

3宏程序分层加工大螺距梯形螺纹
格式:pdf
大小:14KB
页数:2P
人气 :50
 4.3
4.3
3 宏程序分层加工大螺距梯形螺纹 3.1 参数表 宏程序 [2,3]中使用的变量和含意如表 1 如示。 表 1 变量及其含意 序号 参数 内 容 说明 1 #101 螺纹加工直径 在加工过程中由大径向小径变化 2 #102 右边借刀量 随着切深的增加而增大 3 #103 左边借刀量 随着切深的增加而减小 4 #104 每层吃刀深度 在加工中可根据情况进行调整 3.2 程序 以 Fanuc 0i mateTC 系统为例,图 1所示梯形螺纹的加工程序如下: O0001; T0101 M03 S300 ;换梯形螺纹刀,主轴转速 300r/min G00 X38 Z5;快速走到起刀点 M08;开冷却 #101=36;螺纹公称直径 #102=0;右边借刀量初始值 #103=-1.876;左边借刀量初始值 (tg15*3.5*2 或 0.938*2) #104=0.2;每次吃刀深度,



 大螺距梯形内螺纹的加工
大螺距梯形内螺纹的加工 大螺距梯形内螺纹的加工
在数控车床上加工螺纹并不是非常困难的事情,对于每一个专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。

编辑推荐下载
 运用宏程序车削梯形螺纹及非标准螺纹的方法
运用宏程序车削梯形螺纹及非标准螺纹的方法 运用宏程序车削梯形螺纹及非标准螺纹的方法
格式:pdf
大小:91KB
页数:2P
4.6
着重介绍了如何运用宏程序、g32指令,通过左右借刀、分层切削的方法实现梯形螺纹及两类非标准螺纹的编程、加工、检测的方法。
宏程序分层加工大螺距梯形螺纹热门文档
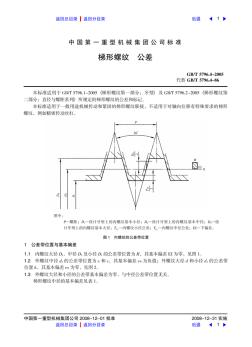
梯形螺纹计算公式
格式:pdf
大小:856KB
页数:6P
4.7
名称代号关系式数值 内外螺纹大径(公称直径)d、d40 螺距p41.5~56~1214~44 牙顶间隙ac10.250.51 基本牙型高度h1h1=0.5p2 h3=h1+ac3 h3=0.5p+ac3 h4=h1+ac3 h4=0.5p+ac3 z=0.25p1 z=h1/21 d2=d-2z38 d2=d-0.5p38 d2=d-2z38 d2=d-0.5p38 外螺纹小径d3d3=d-2h334 d1=d-2h136 d1=d-p36 内螺纹大径d4d4=d+2ac42 原始三角形高hh=1.866p7.464 外螺纹牙顶圆角r1r1max=0.5ac0.5 牙底圆角r2r2max=ac1 牙顶高z 梯形螺纹计算公式 h3外螺纹牙高 内螺纹牙高h4 外螺纹中径d2 内螺纹中径d2 内螺纹
内锥大螺距螺纹的改进车削加工 内锥大螺距螺纹的改进车削加工
格式:pdf
大小:318KB
页数:3P
4.6
图1所示零件为某型号天线绝缘底座中的焊接法兰底座,该零件的加工难点是内锥大螺距螺纹的车削加工,内锥螺纹螺距p=8mm、螺纹牙深达5.89mm、螺纹表面粗糙度值为ra=1.6μm。在试验件加工时,采用的加工方法是:首先将筒体、法兰
宏程序在数控车床加工阀杆梯形螺纹中的应用 宏程序在数控车床加工阀杆梯形螺纹中的应用
格式:pdf
大小:102KB
页数:2P
4.6
介绍了宏程序在阀杆梯形螺纹加工中节约编程调试时间,改善切削条件,提高加工精度等方面的广泛适用性和应用过程。给出了阀杆梯形螺纹运用宏程序在数控机床上的加工工艺。
宏程序分层加工大螺距梯形螺纹精华文档

加工大螺距螺纹是一件很复杂的事情
格式:pdf
大小:9KB
页数:1P
4.7
加工大螺距螺纹是一件很复杂的事情,上面的回答只能用于小一点的螺纹加工和一些粗加 工,在实际生产中是不能实现的。看待一个工件的加工应该全面的对待,在去年我单位也曾 遇到过类似的问题,有客户要加工的工件为300的螺距一套,也就是一外螺纹配一内螺纹要 求滑动灵活,粗糙度要好,头数是六个头。材料为40cr调质,布氏硬度300,排工艺时候起 初就考虑螺纹就应在车床上加工,但是情况就不是这样!刀具的选择,在大螺距的加工线速 度是自然而然就快了,要考虑材质能否承受冲击力,红硬性,耐磨性(因是调质料),用三 维图做出来效果看时觉得那几个槽以趋于直线了,也就是说螺旋升角很大,倘若采用普通的 办法是无法加工的。还有随着升角的增大刀具的安装也是个棘手的问题,径向前角改变很大, 能否加工出表面粗糙度合格的产品呢?如若在铣床上加工的话,螺旋升角太大是否会产生根 切,还有假设外螺纹
标准螺纹螺距
格式:pdf
大小:85KB
页数:15P
4.4
演讲稿工作总结调研报告讲话稿事迹材料心得体会策划方案 精心收集精心编辑精致阅读如需请下载! 标准螺纹螺距 螺纹、螺距、标准默认分类 公制标准牙的牙距: m1.6*0.35 m2*0.4 m2.5*0.45 m3*0.5 m4*0.4 m5*0.8 m6*1.0 m8*1.25 m10*1.5 m12*1.75 m14*2.0 m16*2.0 m18*2.5 m20*2.5 m22*2.5 m24*3.0 m27*3.0 演讲稿工作总结调研报告讲话稿事迹材料心得体会策划方案 精心收集精心编辑精致阅读如需请下载! m30*3.5 m33*3.5 m36*4.0 车螺纹简介 将工件表面车削成螺纹的方法称为车螺纹。螺纹按牙型分有三角螺纹、 梯形螺纹、方牙螺纹等(图1)。其中普通公制三角螺纹应用最广。 图1螺纹的种类
用35°外圆精车刀片加工梯形螺纹 用35°外圆精车刀片加工梯形螺纹
格式:pdf
大小:93KB
页数:1P
4.8
图1所示的35°硬质合金外圆精车刀片是一种常见车刀片,通常用在对工件外圆的精加工上。它还有没有别的用法?带着这个疑问,笔者曾在数控车床上尝试过用它来进行梯形螺纹的粗加工。
浅谈梯形螺纹的车削
格式:pdf
大小:9KB
页数:1P
4.3
浅谈梯形螺纹的车削 【摘要】梯形螺纹是应用十分广泛的螺纹,有米制和英制两种。英制螺纹 在我国采用较少,我国主要采用米制梯形螺纹。本文就梯形螺纹车刀的选用、车 刀的安装、工件的安装、车床的调整、车削方法的选用及螺纹的检测加以阐述如 何又快又好的车削梯形螺纹。 【关键词】车削;梯形螺纹;方法 车床上长丝杠和中、小滑板的丝杠都是梯形螺纹,他们的工作长度较长,传 动中精度要求高,同时梯形螺纹牙型两侧面表面粗糙度值较小,致使梯形螺纹车 削时,难度较大。在车削中如果采用较大的吃刀深度,较快的走刀速度,在一定 程度上可以提高梯形螺纹的车削速度,但对于初学者较难掌握。在实际操作中容 易造成扎刀,甚至刀头折断,从而使得初学着产生畏惧心理,使得初学者再次车 削时不敢进刀,甚至不敢再次车削。针对上述情况,在长期的教学中通过不断的 教学实践,总结了一套切实有效的车削梯形螺纹的方法
宏程序分层加工大螺距梯形螺纹最新文档

公制螺纹螺距
格式:pdf
大小:348KB
页数:14P
4.7
公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 m56*5.5;m64*6;m72*6;m80*6;m90
API偏梯形螺纹套管三角形上螺纹标记疑点分析 API偏梯形螺纹套管三角形上螺纹标记疑点分析
格式:pdf
大小:290KB
页数:4P
4.7
api偏梯形螺纹套管内外螺纹机紧联接时,采用控制接箍端面与管体上三角形上螺纹标记之间相对位置的方式进行上螺纹。长期以来,从事石油工程的技术人员对此的理解和做法不统一。文章通过对相关标准、资料的对比分析研究,找出了疑点所在,为今后统一认识提供了可靠的依据
螺距大全___普通螺纹直径与螺距系列
格式:pdf
大小:99KB
页数:3P
4.4
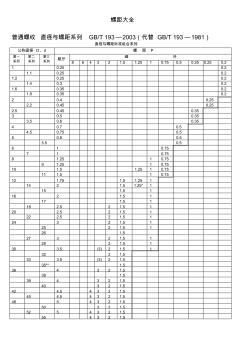
螺距大全 普通螺纹直径与螺距系列gb/t193—2003(代替gb/t193—1981) 直径与螺距标准组合系列 公称直径d、d螺距p 第一 系列 第二 系列 第三 系列 粗牙 细牙 864321.51.2510.750.50.350.250.2 10.250.2 1.10.250.2 1.20.250.2 1.40.30.2 1.60.350.2 1.80.350.2 20.40.25 2.20.450.25 2.50.450.35 30.50.35 3.50.60.35 40.70.5 4.50.750.5 50.80.5 5.50.5 610.75 710.75 81.2510.75 91.2510.75 101.51

公制螺纹螺距表
格式:pdf
大小:61KB
页数:3P
4.4
公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 细牙224 公称尺寸d螺距p全长l刃长i m4*0

普通螺纹直径与螺距
格式:pdf
大小:27KB
页数:1P
4.7
直径与螺距(gb193-81)、粗牙普通螺纹基本尺寸(gb196-81)mm 公称直 径d、d 粗牙细牙 公称直径 d、d 粗牙细牙 第 一 系 列 第 二 系 列 螺距 p 中径 d2、d2 小径d1、 d1 螺距p第一系列第二系列 螺距 p 中径 d2、d2 小径 d1、d1 螺距 p 30.52.6752.459 0.35 333.530.72729.211(3),2,1.5,(1),(0.75) 3.5(0.6)3.1102.85036 4 33.40231.670 3,2,1.5,(1) 40.73.5453.242 0.5 3936.40234.670 4.5(0.75)4.0133.68842 4.5 39.07737.129 (4),3,2,1.5,(1)50.84.4804.1344542.077
低速分层法车削梯形螺纹 低速分层法车削梯形螺纹
格式:pdf
大小:111KB
页数:未知
4.5
梯形螺纹的加工是学生实习中的一个难点课题,本文总结教学实践中的一点经验,结合教学实例,采用“分层法”合理递减切削深度加工梯形螺纹。
大螺距圆弧螺纹的拟合法加工 大螺距圆弧螺纹的拟合法加工
格式:pdf
大小:160KB
页数:未知
4.5
介绍了大螺距圆弧螺纹拟合加工原理,建立了拟合加工中圆弧刀具中心的数学模型,提出了大螺距圆弧螺纹拟合加工宏程序的编制方法,对大螺距圆弧螺纹的高效加工具有指导意义。
阀杆梯形螺纹检测工具的探讨 阀杆梯形螺纹检测工具的探讨
格式:pdf
大小:135KB
页数:未知
4.7
介绍了梯形螺纹单项检测、综合检测和比较检测的测量方法。叙述了适用于阀杆梯形螺纹的比较检测法的2种检测工具的使用方法和工作原理。对阀杆梯形螺纹在制造和检测时其中径制造公差的计算及其测量基准误差的影响作了比较和分析。
浅谈学生加工梯形螺纹时的方法 浅谈学生加工梯形螺纹时的方法
格式:pdf
大小:163KB
页数:2P
4.3
梯形螺纹是应用很广泛的传动螺纹,但它的要求较高,车削时比较困难。笔者介绍了学生车削梯形螺纹经常使用的车削方法,通过分析各种方法的难易程度,得出适合学生易于掌握使用的单向分层法车削方法。

公制螺纹螺距 (2)
格式:pdf
大小:350KB
页数:14P
4.5
公制螺紋螺距 粗牙223 公称尺寸d螺距p全长l刃长i m40.705313 m50.805816 m616619 m716619 m81.257222 m91.257222 m101.58024 m111.58525 m121.758929 m1429530 m16210232 m182.511237 m202.511237 m222.511838 m24313045 m27313545 m303.513848 m333.515151 m36416257 m39417060 m424.517060 m454.518767 m48518767 m52520070 细牙224 公称尺寸d螺距p全长l刃长i m4
宏程序分层加工大螺距梯形螺纹相关
文辑推荐
知识推荐
百科推荐


职位:大数据售前工程师
擅长专业:土建 安装 装饰 市政 园林


