

化工用厚壁铜管件焊接裂纹及质量控制研究
格式:pdf
大小:184KB
页数:3P
人气 :68
 4.7
4.7
在对厚壁铜管件(三通、弯头、异径管等)焊接缺陷及成因进行分析的基础上,通过焊接试验研究,摸索和总结出化工用厚壁铜管件的焊接工艺(手工钨极氩弧焊),制定相应的焊接工艺评定及专项技术措施,为现场优质化施焊铜管件及提高一次性返修合格率积累了经验,对类似材质结构的装置安装焊接亦有积极的指导作用。




管件焊接裂纹形成与工艺措施
重庆市化医职业技能鉴定所论文 第1页共8页 目录 摘要:⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 关键字:⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 目录⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 1、综述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 1.1裂纹产生的原因⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 1.2生产中实际会遇到的情况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 1.3防止裂纹产生的措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 2、关于裂纹产生的微观与外部条件影响分析⋯⋯⋯⋯⋯⋯⋯5 2.1裂纹产生的可能性分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 2.2由附加应力及残余应力引起的裂纹⋯⋯⋯⋯⋯⋯⋯⋯5 2.3由温度及金相结构引起的裂纹⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 2.4防止裂纹的措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 3、焊

对开管件焊接文章
有关深圳市天然气管线不停输焊接管件的探讨 摘要:论述管线不停输焊接中带压允许施焊压力、间断焊、管道介质对焊接影响等问题, 为深圳地区的不停输焊接施工提供参考。 关键词:不停输带压施焊 0序言 西气东输二线深圳天然气高压输配系 统工程于2009年9月全面拉开帷幕,截至 目前两年多的建设过程中,出现了几次已建 管线移位的情况,其中与我公司(上海煤气 第二管线工程有限公司)有关的如:1、因 深圳水官高速道路扩建,2010年6月竣工通 气的水官高速改线工程第六段管线于2011 年6月再次进行管线移位;2、2010年4月 完成敷设的11标西丽段管线因与南光高速 收费站红线冲突于2011年10月进行管线移 位;已竣工管线进行管线移位的原因比较复 杂,涉及规划、设计、权属等诸多问题,目 前深圳天然气高压输配系统已建设大半并 陆续通气,预计2012年
编辑推荐下载
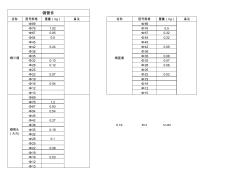
铜管及铜管件重量表-副本
格式:pdf
大小:54KB
页数:2P
4.6
名称型号规格重量(kg)备注名称型号规格重量(kg)备注 ф89ф89 ф761.02ф760.5 ф670.85ф670.32 ф540.5ф540.22 ф45ф45 ф420.24ф420.09 ф38ф38 ф35ф350.08 ф320.13ф320.07 ф280.12ф280.06 ф25ф25 ф220.07ф220.02 ф19ф19 ф160.04ф16 ф12ф12 ф10ф10 ф89 ф761.2 ф670.93 ф540.54 ф45 ф420.27 ф380.1965.512.445 ф350.19 ф32 ф280.1 ф25 ф220.06 ф19 ф160.03 ф12 ф10 铜直通 铜管件 铜三通 铜弯头 (大r) 名称型号规格比重(kg/m
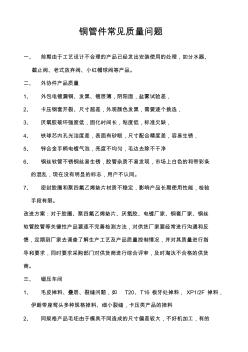
铜管件常见质量问题
格式:pdf
大小:8KB
页数:4P
4.7
铜管件常见质量问题 一、前期由于工艺设计不合理的产品已经发出安装使用的处理,如分水器、 截止阀、老式放弃阀、小红帽球阀等产品。 二、外协件产品质量 1、外包电镀漏铜、发黑、镀层薄,阴阳面,盐雾试验差, 2、卡压钢套开裂、尺寸超差,外观颜色发黑,需要逐个挑选, 3、厌氧胶破坏强度低,固化时间长,粘度低,标准欠缺, 4、铁球芯内孔光洁度差,表面有砂眼,尺寸配合精度差,容易生锈, 5、锌合金手柄电镀气泡,亮度不均匀,毛边去除不干净 6、钢丝软管不锈钢丝易生锈,胶管杂质不易发现,市场上白色的和带彩条 的混乱,现在没有明显的标志,用户不认同。 7、密封胶圈和聚四氟乙烯垫片材质不稳定,影响产品长期使用性能,检验 手段有限。 改进方案:对于胶圈、聚四氟乙烯垫片、厌氧胶、电镀厂家、钢套厂家、钢丝 软管胶管等关键性产品要逐不完善检测方法,对供货厂家要经常进行沟通和反 馈,定期到厂家去调查了
化工用厚壁铜管件焊接裂纹及质量控制热门文档
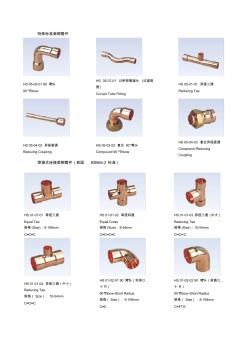
特殊标准紫铜管件
格式:pdf
大小:1.3MB
页数:8P
4.4
特殊标准紫铜管件 hs05-02-0190°弯头 90°elbow hs05-07-01过桥弯管接头(过渡弯 管) curvedtubefitting hs05-01-01异径三通 reducingtee hs05-04-02异径直通 reducingcoupling hs05-02-02复合90°弯头 compound90°elbow hs05-04-03复合异径直通 compoundreducing coupling 焊接式连接紫铜管件(英国bs864-2标准) hs01-01-01等径三通 equaltee 规格(size):8-108mm c×c×c hs01-01-02等径四通 equalcross 规格(size):8-54mm c×c×c×c hs01-01-03异径三通(中
卡压式铜管件产品说明
格式:pdf
大小:11KB
页数:1P
4.4
精品文档,值得拥有 1/1 卡压式铜管件产品说明: 卡压式铜管件、卡压式铜接头、卡压式铝塑管铜管件、卡压式铝塑管铜接头、卡 压式管件、卡压式铝塑管管件、卡压式接头、卡压式铝塑管接头 1、金时通铝塑管管件是一种把铝塑复合管与铝塑复合管,铝塑复合管与其他管 道或配(用)水器具进行互相连接的专用装置,有铜管件和铜镀镍管件。 2、金时通管件本体采用59-1的黄铜棒经锻压成型后再经过精细机加工而成, 外形美观,密封性好。 3、卡套采用高品质的304不锈钢。 4、铝塑管管件--卡压式(j2):又叫卡压式连接,也属于内封闭型。利用专用卡压 工具使j2管件的不锈钢套产生变形,从而达到密封效果。j2连接方式是铝 塑管最先进的一种连接方式,连接可靠性最高,耐冷热循环性能最好,它可实 现铝塑管材连接的零泄漏。 5、应用场合广泛,无论冷热水,燃气领域

特殊标准紫铜管件大全
格式:pdf
大小:1.2MB
页数:8P
4.7
特殊标准紫铜管件 hs05-02-0190°弯头 90°elbow hs05-07-01过桥弯管接头(过渡弯 管) curvedtubefitting hs05-01-01异径三通 reducingtee hs05-04-02异径直通 reducingcoupling hs05-02-02复合90°弯头 compound90°elbow hs05-04-03复合异径直通 compoundreducing coupling 焊接式连接紫铜管件(英国bs864-2标准) hs01-01-01等径三通 equaltee 规格(size):8-108mm c×c×c hs01-01-02等径四通 equalcross 规格(size):8-54mm c×c×c×c hs01-01-03异径三通(中
2最新最全管件焊接参数(1)
格式:pdf
大小:41KB
页数:1P
4.3
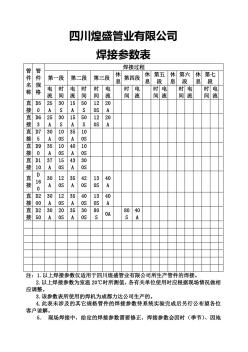
电流电压时间温度电流电压时间温度电流电压时间温度 法兰d5020a30s15a50s20a120s 法兰d6325a30s15a50s20a120s 法兰d7525a50s20a120a25a60s 法兰d9020a80s25a120s35a100s 法兰d1100.264ω0.864ω15a70s24a120s20a60s 法兰d14020a120s35a200s30a100s 法兰d1600.436ω0.55ω25a100s30a250s35a90s 法兰d2000.598ω0.70ω25a120s30a250s35a90s 法兰d2500.58ω35a150s40a300s45a110s 法兰d3150.71ω35a1
 CBR在管件焊接柔性夹具CAD系统中的应用
CBR在管件焊接柔性夹具CAD系统中的应用 CBR在管件焊接柔性夹具CAD系统中的应用
格式:pdf
大小:1.2MB
页数:6P
4.5
针对管件焊接柔性夹具cad系统中新实例需要重新求解导致的智能化程度不高的问题,在分析了基于实例推理(cbr)技术特点的基础上,采用cbr技术提高夹具设计系统的设计效率。在阐述了系统开发框架的基础上,介绍了将基于实例推理(cbr)技术应用在该夹具cad系统中的方法,并且详细地描述了cbr在该夹具系统中的表示方法及元件实例库的建立过程、实例的检索与存储和对实例评价与修改的方法。通过初步验证表明,该种思路有效可行。
化工用厚壁铜管件焊接裂纹及质量控制精华文档

04铜阀门铜管件价格表
格式:pdf
大小:432KB
页数:1P
4.7
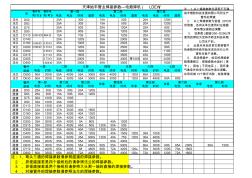
产品名称口径单价产品名称口径单价产品名称口径单价产品名称口径单价产品名称口径 1591510157157 2014201520112010 2518252025162516 3236324532303225 4048405540454042 铜闸阀5060铜截止阀5080铜球阀5055铜过滤器5075 1571516153.81510 2092020204.520 251325282525 322632503232 4038404040 铜止回阀5050锁闭球阀50热水嘴50双叉燃气阀50 151915101515 202220122020 252825182525 323
PE管件焊接质量检验方法
格式:pdf
大小:21KB
页数:5P
4.6
pe管件焊接质量检验方法 聚乙烯(pe)管道热熔连接、电熔连接焊口接头质量快速、 实用的检测方法和合格判定也是目前pe管道施工的一个瓶 颈。以热熔连接为例,目前的检测方法是以目测焊口焊环的 外观来检验其质量,虽然有些问题可以通过焊环的外观发现, 但有些内在的问题则无法从表面体现,比如“假焊”,“假焊”的 外观与合格外观相差无几,但长期强度无法保证,某燃气公 司曾发生因pe管熔口熔接形成“假焊”,其他管线施工时破坏 了燃气管道地基,燃气管道在不平衡外力作用下,被挤压开 裂造成重大泄漏事故。在电熔连接方面,仅靠最终电熔管件 上观察孔的顶出与否来判断焊接的质量是不完全也是不确 切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接 头的最终质量最主要还是靠操作过程中严格的控制。所以研 究出聚乙烯(pe)压力管道接头质量快速、实用检测方法,对 确保工程质量具有重要意义。 就pe
厚壁压力油罐人孔锻件焊接裂纹分析 厚壁压力油罐人孔锻件焊接裂纹分析
格式:pdf
大小:830KB
页数:4P
4.3
在厚壁压力油罐的人孔接管锻件与筒体的组合焊缝焊接修复时,对产生了焊接裂纹,且不断向人孔接管锻件扩展的现象进行了分析,采用电子显微镜观察,进行化学成分分析及力学性能试验,发现人孔接管锻件韧性差、晶粒粗大,采用正火加回火热处理工艺重新热处理人孔接管锻件,能重新使锻件性能满足标准要求,按焊接工艺要求施焊人孔接管锻件与筒体的组合焊缝,一次探伤合格。
化工用厚壁铜管件焊接裂纹及质量控制最新文档
焊接质量控制
格式:pdf
大小:45KB
页数:10P
4.8
焊接原材料因素 焊接生产所使用的原材料包括母材、焊接材料(焊条、焊丝、焊剂,保护气体)等,这些 材料的自身质量是保证焊接产品质量的基础和前提。为了保证焊接质量,原材料的质量检验 很重要。在生产的起始阶段,即投料之前就要把好材料关,才能稳定生产,稳定焊接产品的 质量。在焊接质量管理体系中,对焊接原材料的质量控制主要有以下措施: (1)加强焊接原材料的进厂验收和检验,必要时要对其理化指标和机械性能进行复验。 (2)建立严格的焊接原材料管理制度,防止储备时焊接原材料的污损。 (3)实行在生产中焊接原材料标记运行制度,以实现对焊接原材料质量的追踪控制。 (4)选择信誉比较高、产品质量比较好的焊接原材料供应厂和协作厂进行订货和加工,从根 本上防止焊接质量事故的发生。 总之,焊接原材料的把关应当以焊接规范和国家标准为依据,及时追踪控制其质量,而 不能只管进厂验收,忽视生产过程中的标记和检验。 相互

焊接质量控制 (2)
格式:pdf
大小:8KB
页数:3P
4.7
焊接施工质量的控制 焊接施工一般有五个基本因素构成:焊接作业者(焊接技术人员及焊工)、焊接 设备和工具、母材和焊材、焊接方法和工艺、焊接检查设备和方法。 焊接质量管理实质上是在具备完整的质量保证体系的基础上运用下列六个 基本观点,对焊接施工中的各个环节和因素所进行的有效控制: ①系统工程观点 ②全面质量保证观点 ③实现企业管理目标和质量方针的观点 ④对人、机、物、法(规)、环(境)实行全面质量控制观点 ⑤质量评价和以见证资料为依据的观点 ⑥质量信息反馈观点 在焊接施工中,做好下列工作是焊接质量控制和管理的基本方法和手段: ①焊工资格审查和技艺评定 ②焊接工艺评定试验 ③制定合理的焊接工艺规程和标准 ④保证焊接材料质量,建立严格的焊材领发制度 ⑤保证焊件装配质量 ⑥严格施焊工艺纪律 ⑦对焊接设备进行有效的管理 ⑧对焊缝返修工作进行严格控制 ⑨选用合理的热处理工艺和对
焊接质量控制要素
格式:pdf
大小:13KB
页数:4P
4.6
焊接质量体系的控制要素 质量体系的要素是指构成质量体系的基本单元,所谓质量保证以系的控制是指对焊 接结构生产过程基本单元的管理,可从管理控制的6个基本要素(人员、设备、材料、工艺 管理、生产过程、生产环境)对焊接质量的全过程进行控制和管理。 (1)人员 优秀的焊接人员及相关技术人才是高质量焊接结构制造的重要保证。生产厂家应拥有相当数 量的业务素质好、实践经验丰富、具有高级工程师以上技术职称的管理人员、焊接专业技术 人员和一批具有一定操作技能水平的焊接技术工人。焊接工程师是焊接工艺文件的制定者、 焊接生产的指导者和焊接工艺的管理者。焊接技术人员的技术水平直接影响到焊接工艺文件 的编制质量。企业还应定期对焊接及相关技术人员进行技术培训、更新,并选送技术人员到 大学攻读研究生学位。大型企业应建立自己的焊接培训中心,聘用优秀的焊接工程师和焊接 技师,根据产品焊接特点,对焊
焊接质量控制
格式:pdf
大小:178KB
页数:25P
4.5
第一章焊接质量控制 教学目标: 一、了解焊前和焊接过程中的常规质量控制项目及其要求; 二、熟悉并掌握各种焊接方法中的焊缝外观质量检验项目及相关标准; 三、了解致密性试验方法的种类和适用条件。 一、任务导入: 随着现代焊接技术的迅猛发展、焊接生产水平的不断提高和国际焊接制品贸 易的日益扩大,为了保证焊接产品的质量,有效地利用资源,保护用户的利益, 焊接产品的质量管理逐步走上了规范化、标准化的道路。1987年3月,国际标 准化组织(iso)正式发布了iso9000~9004关于质量管理和质量保证的标准系 列。1994年和2000年,国际标准化组织两次修订iso9000族标准,使之更为简 化、重点更加突出,更加科学、普适,并将质量保证体系提高到质量管理体系的 水平。我国相应于2000年发布了等效采用该国际标准系列的gb/t19000:2000 《质量管理体系》标
接管法兰与筒体焊接裂纹分析及控制 接管法兰与筒体焊接裂纹分析及控制
格式:pdf
大小:33KB
页数:1P
4.4
在反应产物分离罐的接管法兰与筒体的焊接过程中产生了裂纹。本文从力学方面对产生的裂纹进行了分析,并针对产生裂纹的因素制定了返修及预防措施,有效的解决了接管法兰与筒体焊接裂纹问题。

(最新经营)特殊标准紫铜管件大全
格式:pdf
大小:1.2MB
页数:8P
4.5
特殊标准紫铜管件 hs05-02-0190°弯头 90°elbow hs05-07-01过桥弯管接头(过渡弯 管) curvedtubefitting hs05-01-01异径三通 reducingtee hs05-04-02异径直通 reducingcoupling hs05-02-02复合90°弯头 compound90°elbow hs05-04-03复合异径直通 compoundreducing coupling 焊接式连接紫铜管件(英国bs864-2标准) hs01-01-01等径三通 equaltee 规格(size):8-108mm c×c×c hs01-01-02等径四通 equalcross 规格(size):8-54mm c×c×c×c hs01-01-03异径三通(中大) reducingtee
仪表板横梁管件焊接残余应力的预测 仪表板横梁管件焊接残余应力的预测
格式:pdf
大小:352KB
页数:5P
4.4
运用有限元方法,对汽车仪表板横梁薄板结构焊接时采用断续焊的温度场及残余应力场进行了热-弹塑性数值模拟。选取局部模型并对模型进行简化,采用焊缝热影响区网格细化技术,笔者较为精确地计算出了温度场及残余应力场的分布。基于在实际焊接过程中对温度场的测定,并以此为热源载荷导入模型进行热-结构耦合计算。研究了断续焊对温度场及残余应力场的影响因素。结果表明:断续焊对母材有循环加热作用,且后焊焊缝热影响区的残余应力比先焊焊缝热影响区的大,焊接残余应力最大值出现在焊缝收弧端根部与大管母材的交界处。
【CN210060054U】一种铜管管件焊接工装【专利】
格式:pdf
大小:411KB
页数:9P
4.7
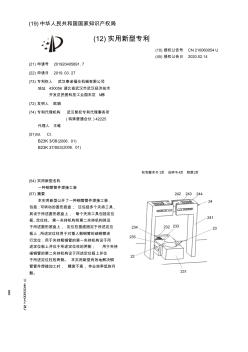
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号201920405891.7 (22)申请日2019.03.27 (73)专利权人武汉泰诺福伦机械有限公司 地址430056湖北省武汉市武汉经济技术 开发区民营科技工业园东区m栋 (72)发明人欧娟 (74)专利代理机构武汉智权专利代理事务所 (特殊普通合伙)42225 代理人王维 (51)int.cl. b23k3/08(2006.01) b23k37/053(2006.01) (54)实用新型名称 一种铜管管件焊接工装 (57)摘要 本实用新型公开了一种铜管管件焊接工装, 包括:可转动的圆形底盘;还包括多个夹持工具, 其设于所述圆形底盘上,每个夹持工具包括定位 板、定位柱、第一夹持机构和第二夹持机构其设
化工用厚壁铜管件焊接裂纹及质量控制相关
文辑推荐
知识推荐
百科推荐


职位:公用设备工程师
擅长专业:土建 安装 装饰 市政 园林


