

焊接返修通用工艺
格式:pdf
大小:21KB
页数:2P
人气 :72
 4.7
4.7
焊接返修通用工艺 1、适用范围 适用于因焊接原因引起的不合格品的返修。 2、焊接材料的选择 2.1手工电弧焊焊材的选择 母材 焊条 母材 Q235 20# 16Mn Q235 E4316 E4316 E4316 20# E4316 E4316 E4316 Q345 E4316 E4316 E5016 2、CO2气体保护焊一般选择 ER50-6。 3、内容 3.1焊缝表面缺陷 3.1.1 焊缝余高,焊脚超出规定的尺寸后,应用磨光机将其修磨到所 要求的尺寸,若焊缝未焊满或焊脚尺寸不足,应对其修补,修补到规 定尺寸,且补焊的焊缝与原焊缝圆滑过渡。 3.1.2对于焊瘤、飞溅、焊渣等杂物,必须清理干净。 3.1.3 焊后若出现弧坑、咬边等现象,应对其修补,并用磨光机将修 补的地方打磨光滑。 3.1.4 焊缝出现表面气孔和表面裂纹时,应用磨光机将其磨除并进行 局部修补,补焊时打底层必须熔合良好



焊接返修通用工艺守则
焊接返修通用工艺守则 1、主题内容和适用范围 本守则规定了焊接返修程序和质量控制的有关要求。 本守则适用于受压元件焊缝的返修,其它各类焊缝的返修可参照 执行。 2、引用标准、法规(下列标准法规如已被修订,则按最新版本执行) tsg21-2017固定式压力容器安全技术监察规程(简称 《大容规》)第4.2.4条 gb150.4-2011压力容器制造、检验和验收(第7.4条) nb/t47014-2011承压设备焊接工艺评定 nb/t47015-2011压力容器焊接规程(第3.7条、第4.7条) rhzy.0801-2017焊接通用工艺 3、返修一般要求 3.1焊接返修除遵守本守则规定外,还应符合rhzy.0801-2017《焊 接通用工艺》规定要求。 3.2焊接返修工作,必须由按tsgz6002-2010《特种设备焊接操作 人员
锅炉通用工艺守则焊接接头返修
南宁金鼎锅炉制造有限公司企业内部标准 锅炉通用工艺守则 焊接接头返修 文件编号:nnjd/qw-sz04 编制:商勇 审核:王勇 批准:陈和兴 南宁金鼎锅炉制造有限公司 年月日 南宁金鼎锅炉 制造有限公司 锅炉通用工艺守则 焊接接头返修 文件编号sz-04 共4页第1页 1主题内容与适用范围 本标准规定了公司锅炉受压元件焊接接头返修的技术要求和工艺管理。 本标准适用于公司锅炉受压元件制造过程中的焊接接头返修。对于锅炉安装及修理中的 焊接接头返修可参照使用。 2引用标准 gb/t5117碳钢焊条 gb/t12470低合金钢埋弧焊用焊剂 gb/t14957熔化焊用钢丝 gb/t5293碳素钢埋弧焊用焊丝 gb9448焊接与切割安全 3技术要求 3.1焊接材料 3.1.1返修用的焊条、焊丝、焊剂应符合gb/t5117、gb/t12470、g
编辑推荐下载

焊接通用工艺
格式:pdf
大小:721KB
页数:13P
4.8
焊接通用工艺 版次 rev.: 日期 date 说明 description 编制 preparedby 审查 checkedby 审核 approvedby 、 营销部份 .share 工艺部份 .share 品管部份 qadept.share 制造部份 maun.dept.share 加工车间份 mch.shopshare 焊接车间份 wld.shopshare 编号/no.:jy/tdws001 版次/rev.:0 页数/page:0 1总则 目的:是给所有的人提供可用来帮助设计和解释图纸的资源,确保焊接产品能最大限 度的满足客户需求,并且通过图纸传达有用的信息。 范围:若无特殊说明,本工艺适用于公司所有产品的焊接制造工艺。请相关部门严 格按照工艺要求进行作业。 维护:工艺部将

焊缝返修通用工艺规范
格式:pdf
大小:22KB
页数:5P
4.6
山东齐星铁塔科技股份有限公司2011年4月发布实施 焊缝返修工艺规范 文件编号:sqx-cg-8.2.4-12 版本号a 修订次0 分发号 持有人 受控状态 批准:编写:质量管理控制中心 1范围 本规范规定了焊缝的外表及内部质量在不符合标准要求时,对焊缝进 行局部或整体返修的焊接前准备、人员、工艺要求、工艺过程和检验。 本标准适用于一般碳钢和低合金高强度结构钢材质的焊缝返修。 2规范性引用文件 gb/t2694-2003《输变电线路铁塔制造技术条件》dl/t646-2006 《输变电钢管结构制造技术条件》 3焊接前准备 3.1焊缝返修条件 3.1.1无论是何种形式接头的焊缝,其外表质量不符合gb/t2694-2 003《输变电线路铁塔制造技术条件》dl/t646-2006《输
焊接返修通用工艺热门文档
焊接返修工艺规程
格式:pdf
大小:36KB
页数:3P
4.7
orit奥力通起重机 焊接返修工艺规程 批准: 审核: 编制: 发布日期: 奥力通起重机(北京)有限公司 主题焊缝返修工艺规程ptfx001v01 编制赵宙日期2012.10.12页号2/3 文件更改履历 修订状态修改条款修改人修改日期 a0首版发行;赵宙2012-10-12 1目的 建立通用的焊缝返修工艺规程,以指导焊接制作过程中的焊缝返修工作。 2范围 适用于本公司一般焊接产品的返修过程,对于复杂的产品焊缝返修过程,焊接责任人及其代理 人确认是否需要焊接技术员编制专门的返修工艺。 3内容 3.1焊缝检查 工件检查按照图纸及检验计划的要求和相应的检验标准及规程进行,根据焊缝缺欠评定标准 按照具体项目的要求,来对检查的焊缝进行评定,对于焊缝上判定为焊接缺陷的位置,需要 做上标识和记录,注意标识要距离焊缝一定距离,防止焊
焊接通用工艺守则
格式:pdf
大小:267KB
页数:44P
4.4
压力容器焊接通用工艺守则 一、钢制压力容器焊接通用规程,,,,,,,,,,,,,,,,,84 二、手工电弧焊工艺守则,,,,,,,,,,,,,,,,,,,,90 三、埋弧自动焊通用工艺守则,,,,,,,,,,,,,,,,,,93 四、气割通用工艺守则,,,,,,,,,,,,,,,,,,,,,98 五、手工碳弧气刨工艺守则,,,,,,,,,,,,,,,,,,102 六、产品焊接试板通用工艺守则,,,,,,,,,,,,,,,,106 七、热交换器管板焊接通用工艺守则,,,,,,,,,,,,,,110 八、焊接返修通用工艺守则,,,,,,,,,,,,,,,,,,113 九、焊缝外观质量检验通用守则,,,,,,,,,,,,,,,,115 十、手工钨极氩弧焊通用工艺守则,,,,,,,,,,,,,,,117 十一、空气等离子切割工艺守则,,
CO2气体保护焊焊接通用工艺
格式:pdf
大小:214KB
页数:15P
4.4
co2气体保护焊 通 用 焊 接 工 艺 目录 1、适用范围 2、被焊材料 3、焊接准备 4、作业条件 5、焊接工艺 6、交检 7、焊接缺陷与防止方法 8、常用气体保护焊钢材与焊丝的选用 9、质量记录 10、焊接及注意事项 11、二保焊机安全规程 12、焊接危险点危险源辩识、评价及控制对策表 一、适用范围 本标准适用于本厂生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气 体保护焊的基本要求,产品有工艺标准按工艺标准执行。 1、编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88。 二、被焊材料 1、焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2、层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 3、船形焊:t形、十字形和角接接头处于水平位置进行的焊接。 三、焊接准备 1、按图纸要求进行工艺评定。 2、材料准备:
146.焊缝返修通用工艺-改完
格式:pdf
大小:114KB
页数:4P
4.3
qehs体系技术文件编号:q/dftiiijs146-2014a 主题:作业指导书页码:1/4 焊缝返修通用工艺 1总则 本焊缝返修通用工艺适用于本公司所有的有缺陷焊缝的返修。该工艺还规定了 焊缝返修应遵循的程序,包括确定返修方案、清除焊接缺陷、补焊要求和检验等。 2引用标准 《钢结构焊接规范》gb50661-2011 《焊接材料质量管理规定》jb/3223-1996 《低合金高强度结构钢》gb/t1591-2008 《承压设备无损检测》gb/t4730-2005 《非合金钢及细晶粒钢焊条》gb/t5117-2012 《热强钢焊条》gb/t5118-2012 《低合金钢药芯焊丝》gb/t17493-2008 《钢结构工程施工质量验收规范》gb50205-2001 《焊接用二氧化碳》hg/t2537-1993 在标准未修改前规范所示条文均为有效。当标准修订
焊接返修通用工艺精华文档
铝合金焊接通用工艺规范(定版)
格式:pdf
大小:147KB
页数:8P
4.3
铝合金焊接工艺规范 技术部 编制 审核 批准 ××工业有限公司 2012.6.26 -1- 前言 本规范根据××工业有限公司,定制与实施设计规范、工艺规范、试验规范 的要求,按《企业标准编写的一般规定》,为明确铝合金焊接的工艺要求而制定。 本规范是公司在铝合金焊接中的经验总结,对于生产起指导作用。 本规范编制部门:技术部 本规范制定日期:2012-6-26。 -2- 一、目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本规范。 二、编制依据 1.gb/t985.3《铝及铝合金气体保护焊推荐坡口》 2.gb/t10858-2008《铝及铝合金焊丝》 3.gb/t24598-2009《铝及铝合金熔化焊焊工技能评定》 4.gbt3199-2007《铝及铝合金加工产品贮存及包装》 5.gbt22087-2008《铝及铝合金弧焊接头缺欠质
铝合金焊接通用工艺规范定版
格式:pdf
大小:51KB
页数:9P
4.3
铝合金焊接工艺规范 技术部 编制 审核 批准 ××工业有限公司 2012.6.2 6 前言 本规范根据××工业有限公司,定制与实施设计规范、工艺规范、试验规 范的要求,按《企业标准编写的一般规定》,为明确铝合金焊接的工艺要求而制 定。 本规范是公司在铝合金焊接中的经验总结,对于生产起指导作用。 本规范编制部门:技术部 本规范制定日期:2012-6-26。 一、目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本 规范。 二、编制依据 1.gb/t985.3《铝及铝合金气体保护焊推荐坡口》 2.gb/t10858-2008《铝及铝合金焊丝》 3.gb/t24598-2009《铝及铝合金熔化焊焊工技能评定》 4.gbt3199-2007《铝及铝合金加工产品贮存及包装》 5.gbt22087-2008《铝及铝合金弧焊接头缺欠质量》 6.

钢结构件焊接通用工艺
格式:pdf
大小:247KB
页数:27P
4.5
钢结构件焊接通用工艺 编制: 审定: 会签: 批准: 苏州大方特种车辆有限公司 2009.3.13 2 钢结构件焊接通用工艺 1.0引用标准 gb5117-85碳钢焊条。 gb985-88手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸。 gb986-88埋弧焊焊缝坡口的基本形式和尺寸。 2.0焊接工艺方法概述: 焊接在机械制造中是一种十分重要的加工工艺。 目前,我公司常用的焊接方法偏重于溶焊类中的电弧焊,如焊条电弧焊、埋 弧焊、co2气体保护电弧焊和药芯焊丝电弧焊,均属溶化极焊接。 2.1焊缝中的气孔、夹渣和裂纹 气孔与夹渣是焊绦中经常遇到的两种缺陷,它们都是在熔池金属结晶过程中 产生的。它们的存在不仅削弱焊缝的有效载面,而且也带来应力集中,显著降低 焊缝的强度和韧性,对动载强度和疲劳强度更为不利,有些情况下还会引起裂纹 或影响焊缝的气密性,必须引起重视的。
焊接H型钢制作通用工艺
格式:pdf
大小:1.2MB
页数:25P
4.6
山东宏跃网架钢结构有限公司hysc-03 焊 接 h 型 钢 制 作 通 用 工 艺 山东宏跃网架钢结构有限公司 山东宏跃网架钢结构有限公司hysc-03 第1页共25页 目录 第一章说明⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 第二章工程材料⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 第三章焊接h型钢加工制作工艺⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 1、焊接h型钢工艺制作流程⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 2、h钢下料⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 3、h钢组立⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 4、h型钢焊接⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯9 5、h型钢矫正⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯11 6、h型钢二次组装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯13 7、检验标

焊接返修通用工艺最新文档
焊接加工通用工艺守则
格式:pdf
大小:162KB
页数:26P
4.6
1 焊接加工通用工艺守则 手工电弧焊 1主要内容与适应范围 本标准规定了手工电弧焊接加工应共同遵守的基本规则,适应我公司的 金属手弧焊焊接加工。 手弧焊焊接加工还应遵守sqb2930—01—2006。 2引用标准 jb/t3228—1983《焊条质量管理规定》 sqb2930—01—2006焊接加工通用工艺守则总则 3焊接方法概述 3.1手弧焊接的定义:是利用焊条和焊件间产生的电弧,使焊条和焊件局部 加热到熔化状态进行焊接的一种手工操作的电弧焊方法。 3.2手弧焊的工艺特点 3.2.1手弧焊的工艺优点 a操作灵活,可达性好。 b设备简单,使用方便。 c应用范围广。选择合适的焊条可以焊接许多常用的金属。 d不需要辅助气体保护。焊条本身在生产中不仅能提供填充金属,而且能 产生保护熔池和使焊接处避免氧化的保护气体,并具有较强的抗风能力。 2 3.2.1
不锈钢管焊接通用工艺
格式:pdf
大小:316KB
页数:5P
4.3
船体焊接通用工艺--------不锈钢管焊接通用工艺 --1-- 不锈钢管焊接通用工艺 一、适用范围 1.本工艺适用于各类船用不锈钢管系的焊接。 2.本工艺不适用船用无缝钢管的焊接,该类管系的焊接参见《管系焊 接通用工艺》。 二、工艺内容 1.焊接方法及材料 1.1本船采用的焊接方法主要有钨极氩弧焊和co2气体保护焊。 1.2焊接材料有铈钨棒(φ2.4或φ3.2㎜),tgs308l不锈钢焊丝 (φ1.6、φ2.4㎜),tfw-308lco2不锈钢药芯焊丝(φ1.2㎜)。 2.焊前准备 1.1焊前需清杂质,焊接部位要清洁干净,不能有油漆、油、锈、 氧化皮或其它对焊接质量有害的附着物。为保证焊接质量,坡口两侧20~ 30㎜内用丙酮清洗,并涂上石灰粉防止飞溅损伤钢材表面。在加工管子及 搬运过程中应

焊接H型钢制造通用工艺
格式:pdf
大小:126KB
页数:11P
4.6
第1章总则 1、焊接h型钢制作应符合gb50300-2001《建筑工程施工质量验收统一 标准》、gb50205-2001《钢结构工程施工质量验收规范》、《钢结 构制作工艺规程》和施工图设计要求; 2、焊接h型钢制作应根据工艺要求并应实行工序检验批检验,当上道 工序合格后,方可进行下道工序施工。 3、焊接h型钢施工及验收应使用经计量检验合格的器具,并应按有关 规定操作; 4、产品(构件)质量合格率应达100%; 5、产品(构件)优良率达到92%。 第2章材料 1、焊接h型钢所采用的材料应具有质量证明书,且质量证明书应与实 物相符,并应符合设计要求;钢材的宽度和长度应符合有关技术人 员提出的数据. 2、所有连接材料(焊条、焊丝、和焊剂)及涂装材料,应具有出厂质 量证明书或检验报告,并应符合图纸设计要求和国家现行规范规 定。 第3章焊接h型钢制造工艺 第1节下料切割
压力容器焊缝返修及补焊通用工艺守则
格式:pdf
大小:21KB
页数:2P
4.4
xxx有限公司 技术标准 文件号: yj/qmt02.20—2006 压力容器焊缝返修及补焊通用工艺守则 版本号/修订状态:6/0 第1页共2页 1.适用范围 1.1本守则为通用工艺文件,仅适用于不锈钢制压力容器的筒体、封头、接管对接,法兰拼接 焊缝焊接缺陷的返修。 1.2本守则不足以保证特殊情况下缺陷返修的质量时,需另行制订专用的返修工艺文件。 2.返修程序 2.1焊缝返修由探伤室开出返修通知单,确定缺陷性质,部位。 2.2第一、二次返修需经焊接责任人批准,焊工按探伤人员在产品上所划出的缺陷部位进行返 修、焊接检验员监督返修程序的进行。 2.3第三次返修前由焊接责任人制订返修方案,得到技术负责人批准后方可进行,焊接责任人 负责现场监督。 3.焊工 3.1返修部位的焊接工作,必须由考试合格,具有焊接相应项目资格的焊工担任。 3.2第一、二次返修时,一般

工业管道碳钢焊接通用工艺
格式:pdf
大小:54KB
页数:6P
4.8
工业管道碳钢焊接通用工艺 1适用范围 1.1本通用工艺适用于本公司内工业管道工程的碳钢类管材的焊接施工。 1.2本通用工艺只适用于氩弧焊、手工电弧焊作业。 2引用(依据)文件 2.1《工业金属管道工程施工规范》gb50235-2010 2.2《现场设备、工业管道焊接工程施工及验收规范》gb50236-2010 2.3《特种设备焊接操作人员考核细则》tsgz6002-2010 2.4《石油化工剧毒、可燃介质管道工程及验收规范》sh3501-2010 2.5《石油化工钢制管道工程工艺标准》shj517-2007 2.6《化工金属管道工程施工及验收规范》hg20225-2007 2.7《电力化工工程高温管道焊接规程》(管道篇)dl/5031-2005 2.8《石油化工工程高温管道焊接规程》sh3523-2005 3施工准备 3.1材料要求 3.1.1焊
不锈钢管道焊接通用工艺
格式:pdf
大小:52KB
页数:5P
4.6
不锈钢管道焊接通用工艺 1.适用范围 本工艺本标准适用于工业管道、公用管道和发电厂奥氏体不锈钢管道焊接施工 2.施工准备 2.1材料要求 2.1.1施工现场具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收 严格按《压力管道安装质量保证手册》中有关规定执行,焊条的烘干工艺按生 产厂家说明书提供的参数进行,如无要求则按以下参数进行烘干: 序号焊条型号烘干温度℃烘干时间保温温度℃焊条牌号 1e0-19-10 nb-15 250180-100 a137 2e0-18-12m02 nb-16 a212 3e00-18-12-16a022 4e00-19-10-16a002 2.1.2焊丝使用前,应除去表面的油脂、锈等杂物。 2.1.3保温材料性能应符合预热及其处理要求。 2.2机具要求 2.2.1焊机为直流焊机,焊机性能安全可靠,双表指

通用焊接工艺规程
格式:pdf
大小:429KB
页数:13P
4.4
1 通用焊接工艺规程 2006-05-25发布2006-06-01日实施 2 1碳素钢、合金钢及不锈钢的焊接 1.1焊前准备 1.1.1焊缝的坡口形式和尺寸应符合设计文件的规定,当无规定时,符合本规范附录 a.0.1的规定. 1.1.2焊件的坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法, 在采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表 面层,并应将凹凸不平处打磨平整。 1.1.3焊件组焊前应将坡口及其两侧表面不小于30mm范围内的油、漆、垢、锈、 毛刺及镀锌层等清除干净,不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔渣等缺陷。 油污清理方法如下,首先用丙酮或四氯化碳等有机溶剂擦洗,然后用不锈钢丝刷清理至 露出金属光泽,使用的钢丝刷应定期进行脱脂处理。 1.1.4
通用焊接工艺设计卡
格式:pdf
大小:535KB
页数:16P
4.7
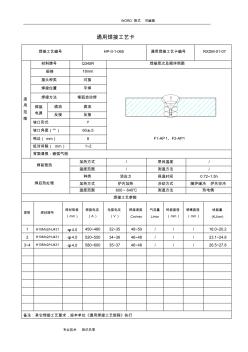
word格式可编辑 专业技术知识共享 通用焊接工艺卡 焊接工艺编号hp-ii-1-065通用焊接工艺卡编号rxdm-01-07 适 用 范 围 材料牌号q345r焊接层次及顺序简图 规格18mm 2 1 3 4 f1-ap1、f2-ap1 接头种类对接 焊接位置平焊 焊接方法埋弧自动焊 焊接 电源 直流直流 反接反接 坡口形式y 坡口角度(°)60±5 钝边(mm)8 组对间隙(mm)1~2 背面清根:碳弧气刨 焊前预热 加热方式/层间温度/ 温度范围/测温方法/ 焊后热处理 种类消应力保温时间0.72~1.5h 加热方式炉内加热冷却方式随炉缓冷炉外空冷 温度范围600~640℃测温方法热电偶 焊接工艺参数 焊层焊材牌号 焊材规格 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 cm/m
焊接返修通用工艺相关
文辑推荐
知识推荐
百科推荐


职位:大数据工程师
擅长专业:土建 安装 装饰 市政 园林


