

换热器黄铜管与爆炸复合板焊接工艺的研究
格式:pdf
大小:980KB
页数:4P
人气 :79
 4.4
4.4
采用手工氩弧焊的方法,研究了换热器HSn70-1B黄铜换热管与16Mn+HSn62-1复合板的焊接工艺。结果表明,通过工艺评定,所选用的焊接工艺是合适的,为黄铜的异种焊接提供了一个可行的试验方案。



 钛-钢复合板换热器管箱的焊接工艺
钛-钢复合板换热器管箱的焊接工艺 钛-钢复合板换热器管箱的焊接工艺
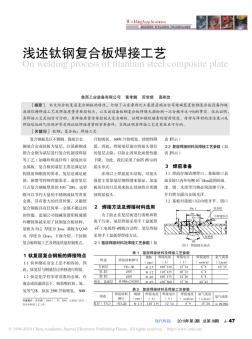
介绍了钛钢复合板热交换器管箱制作的技术要点,用简单的办法解决了管箱接管翻边环的冲压工艺。对管箱的焊接、管板管头的焊接以及焊接环境、焊材的选择、气体保护的措施进行了详细的介绍。
爆炸复合板
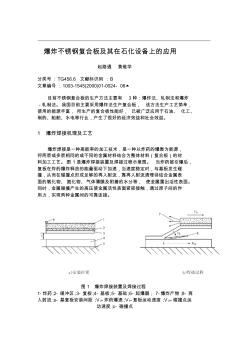
爆炸不锈钢复合板及其在石化设备上的应用 赵路遇黄维学 分类号:tg456.6文献标识码:b 文章编号:1003-1545(2000)01-0024-06▲ 目前不锈钢复合板的生产方法主要有3种:爆炸法、轧制法和爆炸 -轧制法。我国目前主要采用爆炸法生产复合板,该方法生产工艺简单, 使用的能源丰富,所生产的复合板性能好,已被广泛应用于石油、化工、 制药、船舶、水电等行业,产生了很好的经济效益和社会效益。 1爆炸焊接机理及工艺 爆炸焊接是一种高能率的加工技术,是一种以炸药的爆轰为能源, 将两层或多层相同的或不同的金属材料结合为整体材料(复合板)的材 料加工工艺。图1是爆炸焊接装置及焊接过程示意图。当炸药被引爆后, 复板在炸药爆炸释放的能量驱动下加速,当速度稳定时,与基板发生碰 撞,从而在碰撞点形成足够的再入射流,靠再入射流清理待结合金属表 面的氧化物、氮化物、气体薄
编辑推荐下载

复合板焊接工艺全
格式:pdf
大小:1.9MB
页数:26P
4.3
复合板焊接工艺全 复合钢的焊接 石油、化工、航海和军工生产中广泛使用复合钢制造各类耐腐蚀设备。目前应用较多的 复合钢是由较薄的不锈钢与较厚的低合金钢通过爆炸焊、轧制或堆焊等工艺方法制成的双金 属板材。较厚的珠光体钢部分为基层,基层多半由低碳钢或低合金钢组成,主要满足复合钢 在使用中强度和刚度的要求。不锈钢部分为复层,主要满足复合钢的耐蚀性等要求。随着复 合钢的应用范围不断扩大,其焊接日益引起人们的关注。 1.复合钢的基本性能 1.1复合钢的力学性能 生产中应用较多的复合钢板是以不锈钢、镍基合金、铜基合金或钛合金板为复层,低碳 钢或低合金钢为基层,以爆炸焊、复合轧制、堆焊或钎焊方法制成的双金属板材。还可以采 用电渣焊生产大厚度(100~150mm)的轧制复合钢。通常复层只占复合钢板总厚度的5%~50%, 一般为10%~20%,最小实用厚度为1.5mm。复合钢可以节约大量的
换热器黄铜管与爆炸复合板焊接工艺热门文档

铜管焊接工艺
格式:pdf
大小:8KB
页数:3P
4.5
一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功 能完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把 可拆部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊
铜管焊接工艺
格式:pdf
大小:84KB
页数:4P
4.4
铜管焊接工艺 1、总论 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作灯问题,必 须引起高度重视。 2、焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 2.1对同类材料的焊接 2.1.1铜与铜的钎焊 可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为 便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。 2.1.2钢与钢的焊接 可选用黄铜条焊料加适当的焊剂。焊接时。将焊料加热到一定温度后插放在焊剂中,使 焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防 止产生腐蚀。在使
 TA10钛-钢复合板换热器管箱的焊接工艺
TA10钛-钢复合板换热器管箱的焊接工艺 TA10钛-钢复合板换热器管箱的焊接工艺
格式:pdf
大小:191KB
页数:4P
4.6
本文介绍了钛-钢复合板预热器管箱制造的技术要点。对管箱的焊接、坡口形式、换热管与管板的焊接以及焊接环境、焊材的选用、气体的保护措施进行了详细的介绍。
低碳钢-铝青铜复合板与铝黄铜管的焊接 低碳钢-铝青铜复合板与铝黄铜管的焊接
格式:pdf
大小:375KB
页数:3P
4.7
我厂在承接某冷凝器的试制任务中,遇到了低碳钢—铝青铜复合材料与铝黄铜的焊接难题。该冷凝器两端的管板是a3—qa19-2复合材料,其主体材料是a3钢,外径为450mm,厚度(加工后)为36mm。复合层为qa19-2,它是经外协采用爆炸焊接与a3钢板焊牢的,复合层加工后的厚度为5mm。每块管板上钻φ14.5mm孔,共320个,各孔之间的中心距均为
换热器黄铜管与爆炸复合板焊接工艺精华文档

不锈钢复合板的焊接工艺 (2)
格式:pdf
大小:196KB
页数:5P
4.3
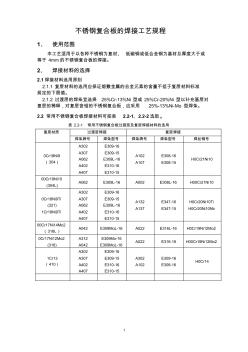
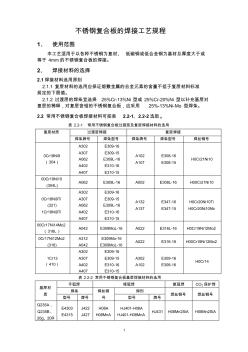
1 不锈钢复合板的焊接工艺规程 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或 等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 2.1.1复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准 规定的下限值。 2.1.2过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补充基层对 复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。 表2.2-1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条牌号焊条型号焊条牌号焊条型号焊丝钢号 0cr18ni9 (304) a302 a307 a062 a402 a407 e309-16
不锈钢复合板的焊接工艺
格式:pdf
大小:196KB
页数:5P
4.7
1 不锈钢复合板的焊接工艺规程 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或 等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 2.1.1复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准 规定的下限值。 2.1.2过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补充基层对 复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。 表2.2-1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条牌号焊条型号焊条牌号焊条型号焊丝钢号 0cr18ni9 (304) a302 a307 a062 a402 a407 e309-16
烟囱钢内筒钛钢复合板焊接工艺 烟囱钢内筒钛钢复合板焊接工艺
格式:pdf
大小:36KB
页数:2P
4.4
由于钛与钢焊接互熔时所产生的中间化合物是脆性组织,所以钛钢复合板在焊接安装中,基层碳钢与复层钛板不具有良好的异种金属的焊接性,所以在接头设计及焊接工艺制定中都需要采取一些特殊的措施。本文结合火力发电厂烟囱钢内筒钛钢复合板的焊接试验研究与施工过程控制,对该焊接工艺进行了较为详细的介绍。
换热器黄铜管与爆炸复合板焊接工艺最新文档
钢内筒钛钢复合板焊接工艺特点
格式:pdf
大小:1.4MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
不锈钢复合板槽的焊接工艺 不锈钢复合板槽的焊接工艺
格式:pdf
大小:182KB
页数:2P
4.3
分析了q235b+321不锈钢复合板的焊接性,对复合板进行了焊接工艺评定,确定了q235b+321不锈钢复合板的焊接工艺。施焊过程中通过严格执行工艺规范,既保证了焊接质量,又提高了焊接效率,满足设计要求。
爆炸焊接工艺对铝-钢复合板界面性能的影响 爆炸焊接工艺对铝-钢复合板界面性能的影响
格式:pdf
大小:414KB
页数:3P
4.3
通过不同的爆炸焊接工艺对铝合金-铝-钢进行了爆炸复合,并对爆炸复合后的铝合金-铝-钢复合板的界面组织及力学性能进行了测试分析,探讨了不同爆炸焊接工艺对铝合金-铝-钢复合板界面性能的影响。结果表明:铝合金-铝-钢复合板的铝-钢界面在爆炸复合时界面容易产生一层金属间化合物。随着装药密度的增加,中间层变得愈加连续,界面强度降低明显,而铝-钢界面相互扩散距离变化不明显。
换热器复合板管板的应用 换热器复合板管板的应用
格式:pdf
大小:114KB
页数:3P
4.6
介绍了管壳式换热器复合管板的应用、复合管板材料标准及其种类;同时举例分析各种复合方法下管板的应用场合及注意事项,以期对广大的工程设计人员更好地理解和运用标准,使设计更符合规范的要求,期望提供有益的参考。
 焊接黄铜管快速再结晶退火工艺
焊接黄铜管快速再结晶退火工艺 焊接黄铜管快速再结晶退火工艺
格式:pdf
大小:81KB
页数:未知
4.8
本文对焊后不同冷变形度的黄铜管采和在450-700℃,保温时间0.5-2分钟的16个工艺进行了快速再结晶火工艺试验。结果表明,黄铜管快速再结晶退火后,其金相组织、晶金相组织、晶粒尺寸、显微硬度和外观质量均能达到普通退火的要求,退火时间可由普通退火的90分钟缩短到1.5-2分钟。
紫铜管的氩弧焊焊接工艺 紫铜管的氩弧焊焊接工艺
格式:pdf
大小:83KB
页数:未知
4.5
紫铜管的氩弧焊焊接工艺河北省电建第二工程公司邓子刚手工钨极氩弧焊焊接紫铜管克服了氧一乙炔焊存在的缺点,使焊接接头强度高,成型美观漂亮。本文主要介绍了手工钨极氩弧焊焊接不同壁厚紫铜管的焊前准备,焊接材料以及焊接工艺。经上安电厂氢站紫铜管的焊接和赞皇县化...
大直径锻件凸缘与不锈钢复合板简体的焊接工艺 大直径锻件凸缘与不锈钢复合板简体的焊接工艺
格式:pdf
大小:274KB
页数:未知
4.7
对13mnnimor+s31603锈钢复合钢板20mnmonb+s31603锻件进行了焊接性分析,针对大直径凸缘马鞍形对接焊缝结构特点,制订合理的焊接工艺,并对焊接过程中预热温度、焊后消氢及焊后热处理等工艺的合理调整,有效防止了冷裂纹的产生,保证了产品焊接质量。
铜管铝管焊接工艺
格式:pdf
大小:6KB
页数:3P
4.4
铜管铝管焊接工艺 1、焊接工艺:钎焊工艺,氧-丙烷(天然气)、氧-乙炔、石油液化汽火焰钎焊。 2、焊接工具:装有石油液化汽的气瓶、钎焊焊枪。 3、焊接前期处理 (1)铜管和铝管焊接 a、接头设计:接头单边间隙应控制在0.08~0.2mm,焊缝长度一般不大于30mm。 b、表面处理:用碱液或金属清洗液将接头焊接处油污等污物清洗掉,再用刮刀 (或粗砂纸、或铜刷、或钢丝刷)将接头焊接处表面上的绝缘层刮去。 注意:不能抛光,因为钎料是靠毛细作用焊接的,抛光后不利于焊接。 (2)铜排和铝排(或铜线和铝线)焊接:用碱液或金属清洗液将焊接处油污等污 物清洗掉,再用铜刷(或钢丝刷、或刮刀、或粗砂纸)将接头焊接处表面上的绝 缘层刮去。 注意:不能抛光,因为钎料是靠毛细作用焊接的,抛光后不利于焊接。 4、火焰的控制及加热 (1)选用工具 优先选用加热均匀的空气助燃焊枪(焊枪带气流控制阀、旋
换热器黄铜管与爆炸复合板焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:市政工程材料员
擅长专业:土建 安装 装饰 市政 园林


