及钢带技术规范 耐指纹钢板及钢带技术规范 表面粗糙度参数及其数值 3术语 3.1焊接 指用适当的手段,使两个分离的金属物体(同种金属或异种金属)产生原子或分 子间结合而连接成一体的连接方式。 3.2a级表面 指零件装配成完整产品后处于正常视觉范围内可见的表面。 3.
 可加工陶瓷材料可加工性的模糊综合评判
可加工陶瓷材料可加工性的模糊综合评判 可加工陶瓷材料可加工性的模糊综合评判
格式:pdf
大小:128KB
页数:3P
4.4
以陶瓷材料的物理、力学性能为依据,应用模糊数学中的模糊综合评判原理,建立了陶瓷材料可加工性的模糊综合评判模型,提出了一种对陶瓷材料可加工性进行综合评判的新方法。根据提出的评判方法,对几种可加工陶瓷材料的可加工性进行评价,结果表明,该方法是可行的,而且易于运用计算机来处理,具有较高的效率和准确性。

机柜结构件设计规范
格式:pdf
大小:202KB
页数:18P
4.4
内部公开 -1- 机柜结构件设计规范 内部公开 -2- 目次 前言............................................................5 1.范围和简介........................................................6 1.1范围....................................................6 1.2简介....................................................6 1.3关键词..................................................6 2.剪板下料 2.1板材的种类及尺寸规格.............
钣金设计规范
格式:pdf
大小:546KB
页数:15P
4.4
钣金设计规范 一.范围 本设计规范规定了钣金件设计的一般要求和ups需注意的要求 本设计规范适用于ups产品中使用的钣金零件,其它产品可参考使用 二.常用板金材料及加工工艺 1.常用的钣金材料对照表 代号中文名称代号中文名称 secc电镀锌板spte马口铁 spcc冷轧板sus不锈钢 sgld覆铝锌钢板al-crs铝包铁 al铝板picu磷青铜 sgcc热浸镀锌sphc黑铁热轧板 sup弹簧钢 2.常用钣金材料,厚度,规格,表面保护处理。 (1)电镀锌钢板(secc):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持 了冷轧板的加工性。 常用板厚(mm):0.8、1.0、1.2、1.5、2.0 用途:ups机壳、门板、面板及内部结构件。 (2)冷轧板(spcc):无防锈能力,表面需电镀或烤漆。 常用板厚(mm)
华为钣金结构件可加工性设计规范精华文档
钣金设计规范(1)
格式:pdf
大小:547KB
页数:15P
4.6
钣金设计规范 一.范围 本设计规范规定了钣金件设计的一般要求和ups需注意的要求 本设计规范适用于ups产品中使用的钣金零件,其它产品可参考使用 二.常用板金材料及加工工艺 1.常用的钣金材料对照表 代号中文名称代号中文名称 secc电镀锌板spte马口铁 spcc冷轧板sus不锈钢 sgld覆铝锌钢板al-crs铝包铁 al铝板picu磷青铜 sgcc热浸镀锌sphc黑铁热轧板 sup弹簧钢 2.常用钣金材料,厚度,规格,表面保护处理。 (1)电镀锌钢板(secc):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持 了冷轧板的加工性。 常用板厚(mm):0.8、1.0、1.2、1.5、2.0 用途:ups机壳、门板、面板及内部结构件。 (2)冷轧板(spcc):无防锈能力,表面需电镀或烤漆。 常用板厚(mm)
 可加工陶瓷材料的机械加工技术
可加工陶瓷材料的机械加工技术 可加工陶瓷材料的机械加工技术
格式:pdf
大小:573KB
页数:5P
4.6
介绍云母玻璃陶瓷、氧化物陶瓷和非氧化物陶瓷3类可加工陶瓷材料的显微结构特性与材料可加工性的关系,层片状结构与弱界面使陶瓷材料具备可加工性。分析了可加工陶瓷材料机械加工过程中的特性;适宜的加工工艺参数、低加工损伤及材料的沿晶界断裂模式。结合金属材料的可加工性研究,讨论了适于陶瓷材料可加工性评价的研究方法。
华为直饮水设计规范
格式:pdf
大小:197KB
页数:11P
4.5
华为公司直饮水系统设计标准_机关&中国区文档密级:秘密 2020-4-22华为机密,未经许可不得扩散第1页,共11页 流程名称华为公司直饮水系统设计标准_机关&中国区 版本生效日期2014-04-15 文件编码 mbs/me&so/md&c/mnbp/m d_r01/r31_hq&chn 流程 架构 l1 管理基础支持 拟制人杨冠祥/00174606l2管理地产与物业运营 审核人 王结红/00123533、付洛莎 /00161621、蔡宁安/00114290、 赵劲松/115877 l3管理设计与建筑 批准人任树录/00114283l4管理新建项目 流程 owner 内服基建管理部部长l5新建项目设计管理 适用范围机关&中国区 文件名称文件编码 华为公司基建项目标准手册mbs/me&so/md&c/mn
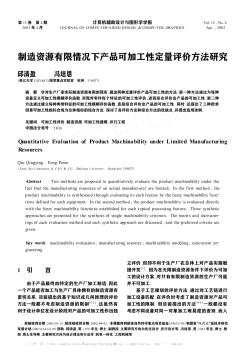
制造资源有限情况下产品可加工性定量评价方法研究
格式:pdf
大小:587KB
页数:5P
4.8
针对生产厂家实际制造资源有限的现实,提出两种定量评价产品可加工性的方法:第一种方法通过为每种设备定义可加工性模糊评价函数,实现对零件每个特征的可加工性评价,进而综合评价出产品的可加工性;第二种方法通过建立每种典型特征的可加工性模糊评价函数,直接综合评价出产品的可加工性同时,还提出了三种把单因素可加工性指标合成为总体指标的综合方法探讨了各评价方法和综合方法的优缺点,并提出选用准则
华为钣金结构件可加工性设计规范最新文档
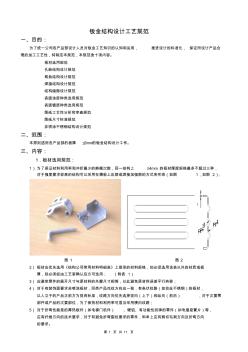
钣金结构设计规范
格式:pdf
大小:3.2MB
页数:10P
4.3
第1页共11页 钣金结构设计工艺规范 一、目的: 为了统一公司各产品部设计人员对钣金工艺知识的认知和运用,推进设计的标准化,保证所设计产品合 理的加工工艺性,特制定本规范,本规范含十项内容。 板材选用规范 孔缺结构设计规范 弯曲结构设计规范 焊接结构设计规范 结构缝隙设计规范 表面涂层种类选用规范 表面镀层种类选用规范 图纸工艺性分析和审查规范 图纸尺寸标准规范 非喷涂不锈钢结构设计规范 二、范围: 本原则适用各产品部的板厚6mm的钣金结构设计工作。 三、内容: 1.板材选用规范: 1)为了保证材料利用率和冲折最少的换模次数,同一结构上4mm的板材厚度规格最多不超过三种, 对于强度要求较高的结构可以采用在薄板上压筋或焊接加强筋的方式来实现(如图1,如图2); 图1图
陶瓷材料可加工性的二级模糊综合评判 陶瓷材料可加工性的二级模糊综合评判
格式:pdf
大小:620KB
页数:4P
4.4
文章以陶瓷材料的物理力学性能参数为依据,应用模糊综合评判原理,建立了工程陶瓷材料可加工性的二级模糊综合评判模型,提出了一种对工程陶瓷材料可加工性进行综合评判的新方法。选择陶瓷材料的5个性能参数构成因素集合,根据提出的评判方法,对四种典型工程陶瓷材料的可加工性进行评价,并根据综合评价指标进行排序。结果表明,该方法的评判结果合理,评价方法易于运用计算机来处理,简单实用。此方法将工程陶瓷材料的可加工性的评价建立在材料性能参数分析的基础上,在机械加工之前即可确定材料的可加工性。评价结果对工程陶瓷材料加工过程中工具和工艺参数的确定具有指导作用。

钣金产品结构设计规范
格式:pdf
大小:333KB
页数:4P
4.3
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 钣金产品结构设计规范 (iatf16949-2016/iso9001-2015) 1.0目的 为更进一步地规范公司各产品设计人员对钣金工艺知识的认知和运用,推进设 计的标准化,保证所设计产品合理的加工工艺性,特制定本规范。 2.0范围 本规范适用于板厚≤6mm的钣金产品的结构设计。 3.0管理职责 无 4.0内容 4.1钣金材料的选型: 4.1.1、选用常见的金属材料,减少材料规格品种; 4.1.2、在同一产品中,尽可能的减少材料的品种和板材厚度规格; 4.1.3、在保证零件的功能的前提下,尽量选用廉价的材料品种,并降低材料 的消耗,降低材料成本; 4.1.4、常用的钣金材料见下表: 品名 (代号) 机械性能 加工 特性 材料特性 厚度 范围 价格备注 适用位 置 冷轧
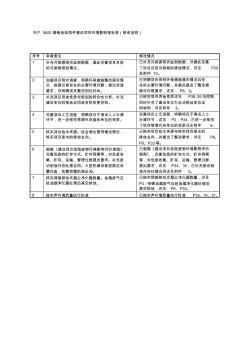
年产5000套钣金结构件建设项目环境影响报告表(修改说明)
格式:pdf
大小:2.8MB
页数:41P
4.7
年产5000套钣金结构件建设项目环境影响报告表(修改说明) 序号审查意见修改情况 1补充污染源现状监测数据,据此完善项目目前 的污染物排放情况。 已补充污染源现状监测数据,并据此完善 了项目目前污染物的排放情况,详见p25 及附件10。 2加强项目现状调查,明确环保措施整改落实情 况,根据目前存在的主要环境问题,提出改造 要求,并明确项目整改到位时间。 已明确项目现有环保措施落实情况与存 在的主要环境问题,并据此提出了整改措 施与时限要求,详见p8、9。 3补充项目用地性质与规划的符合性分析。补充 建设单位的租地合同或名称变更材料。 已核实项目用地性质详见p38、39与附图, 同时补充了建设单位为合法租地单位证 明材料,详见附件3。 4完善项目工艺流程,明确项目不得设人工补漆 环节,进一步核实喷漆外协接收单位的资质。 完善项目工艺流程,明确项目不得设人工 补漆环节
可加工陶瓷材料机械加工技术的研究进展 可加工陶瓷材料机械加工技术的研究进展
格式:pdf
大小:1.1MB
页数:7P
4.3
随着可加工陶瓷材料的研发与应用,可加工陶瓷材料的机械加工技术逐渐成为当今的研究热点之一。本文综述了可加工陶瓷在机械加工过程中的材料去除特性、刀具磨损、加工工艺及可加工性评价,内容涉及加工表面质量、去除机理、加工损伤、材料去除率、刀具参数、切削参数、表面粗糙度、冷却和可加工性综合评价,并提出了今后的研究发展方向和趋势。
圣德林效应和公(铁)路网丝的可加工变形性 圣德林效应和公(铁)路网丝的可加工变形性
格式:pdf
大小:440KB
页数:3P
4.5
钢基中含有一定量的si对热镀锌产生不利的影响。圣德林效应导致反应性(活性)钢热镀锌产品表面灰暗,锌层中的脆性ξ相异常快速生成,使锌层的可加工变形性能极差。要根据不同产品和不同技术性能要求选择适当的原材料,有条件时应研究采用适当的生产工艺
云母-透辉石可加工复合材料的制备 云母-透辉石可加工复合材料的制备
格式:pdf
大小:512KB
页数:未知
4.7
可加工氟云母微晶玻璃是一个有吸引力的材料,可以用在生物、化工等领域。然而,低的机械强度,又限制了其应用。为了改善其机械强度,引入透辉石基玻璃。当透辉石基玻璃引入量为40%时其性能最好,在1010℃下烧结可以得到抗弯强度达148.5mpa的可加工复合微晶玻璃。
PCB设计规范(PCB布线规范(华为))
格式:pdf
大小:20KB
页数:9P
4.7
pcb布线规范(华为) 2009-10-2715:28 设计过程 a.创建网络表 1.网络表是原理图与pcb的接口文件,pcb设计人员应根据所用的原理图和pcb设计工具的特 性,选用正确的网络表格式,创建符合要求的网络表。 2.创建网络表的过程中,应根据原理图设计工具的特性,积极协助原理图设计者排除错误。保证网 络表的正确性和完整性。 3.确定器件的封装(pcbfootprint). 4.创建pcb板根据单板结构图或对应的标准板框,创建pcb设计文件; 注意正确选定单板坐标原点的位置,原点的设置原则: a.单板左边和下边的延长线交汇点。 b.单板左下角的第一个焊盘。 板框四周倒圆角,倒角半径5mm。特殊情况参考结构设计要求。 b.布局 1
金属结构件检验规范
格式:pdf
大小:7KB
页数:3P
4.6
金属结构件检验规范 1.目的 对外协、外购金属结构件质量进行有效控制,保证合格产品入库。 2.适用范围 适用于外协、外购金属结构件,包括各模块的盒体体及配件的检验。 3.依据 gb2828-87逐批检查计数抽样程序及抽样表 本公司制定的相关产品的设计文件及相关技术资料 4.检验装备 直尺 游标卡尺 放大镜 万用表 专用检具 胶带 5.环境要求 常温检验室里进行 6.主要内容 6.1抽样方案 6.1.1对新供方产品或老供方提供的新产品(不包括先期提供的样品),前三批采用gb2828-87《逐 批检查计数抽样程序及抽样表》中,检查水平il=ⅱ,aql=0.4de的加严一次抽样方案。 6.1.2连续三批加严检查合格后才可采用il=ⅱ的正常检查一次抽样方案;对于长期合格的产品, 再按照gb2828-87要求实行转移规则。 6.1.3
钣金加工工艺规范通则
格式:pdf
大小:21KB
页数:5P
4.5
钣金加工工艺规范通则 1、制件总体质量要求: 制件材质:符合图纸要求;材料厚度公差在+/-0.1mm以内。 制件表面:无明显划伤,表面处理符合图纸要求,对于不锈钢拉丝面, 纹理方向正确;表面无凹坑、麻点及其它质量缺陷,色泽均匀;折弯缝隙 小、均匀,沿折弯线方向无明显的折弯痕迹。焊缝均匀、光滑、无焊接残 色;边缘光滑无毛刺;锐角倒钝;表面无锈斑;对于管材制件(矩管、方 管与圆管),断口规则,内外均不能有毛刺,去毛刺时不能把断口截面打磨 出坡口。 制件尺寸:关键尺寸及角度严格在图纸公差范围以内,非关键性尺寸与 角度参考未注公差。 制件包装:总体要求为经济、安全、可靠、防潮、易于装卸;保证无论 是海运还是空运过程中不出现制件之间磕碰与摩擦,从而引发制件出现任何 质量问题。原则上不鼓励采用实木包装,除非客户特殊要求。包装外标识清 晰、内容齐全、美观、符合客户需求。 2、工艺
华为钣金结构件可加工性设计规范相关
文辑推荐
知识推荐
百科推荐


职位:软件项目管理工程师
擅长专业:土建 安装 装饰 市政 园林


