

如何在黑色金属表面上堆焊不锈钢
格式:pdf
大小:8KB
页数:1P
人气 :90
 4.8
4.8
如何在黑色金属表面上堆焊不锈钢? 在黑色金属表面堆焊一层不锈钢是代替制造复合钢板 的一种高效方法,目前已得到推广应用,其中生产率较高的 是采用带极堆焊进行大面积的堆焊。 基体材料常选用 20g、16Mn、20MnMoNb 等钢种。 堆焊 时,为减少堆焊层与基本接触面之间产生淬硬的马氏体组织 和脆化的 σ相,应先堆焊一层过渡层,过渡层材料常用超低 碳、高铬镍钢,如 00Cr19Ni11。为了使堆焊层金属具有相当 于 1Cr18Ni9Ti 的化学成分,堆焊层金属可选用牌号为 00Cr18Ni10 的超低碳、高铬镍钢。 带极的规格(宽×厚)有 30mm×0.5mm、60×0.5mm、 90×0.5mm 及 120×0.5mm 等多种。焊剂采用 HJ260。 堆焊工艺参数(采用 60× 0.5mm 带极)为:焊接电流 650A,焊接电压 28~30V,堆焊速度 7.6m/h,带极送进速度 51m/



不锈钢金属表面的专用易清洗涂层
上海向岚化工有限公司http://www.***.***/ 地址:上海市嘉定区南翔高科技园区惠申路83号电话:021-61729903e-mail:maduo2002@163.com 易清洗涂层ecc-8000通常用于不锈钢,铁,铝,镀锌板等表面的处理,涂层光滑且透 明,给予被处理表面抗沾污,“易清洗”的效果。ecc-8000中独特的小分子物质和金属表面反应, 形成永久结合,同时其中的氟聚合物生成一个不容易被液体所浸润的低能量表面。处理后的表面非常 稳定,除非用强碱类的烈性清洗剂或化学药剂才能破坏该表面。 ecc-8000使用方便,可以直接使用,且用量很小,形成的涂层厚度小于5微米。常见的喷涂,浸涂 等方法都可以处理。处理后生成的疏水疏油性表面仅用简单的擦拭就可以除去各种污物,不留残余。 处理后的表面有高度的憎水和憎油性。可以作为金属表面的不粘涂层
编辑推荐下载

黑色金属检测
格式:pdf
大小:39KB
页数:3P
4.6
青岛东标检测服务有限公司 黑色金属检测 摘要 金属是具有光泽、有良好的导电性、导热性与机械性能,并具有正的电阻温度系数的物质。 金属,是个大家庭,现在世界上有86种金属。通常人们根据金属的颜色和性质等特征,将 金属分为黑色金属和有色金属两大类。黑色金属主要指铁、锰、铬及其合金,如钢、生铁、 铁合金、铸铁等。 定义 黑色金属材料乃工业上对铁、铬和锰的统称。亦包括这三种金属的合金,尤其是合金黑色金 属钢及钢铁。与黑色金属相对的是有色金属。事实上纯净的铁及锰是银白色的,而铬是银灰 色。由于钢铁表面通常覆盖一层黑色的四氧化三铁,而锰及铬主要应用于冶炼黑色的合金钢。 所以才会被“错误分类”为黑色金属。 黑色金属的分类也有其意义,因为这三种金属都是冶炼钢铁的主要原料,而钢铁在国民经济 中占有极其重要的地位,亦是衡量一国家国力的重要标志。黑色金属的产量约占世界金属总 产量的95
不锈钢金属饰面
格式:pdf
大小:6KB
页数:2P
4.4
1、安装施工重点 1.1饰面板安装: 安装前应复核板材、骨架以及包括缝隙在内的各部位尺寸,大块板材应预排编号以防止连接 安装时造成累积误差。不锈钢板安装前,必须检查胶合板基面或其他基层前期工序的施工质 量,表面垂直度、平整度及装饰造型体的质量必须符合设计要求与相应标准,如钢木骨架及 罩面板工程的质量验收标准,高级抹灰工程的质量要求等。 1.2将镜面不锈钢薄板镶板镶贴于装饰造型体胶合板基面上的方法,通常的做法是粘贴。 粘贴用的胶粘剂,一般为环氧树脂多用途建筑胶粘剂,如建筑结构胶粘剂,耐高温建筑结构 胶粘剂,室温快速固化环氧胶粘剂等,均有优良的粘结性能,这些粘结料多为双组份,施工 时根据使用说明在现场进行调配,有的按需要加入适量填料,如石英砂、铸石粉、细黄砂或 水泥等。在室内小型的不锈钢板镶贴或薄板包柱工程中,与木质基层的粘贴也可采用市售成 品万能胶。不锈钢
黑色金属表面上堆焊不锈钢热门文档
不锈钢带极堆焊
格式:pdf
大小:32KB
页数:3P
4.4
co py 南京化学工业有限公司化工机械厂标准 通用工艺规程q/nh04/j0601.18-1999 第18部分不锈钢带极堆焊 南京化学工业有限公司化工机械厂1999-12-30批准2000-01-01实施 69 1范围 本标准规定了不锈钢带极堆焊的基本要求. 本标准适用于钢制压力容器及元件的不锈钢带极堆焊 2引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的条文在标准出版时所示版本均 为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性 jb4708-92钢制压力容器焊接工艺评定 zbg93008-88尿素高压设备堆焊工艺评定和焊工技能评定 cwcec8-a11s-95尿素高压设备埋弧和手工堆焊工艺评定 3焊接材料 3.1
常用黑色金属材料
格式:pdf
大小:359KB
页数:11P
4.6
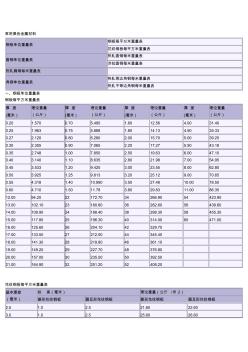
常用黑色金属材料 钢板单位重量表 钢板每平方米重量表 花纹钢板每平方米重量表 圆钢单位重量表 热轧圆钢每米重量表 冷拉圆钢每米重量表 热轧扁钢每米重量表 角钢单位重量表 热轧等边角钢每米重量表 热轧不等边角钢每米重量表 一、钢板单位重量表 钢板每平方米重量表 厚度 (毫米) 理论重量 (公斤) 厚度 (毫米) 理论重量 (公斤) 厚度 (毫米) 理论重量 (公斤) 厚度 (毫米) 理论重量 (公斤) 0.201.5700.705.4951.6012.564.0031.40 0.251.9630.755.8881.8014.134.5035.33 0.272.1200.806.2802.0015.705.0039.25 0.302.3550.907.0652.2017.275.5043.18 0.352
 不锈钢带极电渣堆焊层金属耐腐蚀性能
不锈钢带极电渣堆焊层金属耐腐蚀性能 不锈钢带极电渣堆焊层金属耐腐蚀性能
格式:pdf
大小:497KB
页数:5P
4.3
采用带极电渣堆焊(esw)和带极埋弧堆焊(saw)两种方法在q235母材上熔敷不锈钢层,分析了这两种方法和不同焊接速度下得到的堆焊层金属的电化学腐蚀及晶间腐蚀性能.电化学腐蚀结果表明,9.8%h2so4溶液中,当扫描电位低于-300mv时,堆焊层金属即可进入钝化状态,堆焊层金属(eswv=8m/h)的电化学腐蚀性能最佳;5%hcl溶液中,由于穿透性强的cl-使堆焊层表面形成的钝化膜溶解破坏,导致堆焊层金属在扫描电位-800~200mv范围内处于活化状态,发生点腐蚀.10%草酸溶液晶间腐蚀试验表明,带极电渣堆焊层金属的抗晶间腐蚀性能明显优于带极埋弧堆焊层金属.
焦炭塔现场组焊不锈钢复合钢堆焊质量 焦炭塔现场组焊不锈钢复合钢堆焊质量
格式:pdf
大小:291KB
页数:1P
4.7
焦炭塔15crmor+410s不锈钢复合钢的现场组焊接的堆焊工艺,通过采取合理的焊接措施来保证堆焊层的化学成分、力学性能和耐蚀性能,以达到焊接技术质量要求,其对类似工程施工有一定的指导意义。
金属焊接方法之不锈钢焊
格式:pdf
大小:50KB
页数:3P
4.7
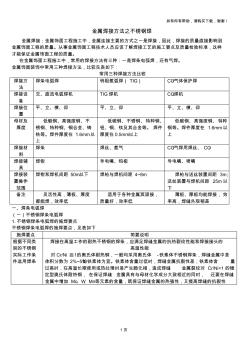
如有你有帮助,请购买下载,谢谢! 1页 金属焊接方法之不锈钢焊 金属焊接:金属饰面工程施工中,金属连接主要的方式之一是焊接,因此,焊接的质量直接影响到 金属饰面工程的质量。从事金属饰面工程技术人员应该了解焊接工艺的施工要点及质量检验标准,这样 才能保证金属饰面工程的质量。 在金属饰面工程施工中,常用的焊接方法有三种:一是焊条电弧焊,还有气焊。 金属饰面装饰中常用三种焊接方法,比较见表如下: 常用三种焊接方法比较 焊接方 法 焊条电弧焊钨极氩弧焊(tig)co2气体保护焊 焊接设 备 交、直流电弧焊机tig焊机co2焊机 焊接位 置 平、立、横、仰平、立、仰平、立、横、仰 母材及 厚度 低碳钢、高强度钢、不 锈钢、特种钢、铜合金、铸 铁等。焊件厚度在1.6mm以 上 低碳钢、不锈钢、特种钢、 铝、铜、钛及其合金等。焊件 厚度在0.5mm以上 低碳钢、高强度钢、特种 钢等
黑色金属表面上堆焊不锈钢精华文档
 CO_2气体保护药芯焊丝堆焊不锈钢工艺及其应用
CO_2气体保护药芯焊丝堆焊不锈钢工艺及其应用 CO_2气体保护药芯焊丝堆焊不锈钢工艺及其应用
格式:pdf
大小:241KB
页数:4P
4.4
对化工设备常用基材16mnr,14cr1mor,15crmor及堆焊焊材采用co2气体保护药芯焊丝堆焊工艺进行试验研究。试验结果表明:当稀释率过大时,co2气体保护药芯焊丝堆焊不锈钢的过渡层塑性较差,弯曲试验时容易在过渡层产生裂纹。焊接过程中采用合理的焊接工艺参数、严格控制道间温度及稀释率可以提高过渡层的塑性。
常用金属表面除锈处理方法
格式:pdf
大小:397KB
页数:5P
4.7
常用金属表面除锈处理方法 金属表面除锈的方法很多,对于不同种类的金属材料,其表面的锈是不同的, 因此其除锈的方法也各不相同。另一方面,不同的表面工程技术,如电镀、涂装 等,对于表面除锈的要求也是不同的。因此,实际选择除锈方法的时候,要根据 金属材料的种类及具体表面工程的要求选择合适的除锈方法及工艺。常用的表面 除锈方法有化学浸泡法、超声波法、电化学除锈法、机械法以及手工除锈法等。 一、化学浸泡法 化学浸泡法除锈是将金属工件浸泡在相应的除锈溶液中,利用溶液中的酸、碱等 化学物质与工件表面的氧化皮及锈蚀产物等的化学反应,使氧化皮及锈蚀产物等 溶解到溶液中,从而起到除锈的目的。 化学浸泡法是小型工件常用的除锈方法,除锈速度快、效果明显,尤其对于形状 复杂的零件,可以除去一些内孔、内腔等死角处的锈蚀。由于化学浸泡法要将工 件浸泡在溶液中,因此对于一些大型结构、设备的除锈,不能够采
金属表面防锈镀锌
格式:pdf
大小:18KB
页数:3P
4.4
金属表面防锈镀锌 镀锌板 1.定义 镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的薄 钢板称为镀锌板。 2.分类和用途 按生产及加工方法可分为以下几类:①热浸镀锌钢板。将薄钢板浸入熔解的锌槽中,使其表面粘附一 层锌的薄钢板。目前主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢 板;②合金化镀锌钢板。这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其 生成锌和铁的合金被膜。这种镀锌板具有良好的涂料的密着性和焊接性;③电镀锌钢板。用电镀法制造这 种镀锌钢板具有良好的加工性。但镀层较薄,耐腐蚀性不如热浸法镀锌板;④单面镀和双面差镀锌钢板。 单面镀锌钢板,即只在一面镀锌的产品。在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好 的适应性。为克服单面未涂锌的缺点,又有一种在另面涂以薄层
黑色金属表面上堆焊不锈钢最新文档
金属表面处理
格式:pdf
大小:80KB
页数:7P
4.7
教育训练教材 课时:2h版次:1.0主题: 金属表面处理后之检验方法 适用对象: 教官:寻孔成日期: 一.电镀五彩锌(分挂镀与滚镀) 1.外观 1.1镀层结晶均匀,细致,连续. 1.2不允许:镀层粗糙,麻点,黑点,起泡,剥落和严重条纹,钝化膜疏松起粉及严重的钝 化液痕迹,局部无镀层,手印,露白锌. 1.3钝化膜颜色:彩色钝化膜应是带有绿色和紫色色彩的光亮彩虹色,白色钝化膜应 是带有光泽的青白色或是蓝白色,黑色钝化(氧化)膜应是均匀的黑色. 2.膜厚 2.1每一试样测取10个点(滚镀试样可只取3至5个点)测量. 2.2平均膜厚应在8~12μm范围以内,最低电位区域(如槽内)不低于5μm(注:零件膜厚: 凡直径为20mm的球不能接触到的区域,其膜厚不作要求). 2.3
钛-不锈钢异种金属焊接技术 钛-不锈钢异种金属焊接技术
格式:pdf
大小:248KB
页数:3P
4.6
对钛-不锈钢异种金属的焊接性进行了分析,介绍了钛-不锈钢的多种焊接工艺。指出对于钛-不锈钢异种金属的焊接,目前以过渡金属间接熔焊技术最为有效。
不锈钢焊丝熔敷金属中碳的控制 不锈钢焊丝熔敷金属中碳的控制
格式:pdf
大小:324KB
页数:4P
4.4
用不锈钢药芯焊丝及不锈钢实芯焊丝,分别在100%ar及不同比例的ar+co2下,对熔敷金属中的含碳量进行了研究。根据热力学标准生成自由焓和等温方程,从实芯焊丝和药芯焊丝焊接冶金反应的差异,分析了不锈钢药芯和实芯焊丝熔敷金属不同的增碳机制,搞清了不锈钢药芯焊丝不增碳的机理,从而达到控制碳的目的。
35钢堆焊不锈钢耐磨层的组织与性能 35钢堆焊不锈钢耐磨层的组织与性能
格式:pdf
大小:439KB
页数:未知
4.6
采用自动埋弧焊工艺,在35钢试板表面堆焊不锈钢耐磨层,对焊缝金属的显微组织进行了分析,对堆焊层金属的硬度进行了测试。结果表明,堆焊金属的硬度分布与其组织变化相对应,堆焊层的硬度达到了预期值。
不锈钢堆焊技术在快开盲板上的应用 不锈钢堆焊技术在快开盲板上的应用
格式:pdf
大小:183KB
页数:2P
4.6
介绍了快开盲板耐蚀层堆焊的焊接要求,根据标准和技术文件的规定对堆焊试件进行了力学性能试验,试验结果完全满足要求,该工艺已在快开盲板的制造之中使用。
不锈钢堆焊技术在快开盲板上的应用 不锈钢堆焊技术在快开盲板上的应用
格式:pdf
大小:183KB
页数:2P
4.6
介绍了快开盲板耐蚀层堆焊的焊接要求,根据标准和技术文件的规定对堆焊试件进行了力学性能试验,试验结果完全满足要求,该工艺已在快开盲板的制造之中使用。
低合金高强钢表面不锈钢带极堆焊的研究 低合金高强钢表面不锈钢带极堆焊的研究
格式:pdf
大小:265KB
页数:未知
4.6
采用不锈钢带极双层堆焊,在低合金高强钢表面堆焊不锈钢耐蚀层。研究了过渡层、表面层带极成分对堆焊层的成分、组织及堆焊层δ铁素体含量的影响,并对堆焊试样进行横向侧弯和纵向侧弯测试。结果表明:过渡层采用309l、表面层采用347l宽50mm带极,在焊接电流700~850a、焊接速度140~160mm/min条件下,可获得与低合金高强钢基体结合良好的堆焊层,堆焊层的增碳层无明显m脆化倾向,堆焊层组织为均匀的奥氏体+δ铁素体双相组织,δ铁素体含量在4.5%~5.5%之间,奥氏体晶粒明显细化。
钛合金与不锈钢扩散焊中间金属的选择 钛合金与不锈钢扩散焊中间金属的选择
格式:pdf
大小:145KB
页数:5P
4.7
采用铜和铜加钒作中间金属,探索了钛合金tc4与不锈钢1cr18ni9ti的真空扩散焊工艺,对接头成分、组织进行了分析。结果表明:采用一层中间金属铜进行扩散焊时,接头的强度很低,呈脆性断裂;采用两层中间金属铜加钒时,接头的强度与铜层的相对厚度有关,最高强度可接近母材不锈钢强度的下限。
黑色金属表面上堆焊不锈钢相关
文辑推荐
知识推荐
百科推荐


职位:堤坝工程师
擅长专业:土建 安装 装饰 市政 园林


