

大厚度钨基合金正挤压棒坯的溶剂脱脂特性
格式:pdf
大小:1.0MB
页数:7P
人气 :51
 4.6
4.6
为了实现厚度达15 mm钨基合金正挤压棒坯的无缺陷脱脂,对大厚度正挤压棒坯的溶剂脱脂行为和机理以及大厚度棒坯溶剂脱脂过程的优化方法和效果进行研究。结果表明:大厚度棒坯的溶剂脱脂对温度非常敏感,极易产生脱脂缺陷;棒坯厚度增大,粘结剂脱除速率降低,产生缺陷的几率增大,d 12 mm和d 15 mm棒坯的适宜溶剂脱脂工艺为(30℃,12 h);d 15 mm棒坯在30℃下脱脂6 h,脱脂量不足30%,且随着脱脂时间的进一步延长,脱脂速率显著下降;大厚度棒坯的溶剂脱脂受扩散控制,棒坯越厚,扩散路径越长,棒坯脱脂速率越小;采用短周期多次浸溶剂方法来优化脱脂过程,实现了正挤压棒坯的无缺陷脱脂,且d 12 mm和d 15 mm棒坯的脱脂量分别可高达55%和45%以上。



 钨合金正挤压棒坯溶剂脱脂缺陷的形成与控制
钨合金正挤压棒坯溶剂脱脂缺陷的形成与控制 钨合金正挤压棒坯溶剂脱脂缺陷的形成与控制
粉末挤压成形技术是制备大长径比钨基高比重合金棒材最有效的方法之一,而脱脂过程直接影响着样件缺陷控制及合金力学性能的改善效果.探讨了φ12mm和φ15mm钨基合金正挤压棒坯溶剂脱脂缺陷的形成及其控制,采用可控恒温仪调控溶剂脱脂速率,利用数码相机和扫描电镜分别对棒坯表面形貌和微观结构进行观察.结果表明:钨基合金正挤压棒坯内存在较大的残余应力,是棒坯溶剂脱脂开裂的主要因素;经退火处理(退火温度为40℃),正挤压棒坯残余应力得以消除,避免了溶剂脱脂过程中棒坯开裂;经40℃退火和30℃、12h的溶剂脱脂工艺,可以得到组织均匀分布、无缺陷的脱脂棒坯,且φ12mm和φ15mm棒坯的脱脂量分别可达40%和30%.
钨纤维增强钨基合金挤压棒坯的脱脂工艺 钨纤维增强钨基合金挤压棒坯的脱脂工艺
在93w-ni-fe粉末中添加长2~3mm的短钨纤维,用粉末挤压成形方法制备纤维定向排布强韧化的钨合金棒坯。对蜡基粘结剂挤压喂料进行dsc-tg热分析,采用扫描电镜、光学电镜对热脱脂后的挤压棒坯微观结构和表面形貌进行测试与表征,对比研究含纤维与不含纤维挤压棒坯的热脱脂行为。结果表明:1)挤压棒坯在热脱脂过程中极易产生开裂等缺陷;2)经优化脱脂工艺,含纤维与不含钨纤维挤压棒坯表面和内部结构均得到明显改善;3)钨纤维的添加为93w-ni-fe棒坯脱脂提供优先脱脂通道,有利于粘结剂的脱除,并在脱脂过程中对坯体起强化作用。
编辑推荐下载

镍钨合金电沉积伏安特性和初期行为的研究
格式:pdf
大小:952KB
页数:4P
4.8
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
用于制造高尔夫球棒头的钨钼合金 用于制造高尔夫球棒头的钨钼合金
格式:pdf
大小:159KB
页数:1P
4.7
日本一家公司生产了一种适用于制作高尔夫球棒头的新型钨钼合金。这种合金含有40%的钨、35%的钼、一定量的镍和钴以及不
厚度钨基合金正挤压棒坯的溶剂脱脂特性热门文档
注射成形铜/钨复合材料溶剂脱脂行为研究 注射成形铜/钨复合材料溶剂脱脂行为研究
格式:pdf
大小:1.0MB
页数:5P
4.8
以注射成形铜/钨复合材料生坯为研究对象,采用二氯甲烷为溶剂,对成分为cuw5以及cuw15的两种成分的生坯,采用不同粉末装载量、不同形状的试样进行溶剂脱脂。重点考察了溶剂脱脂工艺参数对脱脂行为的影响,还就坯件本征特点对于溶剂脱脂行为的影响进行了分析探讨,最后计算了本实验条件下,用二氯甲烷脱脂的动力学参数,为后续实验条件的设定提供了理论依据。实验结果显示,脱脂温度与时间对于溶剂脱脂是综合外因;在研究脱脂行为时,考虑坯件本体特征的影响十分重要,坯件厚度对于溶剂脱脂影响很大,形状的复杂性几乎不影响脱脂率。粉末形态不够规则,生坯内部孔隙多,溶剂脱脂更易持续进行,达到更大的脱脂量。脱脂初期脱脂速率由扩散控制,呈线性变化,当脱脂时间达到10h以后,脱脂速率将转变为由溶解和扩散混合控制。
AZ31镁合金挤压棒退火组织和织构的演变 AZ31镁合金挤压棒退火组织和织构的演变
格式:pdf
大小:758KB
页数:5P
4.6
试验研究了退火温度对az31镁合金挤压棒组织和织构的影响。结果表明:铸态镁合金挤压后,初始强点织构向(80°,90°,0°)面聚集,主要织构组分强度提高。对热挤压后的az31镁合金进行退火,可以细化晶粒,使组织均匀,300℃退火时平均晶粒尺寸5μm为最小;随着退火温度的升高,形变织构(80°,90°,0°)逐渐减弱,再结晶织构(0°,90°,0°)和(90°,55°,0°)逐渐增强,300℃退火之后二者均被弱化,400℃退火之后取向分布漫散度增大。

银钨合金
格式:pdf
大小:509KB
页数:3P
4.4
银钨合金 银钨合金产品介绍,技术性能 银钨合金产品介绍,银钨合金物理性能指标,银钨合金一般应用,银钨 板,银钨合金棒 joy [选取日期] 2/3 钨铜合金,银钨合金产品介绍,技术性能 钨铜_钨铜合金wd100 银钨_银钨合金wd101 碳化钨铜wd102 银碳化钨wd103 银钨合金是钨、银元素为主组成的一种两相结构假合金,是金属基复合材料。由于金属银和钨物性 差异较大,因此不能采用熔铸法进行生产,现在一般采用粉末合金技术进行获得。工艺流程为配料 混合--压制成型--烧结溶渗--冷加工。钨银合金综合了金属钨和银的优点,其中钨熔点高(钨 熔点为3410℃),密度大(钨密度为19.34g/cm3);银导电导热性能优越,钨银合金(成分一般范围为 wcu7~wcu50)微观组织均匀、耐高温、
厚度钨基合金正挤压棒坯的溶剂脱脂特性精华文档
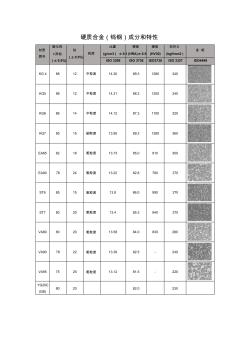
常见硬质合金(钨钢)成分和特性
格式:pdf
大小:168KB
页数:1P
4.6
硬质合金(钨钢)成分和特性 材质 牌号 碳化钨 +其他 (±0.5%) 钴 (±0.5%) 粒度 比重 (g/cm3)±0.1 硬度 (hra)±0.5 硬度 (hv30) 抗折力 (kgf/mm2) 金相 iso3369iso3738iso3738iso3327iso4499 kg48812中粒度14.3089.31280340 kg58812中粒度14.3188.31200340 kg68614中粒度14.1287.31100320 kg78515細粒度13.9589.31280360 ea658218粗粒度13.7385.0910300 ea907624粗粒度13.2282.8760270 st68515粗粒度13.886.0990270
关于低锑合金正极板钝化条件的研究 关于低锑合金正极板钝化条件的研究
格式:pdf
大小:243KB
页数:4P
4.6
对干荷式低锑合金正极板的干燥温度、时间和干燥过程的失水速度等因素进行实验后,发现极板干燥过程失水速度太小是引起极板热钝化的主要因素。另外,通过极板贮存测试发现,极板中残存h2so4可加速贮存钝化;极板干燥前,用一种弱碱性溶液(a液)处理可有效缓解极板热钝化和贮存钝化;并且通过蓄电池贮存测试验证了a液的作用。
大规格铌钨合金棒材锻造工艺研究 大规格铌钨合金棒材锻造工艺研究
格式:pdf
大小:286KB
页数:3P
4.3
研究了不同锻造工艺对新型铌合金nb-w-mo-zr棒材的组织和力学性能的影响。结果表明,对于小规格准63mmnb-w-mo-zr铌合金棒材,采用摔锻拔长即可满足要求;而对于大规格准77mmnb-w-mo-zr铌合金棒材,通过改变锻造方式,采用两次镦粗+拔长工艺可以使得准77mm的棒材达到与准63mm棒材摔锻拔长工艺相当的组织和室温力学性能。
水雾化不锈钢粉末注射成形坯的溶剂脱脂技术 水雾化不锈钢粉末注射成形坯的溶剂脱脂技术
格式:pdf
大小:932KB
页数:6P
4.6
采用多组元聚合物蜡基粘结剂体系,进行水雾化316l不锈钢粉注射成形,研究溶剂脱脂温度、粉末装载量、试样厚度、粉末粒度等工艺参数对溶剂脱脂率的影响。结果表明,脱脂温度越高、粉末装载量越低、试样厚度越薄、粉末粒度越小,则粘结剂脱除率越大。文中首先分析讨论了脱脂可能的速率控制步骤,再通过实验结果对速率控制步骤进行判定,认为脱脂由扩散控制;并在扩散控制模型的基础上分析这些工艺参数对脱脂率的影响规律。
DINEN755-2铝合金挤压棒、型、带机械性能
格式:pdf
大小:1.7MB
页数:53P
4.5
ics77.150.10替代 din1748-1:1983-02 主题词:铝,铝合金,棒材,铝管,性能与dinen754-2: 1997-08一起替代 该欧洲标准en755-2:1997具有德国标准的同等地位din1746-1:1987-01 din1747-1:1983-02 德文本前言 该欧洲标准en755-2:1997是由欧洲标准化委员会(cen)技术委员会tc132“铝 和铝合金”(秘书处在法国)所辖的工作小组5“挤压产品和拉制产品”(秘书处在 联合王国)制定的。 德国标准化委员会中主管该项工作的是德国标准化研究所(注册单位)德国工业 标准(din),所辖的有色金属专业标准化委员会(fnne)的fnne-aa2.5“铝挤 压产品”工作小组。 为了便于使用该标准,做好由din标准den标准的转换工作,特将欧洲标 准中的材料标记与
厚度钨基合金正挤压棒坯的溶剂脱脂特性最新文档
铝及铝合金挤压棒材国家标准 (2)
格式:pdf
大小:245KB
页数:22P
4.7
1 《铝及铝合金挤压棒材》国家标准 《送审稿》编制说明 一、工作简况 1立项目的 随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世 界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝 挤压材消费量约占世界总消费量的79%。初步预计2025年世界铝挤压材消费量约5500万吨(2016~ 2025年均增长率按3.5%考虑)。航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。在我 国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家 科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高 性能轻合金材料”被列入先进基础材料的优先主题。据第三方权威机构测算,中国工业铝挤压

铝及铝合金挤压棒材国家标准
格式:pdf
大小:246KB
页数:22P
4.5
完美word格式编辑 学习指导参考资料 《铝及铝合金挤压棒材》国家标准 《送审稿》编制说明 一、工作简况 1立项目的 随着全球经济增长及铝挤压材用途的不断扩展,世界铝挤压材消费量一直呈上升态势,2016年世 界铝挤压材消费量约4000万吨,其中中国2552万吨,美国211万吨,日本85万吨,这三个国家铝 挤压材消费量约占世界总消费量的79%。初步预计2025年世界铝挤压材消费量约5500万吨(2016~ 2025年均增长率按3.5%考虑)。航空航天、高铁、汽车等行业对大规格高强棒材需求量巨大。在我 国《国家中长期科学和技术发展规划纲要2016-2020年)》、《中国制造2025》、《“十三五”国家 科技创新规划》、《“十三五”材料领域科技创新专项规划》中,包括大规格高性能铝合金在内的“高 性能轻合金材料”被列入先进基础材料的优先
6系铝合金的挤压粗晶环 6系铝合金的挤压粗晶环
格式:pdf
大小:714KB
页数:4P
4.7
为了了解铝合金挤压时的表面行为及粗晶环的来源和机制,进行了小规模的反挤压试验。为了知道工件条件和化学成分对其影响,对制件做了金相和定向条像显微照片观察,发现降低再结晶抑制元素(如cr)含量,增大挤压比和挤压速度都会增大粗晶环的深度。基于挤压时显微组织的演变,提出了在制件外表生成粗晶环的机制。
金正空调、小灵通、高清北投年内上市
格式:pdf
大小:54KB
页数:1P
4.7
资讯,欠 ormaoni开 ◎家用电器 有关部门专家籀出: 三类空调今疆不能用 随着天气转热,在非典疫情影响下如何 使用空调成为许多市民关心的问题。昨天有 关部门专家指出,为防非典病毒传播,今夏 有三类空调不能用。这三类空凋分别是: 1.既不能全新风运行,又没有对回风或 送风采取消毒措施的全空气空调系统; 2.既不设新风,又不能开窗通风换气 的“水一空气空调系统”(即风机盘管空调 系统); 3.既不能开启外窗,又不设新、排风系 统的房间内的空凋器。 l :广东彩电对美出口增势迅猛 :海关最新统计数据显示,今年广东彩电出口势头良好。其中,对美国出口增 :势迅猛,1-4月出口美国32.2万台,价值2967.5万美元,比去年同期大幅增长5.6 :倍和10.9倍: !本月初,美国彩电行业对华彩电 :提出的反倾销起诉引起了各界关注。 :
基于ANSYS的铝合金圆棒挤压分析 基于ANSYS的铝合金圆棒挤压分析
格式:pdf
大小:391KB
页数:未知
4.6
运用ansys软件仿真模拟铝合金圆棒的挤压生产过程,分析了挤压过程中的最大径向应力、最大径向位移以及vonmises应力,分析结果对合理设计模具形状和选择模具材料具有非常重要的意义。
钨合金棒材无充变成形有限元分析 钨合金棒材无充变成形有限元分析
格式:pdf
大小:129KB
页数:未知
4.5
采用刚塑性有限元法分析钨合金棒材无模流变成形变形区速度场、应力场及变形力。收敛条件采用总能量泛函收敛准则、速度收敛准则、节点力不平衡量收敛准则的3个条件同时满足的收敛判定。给出钨合金棒材无模流变成形力能参数的数值解。变形力理论计算值与实验结果相吻合,相对误差小于10%。
机械合金化和添加微量Y_2O_3对制备细晶钨合金棒材组织的影响 机械合金化和添加微量Y_2O_3对制备细晶钨合金棒材组织的影响
格式:pdf
大小:1.5MB
页数:4P
4.4
采用机械合金化、添加微量y2o3和冷等静压、液相烧结工艺制备ф25mm的晶粒度为3~4μm的细晶93w-4.9ni-2.1fe(质量分数%,下同)合金棒材,研究粉末机械合金化、添加微量y2o3、烧结温度和保温时间对合金棒材烧结致密化和显微组织的影响。结果表明:在1480℃液相烧结时钨晶粒发生明显球化,在此温度下降低保温时间对控制钨晶粒长大有较大影响,保温时间为30min时,钨晶粒尺寸为5~8μm;保温时间为60min时,钨晶粒为8~10μm。添加微量稀土氧化物y2o3可以进一步有效地抑制晶粒的长大,降低合金的钨晶粒尺寸和提高组织均匀性,在1480℃烧结60min时,钨晶粒为3~4μm,而且晶粒尺寸分布更均匀。

2A14铝合金挤压棒材的热处理工艺
格式:pdf
大小:10KB
页数:1P
4.6
第24卷第10期中国有色金属学报2014年10月 volume24number10thechinesejournalofnonferrousmetalsoctober2014 文章编号:1004-0609(2014)10-2452-08 2a14铝合金挤压棒材的热处理工艺 孙进宝,王旭东,王胜强,张显峰,陆政,冯朝辉 (中航工业集团公司北京航空材料研究院,北京100095) 摘要:采用显微硬度测试、电导率测试、拉伸力学性能测试以及透射电镜观察,研究时效温度和时效时间对2a14 大规格铝合金棒材力学性能和电导率的影响规律。结果表明:在相同的时效时间下,合金电导率随时效温度升高 而逐渐升高;在相同的时效温度下,合金电导率随时效时间的延长而逐渐升高。固溶态2a14合金中存在与al6mn 晶体结构相近的al12(mncu)
厚度钨基合金正挤压棒坯的溶剂脱脂特性相关
文辑推荐
知识推荐
百科推荐


职位:油气储运专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


