

厚料垫圈冲裁模废料回跳问题分析与解决
格式:pdf
大小:149KB
页数:1P
人气 :99
 4.6
4.6
分析厚板料垫圈连续冲制过程中,工件回跳的原因,并从凸凹模结构形式及润滑的使用方面介绍了解决废料回跳的方法。



 锁紧垫圈贝氏体钢板复合冲裁模
锁紧垫圈贝氏体钢板复合冲裁模 锁紧垫圈贝氏体钢板复合冲裁模
贝氏体钢板冲裁模的无间隙冲裁对不规则形状的薄板冲裁件有其独到之处。如图1所示,零件是我厂某产品的锁紧垫圈,材料为08号钢,料厚1.2毫米。有一定的精度要求。原钢模具因凸凹模内腔间隙不均匀,冲件毛刺严重,故改用贝氏体钢板复合冲裁模。从冲裁件的出料来看,无论单工序模和连续模都是从凹模后方推出工件,而复合模
编辑推荐下载
垫板冲裁模设计
格式:pdf
大小:854KB
页数:40P
4.8
优秀设计 毕业设计 题目垫板冲裁模设计 系别 专业 班级 姓名 学号 指导教师 日期 设计任务书 设计题目: 垫板冲裁模设计 设计要求: 1.确定合理的冲裁工艺及方案; 2.正确计算有关零件的尺寸及公差; 3.完成加工工艺及装配方案。 设计进度要求: 11月26日~11月29日收集资料; 11月30日~12月5日主要设计计算; 12月6日~12月13日结构设计; 12月14日~12月21日模具的整体设计; 12月22日~12月25日校核、修改、提交论文; 12月26日~12月31日论文答辩。 指导教师(签名): 毕业设计答辩记录 姓名专业班级 答辩时间答辩地点 设计题目垫板冲裁模设计与制造 ⒈本副模具为何采用复合模生产? 只需一副模具,生产效率高,操作方便,工件精度能满足要求但由于本副模具比较 简单,仅有
平垫圈冲裁复合模模具设计
格式:pdf
大小:723KB
页数:41P
4.5
word文档可自由编辑 i 平垫圈冲裁复合模模具设计 摘要 本次设计了一套冲孔、落料的倒装复合模具。经过查阅资料,首先要对零件 进行工艺分析,经过工艺分析和对比采用冲孔落料工序,通过冲裁力、顶件力、 卸料力等的计算分析确定压力机的型号;其次分析适用于冲压件加工的模具类型, 选择所需设计的模具;最后得出模具的类型后,将模具的各工作零部件设计过程 表达出来。本文的第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具 的重要性与本次设计的背景,接着是对冲压件进行工艺分析,确定工艺方案;第 二部分,对零件排样图的设计,完成了有关工件各个力的计算,对选择冲压设备 提供依据。最后是对主要零部件的设计计算,为本次设计模具的绘制和模具的成 形提供依据,以及为装配图各尺寸提供依据。通过前面的设计方案画出模具装配 图和各零件图。 关键词:倒装复合模具、厚料冲裁、冲裁间隙 word文档可自由编辑
厚料垫圈冲裁模废料回跳问题分析与解决热门文档

垫板冲裁模设计
格式:pdf
大小:581KB
页数:31P
4.8
济源职业技术学院毕业设计 1 摘要 模具是典型的按订单单件生产的行业,每一个订单都要与客户进行详细的业务和技术 方面的沟通,否则将会产生严重的后果。我国模具行业专业化程度还比较低,模具自产自 配比例过高。国外模具自产自配比例一般为30%,我国冲压模具自产自配比例为60%。这 就对专业化产生了很多不利影响。现在,技术要求高、投入大的模具,其专业化程度较高, 例如覆盖件模具、多工位级进模和精冲模等。而一般冲模专业化程度就较低。由于自配比 例高,所以冲压模具生产能力的分布基本上跟随冲压件生产能力的分布。但是专业化程度 较高的汽车覆盖件模具和多工位、多功能精密冲模的专业生产企业的分布有不少并不跟随 冲压件能力分布而分布,而往往取决于主要投资者的决策。 我设计的该模具是根据市场要求所设计的,通过对零件的认识可知,该零件所用的材 料是10号钢,生产批量为大批量生产,再经过方案比较,故选
厚料垫圈冲裁模废料回跳问题分析与解决精华文档
冲裁力大于冲床公称压力的冲裁模设计 冲裁力大于冲床公称压力的冲裁模设计
格式:pdf
大小:468KB
页数:4P
4.6
1问题提出:冲裁在机械加工行业中广泛应用,它是利用冲模在压力机上使板料分离的一种冲压工艺。它包括切断、落料、冲孔、修边、切口等多种工序。冲裁件的工艺性,是指冲裁件对冲压工艺的适应性。为了很好的完成冲裁工

平垫圈与材料我国平垫圈标准
格式:pdf
大小:14KB
页数:1P
4.5
平垫圈与材料我国平垫圈标准 2011-07-1414:42:46|分类:默认分类|举报|字号订阅 我国平垫圈标准共有9项,从2000-2002年分别批准发布了gb/t97.3-2000、 gb/t5286-2001、gb/t95-2002、gb/t96.1-2002、gb/t96.2-2002、 gb/t97.1-2002、gb/t97.2-2002、gb/t97.4-2002及gb/t5287-2002等平垫 圈标准。 根据平垫圈性能等级,推荐使用材料: 对于100hv级的可选用st12、st13及q235、q215、q195等等,表面硬 度可达到110hv左右; 对于140hv级的可选用08f、08al及10、10f等等,表面硬度可达到140hv 左右; 对于200hv和300hv级的应选用45、50
某型号矿用隔爆型开关4mm厚的铜卡板冲裁模设计 某型号矿用隔爆型开关4mm厚的铜卡板冲裁模设计
格式:pdf
大小:380KB
页数:2P
4.4
介绍了卡板的冲压工艺及模具结构。该模具结构合理、可靠、保证了产品的质量,同时大大降低了生产成本。
弹簧垫圈冲孔弯曲落料模的设计 弹簧垫圈冲孔弯曲落料模的设计
格式:pdf
大小:489KB
页数:3P
4.4
1.工艺分析如图1所示弹簧垫圈,材料为厚2mm的65、70优质碳素结构钢或优质的合金结构钢65mn。按传统的常规工艺加工的工序,有孔的加工,外形的加工、弯曲,热处理(淬火+中温回火),单工序机加工不仅费时、费料,而且效率低,生产质量难保证,故从经济性角度考
厚料垫圈冲裁模废料回跳问题分析与解决最新文档
平垫圈材料的选择
格式:pdf
大小:26KB
页数:3P
4.6
如有你有帮助,请购买下载,谢谢! 1页 垫圈材料的选择 2008-11-27来源:未知收藏此信息推荐给好友 在螺纹紧固件中因螺栓、螺钉、螺母的支承面不可能做得很大(受材料与工艺的限制), 为减小承压面的压应力,保护被连接件的表面而采用垫圈。 为防止连接副的松动采用防松的弹簧垫圈和多齿形锁紧垫圈、圆螺母止动垫圈以及鞍形、 波形、锥形弹性垫圈。 平垫圈主要用于减小压强,当有的部位拧紧轴向力很大时,易使垫圈压成碟形,这时可 改用材料和提高硬度来解决。 弹簧垫圈的锁紧效果一般,重要部位尽量少用或不用,而采用自锁结构。对于用于高速 拧紧(气动或电动)的弹簧垫圈,最好采用表面磷化处理的垫圈,提高其减磨性能,否则易 摩擦发热而烧坏或张口,甚至损坏被连接件表面。对于薄板连接处,不应采用弹簧垫圈结构。 据统计,弹簧垫圈在汽车上使用得越来越少了。 齿形弹性垫圈中的连接齿形由于锁紧力大而且
套料钻在调整垫圈加工中的应用 套料钻在调整垫圈加工中的应用
格式:pdf
大小:228KB
页数:1P
4.8
无论大、中、小型机器设备,在设计和制造过程中,为了保证足够的装配精度,或者为了保证适当的间隙,通常会用到高整垫组。这些调整垫组件中的个体,厚度上通常差别较大,因此生产组织的过程中不能按照标准件外购,而是自行编制工艺加工。1调整垫的传统加工方法传统的工艺方案通常有以下2种。(1)对于大批量产品,且厚度符合冲裁件的尺寸规
垫圈复合模自动送接料工装设计 垫圈复合模自动送接料工装设计
格式:pdf
大小:253KB
页数:2P
4.8
我公司是生产纺织锭子的专业厂,其中锭子零部件之一的锭脚垫圈是由冲压工艺完成的,其生产用料由带钢(带钢生产另有工装)和冲压工艺余料圆片提供(冲压工艺余料圆片为公司其他零件冲压生产剩下的废料),传统的余料圆片冲压垫圈是在倒装的落料冲孔复合模上靠手工操作完成,生产效率低且工人劳动强度大。目前随着公司的做大做强,
托板冲裁模具设计毕业设计
格式:pdf
大小:1.2MB
页数:28P
4.5
设计说明书 1.目录 2.设计任务书及产品图 3.序言 4.零件的冲裁工艺性分析 5.冲压工艺方案的确定 6.模具的结构形式 7.排样形式及裁板方法、材料利用率的计算 8.工序压力的计算、选用压力机及压力中心的确定 9.模具工作零件刃口尺寸的计算 10.模具零件的选用、设计及计算 11.其他需要说明的内容 12.参考文献 目录 一、设计任务书及产品图,,,,,,,,,,,,,1 二、序言,,,,,,,,,,,,,,,,,,,,7 三、零件的冲裁工艺性分析,,,,,,,,,,,,,,,,8 1.材料,,,,,,,,,,,,,,,,,,,,,,,,,,8 2.结构,,,,,,,,,,,,,,,,,,,,,,,,,,8 3.尺寸精度,,,,,,,,,,,,,,,,,,,,,,,,8 四、拟定制件的冲裁工艺方案,,,,,,,,,,,,,,,8
薄板小孔连续冲裁模设计 薄板小孔连续冲裁模设计
格式:pdf
大小:226KB
页数:3P
4.7
通过对充电电池挂浆层零件的冲压工艺进行分析,确定了合理的工艺方案。用一副连续冲裁模完成系列小孔的冲裁。模具结构简单,降低了模具成本。模具便于制造,维修方便。
变压器硅钢片级进冲裁模具研究与设计 变压器硅钢片级进冲裁模具研究与设计
格式:pdf
大小:167KB
页数:2P
4.7
根据给定的具体零件图的尺寸和公差要求,并结合北京森泰模具有限公司生产实际中的使用条件,设计了生产变压器硅钢片的级进冲裁模具。包括:冲压工艺设计、排样设计、级进模结构设计及主要工作部件设计等。
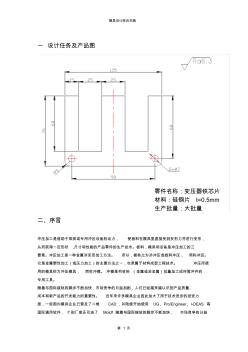
变压器铁芯片冲裁模设计 (2)
格式:pdf
大小:378KB
页数:15P
4.5
模具设计综合实践 第1页 一设计任务及产品图 二、序言 冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形, 从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三 要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。 它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。冲压所使 用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的 专用工具。 随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、 成本和新产品的开发能力的重要性。近年来许多模具企业因此加大了用于技术进步的投资力 度,一些国内模具企业已普及了二维cad,并陆续开始使用ug、pro/engineer、i-deas等 国际通用软件,个别厂
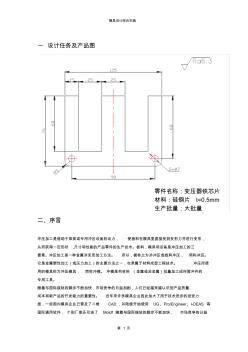
变压器铁芯片冲裁模设计
格式:pdf
大小:378KB
页数:15P
4.4
模具设计综合实践 第1页 一设计任务及产品图 二、序言 冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形, 从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三 要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。 它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。冲压所使 用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的 专用工具。 随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、 成本和新产品的开发能力的重要性。近年来许多模具企业因此加大了用于技术进步的投资力 度,一些国内模具企业已普及了二维cad,并陆续开始使用ug、pro/engineer、i-deas等 国际通用软件,个别厂
聚氨酯橡胶冲裁模设计 聚氨酯橡胶冲裁模设计
格式:pdf
大小:1.1MB
页数:3P
4.6
通过对调整垫片冲裁工艺进行了分析,介绍了模具结构及工作过程。同时,对模具主要工作部分零件的设计做了详细的介绍,为同类型零件的冲裁可提供借鉴作用。
发光二极管支架冲裁模 发光二极管支架冲裁模
格式:pdf
大小:238KB
页数:3P
4.4
发光二极管在电子仪器行业有着广泛的应用,它是一种良好的信号指示光源。随着仪器仪表和电子行业的不断发展,这种产品的应用前景将更为宽广。发光二极管支架是该产品的支柱性零件。阴阳两极间的间隙直接影响该产品的发光强度以及寿命和性能。所以支架的尺寸精度要求较高,且要确保阴阳极的相对位置。支架零件如习1所示。目前,该产品在我国处于初阶段生产,许多工厂由于冲制工艺和模具结构存在问题,因而成品率很低。我们进行了支架冲裁工艺和模具结构的研制,取得了较为理想的结果。
厚料垫圈冲裁模废料回跳问题分析与解决相关
文辑推荐
知识推荐
百科推荐


职位:暖通专业负责人
擅长专业:土建 安装 装饰 市政 园林


