

基于灰色理论的多曲率油槽电火花成型加工参数优化
格式:pdf
大小:579KB
页数:4P
人气 :67
 4.5
4.5
研究电火花加工参数对工艺指标的影响,为了实现加工参数的优化选择,使用紫铜电极对QT700-2进行了电火花加工试验,选择加工速度vm、电极损耗速度vE、双边侧面间隙S及相对损耗比θ作为工艺指标,采用灰色关联理论,分析了主要电参数对加工指标的影响关联程度,对主要电加工参数进行了优化,得出以单项工艺指标和多项工艺指标为优化目标的电加工参数组合.优化结果表明,优化后的电加工参数对减小电极损耗速度vE、双边侧面间隙S及相对损耗比θ具有比较明显的效果.



 多曲率油槽电火花成形加工及精密组合电极的设计
多曲率油槽电火花成形加工及精密组合电极的设计 多曲率油槽电火花成形加工及精密组合电极的设计
使用紫铜电极和石墨电极对某装备液压系统上压力油槽进行电火花加工试验,分析qt700-2电火花加工特性,通过材料去除率、电极损耗速度、侧面间隙、表面质量等对比试验,选择合适的电极材料和加工参数,研究了精密组合电极加工压力油槽的基本规律,结果表明,紫铜是加工qt700-2较为合适的电极材料。依据理论分析和试验结果设计出装配式成形电极,并依据选择的电参数加工出符合要求的工件。
基于灰关联分析的电火花刻槽工艺参数优化 基于灰关联分析的电火花刻槽工艺参数优化
为了获得较高的加工质量和加工效率,在对加工时间、电极蚀损量、回退次数和表面粗糙度等指标进行综合分析的基础上,对电极材料、加工电压、峰值电流、脉冲宽度、脉冲间隔、正常进给速度以及快进速度等工艺参数进行了分析和优化。采用电火花刻槽机为实验工具进行正交试验,对正交试验的结果进行了直观分析和灰关联分析。对灰关联度进行f检验后,获得了显著的影响因素,最终遴选出最优加工参数。验证试验表明,灰关联分析法能简化复合工艺指标的优化选择,具有很好的应用效果。
编辑推荐下载
深微孔电火花加工非电参数工艺规律研究 深微孔电火花加工非电参数工艺规律研究
格式:pdf
大小:530KB
页数:未知
4.6
在深微孔电火花加工中,工作液及电极材料等非电参数的选择对加工效率及加工质量有极大的影响,揭示这些非电参数的工艺规律对提高深微孔电火花加工性能有重要的研究意义。利用煤油和去离子水两种工作液,以加工效率为目标,在不同条件下开展工艺试验,得出最适宜的工作液在加工45钢和紫铜材料工件时为去离子水,加工铝合金材料工件时为煤油;利用黄铜丝、钨丝及钼丝3种电极材料,同样以加工效率为目标开展工艺试验,得出最佳电极材料在加工45钢工件时为钨,加工紫铜材料工件时为钨和钼,加工铝合金材料工件时为黄铜。上述研究在深微孔电火花加工中合理选择工作液及电极材料方面做出了有益的探索,其研究成果为深微孔电火花加工高效率、高质量的开展提供了重要的借鉴。
灰色理论的多曲率油槽电火花成型加工参数热门文档
三星—1号电火花加工油的开发 三星—1号电火花加工油的开发
格式:pdf
大小:135KB
页数:5P
4.4
电加工是一种新型机械加工工艺,长期以来一直用煤油作为工作液。煤油是一种专用燃料,用作火花加工极不合适,气味大,挥发性大,常规一换油期短不经济。
数控电火花成形机加工窄螺旋槽 数控电火花成形机加工窄螺旋槽
格式:pdf
大小:140KB
页数:未知
4.7
我单位在对外承接加工中遇到一个特殊工件。它要求在直径φ6mm长135mm的一根轴上,加工出右旋的、导程为47.5mm的螺旋槽,槽深1mm,宽2mm,端部要清根、材料为20cr。用传统的机械加工方法,加工这个工件比较困难。而综合灵活运用nc—edm的多
一种高深宽比微细槽的电火花加工工艺 一种高深宽比微细槽的电火花加工工艺
格式:pdf
大小:923KB
页数:5P
4.7
为实现高深宽比微槽的加工,提出了一种自成形和扫描加工相结合的微细扁平电极制作及微细槽加工的工艺方法.采用棒状毛坯电极在一平板试件上扫描加工出一定长度的通槽,将毛坯电极沿垂直通槽方向向左和右偏移,两侧分别进行电火花反拷加工,得到扁平微细电极.再采用该扁平电极在线进行扫描加工即可得到期望的微细槽.实验获得了深径比大于18及尺寸一致性较高的阵列微细槽.与反拷或线电极磨削得到微细电极相比,自成形电极方法降低安装精度要求.而采用扁平电极进行微深槽的微细电火花加工,相对提高电极截面面积,降低电极损耗率,有利于提高加工效率.
滤光片支架槽子的电火花加工 滤光片支架槽子的电火花加工
格式:pdf
大小:906KB
页数:1P
4.6
针对滤光片支架材料加工难点,设计了合理的工装,优选电极,优化电参数。通过以上手段保证了方槽尺寸,达到了设计要求。
电火花加工的常用术语
格式:pdf
大小:39KB
页数:3P
4.7
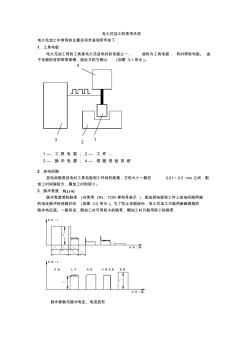
电火花加工的常用术语 电火花加工中常用的主要名词术语和符号如下: 1.工具电极 电火花加工用的工具是电火花放电时的电极之一,故称为工具电极,有时简称电极。由 于电极的材料常常是铜,因此又称为铜公(如图3-1所示)。 2.放电间隙 放电间隙是放电时工具电极和工件间的距离,它的大小一般在0.01~0.5mm之间,粗 加工时间隙较大,精加工时则较小。 3.脉冲宽度ti(μs) 脉冲宽度简称脉宽(也常用on、ton等符号表示),是加到电极和工件上放电间隙两端 的电压脉冲的持续时间(如图3-2所示)。为了防止电弧烧伤,电火花加工只能用断断续续的 脉冲电压波。一般来说,粗加工时可用较大的脉宽,精加工时只能用较小的脉宽 脉冲参数与脉冲电压、电流波形 4 123 1—工具电极;2—工件; 3—脉冲电源;4—伺服进给系
灰色理论的多曲率油槽电火花成型加工参数精华文档
混粉、常规电火花加工通用储液箱的研制 混粉、常规电火花加工通用储液箱的研制
格式:pdf
大小:477KB
页数:3P
4.7
利用水力旋流器对固体颗粒的分级、分离功能,设计了一种既能用于常规电火花加工又能用于混粉电火花镜面加工的通用型储液箱。
钢管电火花刻槽机的设计 钢管电火花刻槽机的设计
格式:pdf
大小:511KB
页数:5P
4.5
为满足设备小型化、便于携带的要求,设计了钢管电火花刻槽机。该刻槽机采用单片机芯片控制脉冲电源,处理键盘输入和故障报警,并控制步进电动机实现自动进给和分离的可调流量的冲油装置。该设备适用于钢管的现场刻槽。
钢管电火花刻槽机的设计 钢管电火花刻槽机的设计
格式:pdf
大小:461KB
页数:4P
4.5
为满足设备小型化、便于携带的要求,设计了钢管电火花刻槽机。该刻槽机采用单片机芯片控制脉冲电源,处理键盘输入和故障报警,并实现步进电机的自动进给和冲油装置的流量调节控制。该设备适用于钢管的现场刻槽。
微细电火花加工技术的研究进展 (2)
格式:pdf
大小:2.0MB
页数:5P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

微细电火花加工技术的研究进展
格式:pdf
大小:2.0MB
页数:5P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
灰色理论的多曲率油槽电火花成型加工参数最新文档
 电极材料在电火花加工中对加工速度的影响
电极材料在电火花加工中对加工速度的影响 电极材料在电火花加工中对加工速度的影响
格式:pdf
大小:125KB
页数:2P
4.8
在电火花加工中,工具电极材料的选择非常重要,它不仅影响到电火花加工的稳定性,还影响到电火花的加工速度和工具电极的损耗。不同工具电极加工速度之所以不同,其原因在于能量在工具电极和工件间的分配比例不同,这点有关资料及教材都有定论。为什么会分配不同,却少有文章详细阐述,现就电火花加工中就常用的紫铜电极和石墨电极在加工铜时加工速度的差别及原因提出个人观点。
电火花加工常用名词、术语及符号
格式:pdf
大小:53KB
页数:5P
4.7
1、放电间隙:放电间隙指加工时工具和工件之间产生火花 放电的一层距离间隙。在加工过程中,则称为加工间隙s, 它的大小一般在0.01-0.5mm之间,粗加工时间隙较大,精加 工时则较小。加工间隙又可分为端面间隙sf和侧面间隙sl (见图三) 2、脉冲宽度ti(μs):脉冲宽度简称脉宽,它是加到工具 和工件上放电间隙两端的电压脉冲的持续时间(见图)为了 防止电弧烧伤,电火花加工只能用断断续续的脉冲电压波。 粗加工可用较大的脉宽ti>100μs,精加工时只能用较少的 脉宽ti<50μs。 3、脉冲间隔to(μs):脉冲间隔简称脉间或间隔,也称脉冲 停歇时间。它是两个电压脉冲之间的间隔时间(见图四)。间 隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生 电弧放电,烧伤工具和工件;脉间选得过长,将降低加工生 产率。加工面积、加工深度较大
电火花加工铝花纹块工艺技术的应用 电火花加工铝花纹块工艺技术的应用
格式:pdf
大小:115KB
页数:2P
4.6
铝花纹块的硫化膨胀量是决定合模后的花纹圈圆度和轮胎是否存在胶边的关键尺寸.通过将膨胀量值均匀分配于各花纹块之间的工艺,使电火花加工花筋连接无错台,花纹块加工质量好.
电火花加工淬火钢螺纹孔的实验探讨 电火花加工淬火钢螺纹孔的实验探讨
格式:pdf
大小:296KB
页数:3P
4.7
以电火花加工淬火钢螺纹孔为实例,探讨了电火花加工螺纹的原理和特点,并对工具电极的制作和装夹调校以及为确保加工质量所应采取的措施作了说明。

电火花操作规程
格式:pdf
大小:12KB
页数:1P
4.8
电火花成型机床安全操作规程 1.开机操作前,要穿好工作服,做好操作准备工作。 2.电火花机床必须在专人指导下进行操作,不允许未经许可自行操作。 3.在放电加工前,应仔细安装好工件,找正工具电极和工件的相对位置。 4.电火花成型机床工作液为易燃煤油,必须配备干粉灭火器,以防运行 中发生火灾,并且操作者操作前必须掌握干粉灭火器的使用方法。 5.工作油箱中的工作液面高度必须高出被加工工件50mm以上,以防止 工作液着火燃烧。 6.在放电加工过程中,严禁手或身体各部位触摸卡头和电极线。 7.在操作过程中如发生意外,首先要按下操作面板上的红色急停按扭, 再拔下插头,检查事故原因,待排除故障后再开机,启动时间间隔不得小 于50秒。 8.操作过程中,进行移动操作时要特别小心,必须确认移动行程中没有 阻挡物,以防撞坏电极和工件,或造成移动轴伺服过载甚至损坏机床。 9.火花成形
基于电火花铣削加工的电极设计及制备工艺 基于电火花铣削加工的电极设计及制备工艺
格式:pdf
大小:517KB
页数:未知
4.7
电火花铣削加工中电极的设计和制备是关键技术,对加工精度及表面粗糙度有着直接影响。本文从电极材料、结构形式、尺寸确定、制作工艺等4个方面举例分析探讨了电火花铣削加工用电极的一般设计方法以及制备工艺。
微型模具的微细电火花加工技术
格式:pdf
大小:11KB
页数:2P
4.7
微型模具的微细电火花加工技术 随着纳米技术的进步,产品不断向微型化方向发展,特征尺寸为微米级的微机电系统越来 越受到人们的高度重视。 微机电系统(mems,micro-electro-machanicalsystems)包括微型机构、微型传感器、 微型执行器和相应的处理电路等几部分,mems已相继应用于精密机械、光电通讯、影像 传输、生化医疗和信息储存等领域,如微齿轮、插头式光纤连接器、医学用微量泵、导光 板、微透镜、内窥镜零件、微流控芯片、细胞培养用微型容器,以及旋转传感器中的衍射 光栅等都需要微型模具。国际mems市场近年来获得迅速发展,中国的mems市场增速 也将加快,据有关资料预测,至2011年我国mems的增速有望达到29.2%。 所谓微型模具,如果从尺寸和制造精度上加以限定,则微型模具具有以下特征:成形制件 尺寸微小,一般来说体积为1mm
灰色理论的多曲率油槽电火花成型加工参数相关
文辑推荐
知识推荐
百科推荐


职位:造价部长
擅长专业:土建 安装 装饰 市政 园林


