

含不锈钢微丝复合纱的制备及拉伸性能研究
格式:pdf
大小:253KB
页数:2P
人气 :58
 4.7
4.7
采用不锈钢微丝与棉纱复合制得合股纱,通过力学性能分析,可知复合纱的断裂强力完全能适用于织造生产。综合各种因素考虑,0.040mm规格的复合纱较适用于生产应用。



 不锈钢微丝及筛网的生产与发展
不锈钢微丝及筛网的生产与发展 不锈钢微丝及筛网的生产与发展
阐述我国不锈钢微丝及筛网生产的现状及发展方向。对当前筛网生产的格局进行分析,重点介绍筛网之乡河北安平,国有老企业,上海、浙江等地的筛网企业等生产不锈钢微丝及筛网的具体情况及市场前景。指出不锈钢微丝生产应注意的几个问题,即选用严格符合工艺条件的原材料;拉拔设备应具有足够的刚性及较高的控制精度;采用天然钻石模具并加强模具的管理;保证每个模孔的滑润区和压力区具备良好的润滑;严格控制工艺标准;以及保证良好的热处理质量等
高质量网用不锈钢微丝生产 高质量网用不锈钢微丝生产
目前国产不锈钢微丝的产量、质量尚不能满足高档丝网生产要求。通过对德国nleoff公司和herborn/breitenbach公司进行技术追踪,设计出适合生产不锈钢微丝的nr系列湿式拉丝机,an系列热处理机组,建立起中等规模的不锈钢微丝生产基地
编辑推荐下载

不锈钢的拉伸
格式:pdf
大小:79KB
页数:3P
4.7
不锈钢薄板拉伸时出现的问题及对策 ak47发表于:2007-10-2614:34来源:中国机械信息网 引言不锈钢产品以其精美的外表、优良的抗腐蚀性、抗高温氧化性及高低温强度而颇得人 们的青睐,愈来愈广泛地用于装饰、轻工、民用五金、厨房设备及用具等行业。由于这类 产品外观质量要求较高,在产品的整个加工过程中,要保证高光亮度的产品表面不划伤和 擦伤难度确实很大,特别是由于不锈钢薄板拉深特性所带来的模具选材、热处理、加工及 工艺润滑等问题直接影响到产品质金、产量、成本及模具寿命。1不锈钢薄板拉深特点及 粘结瘤由于不锈钢的屈服点高,硬度高,冷作硬化效应显著,不锈钢薄板进行拉深时其特 点如下:1)因导热性比普通低碳钢差,导致所需变形力大;2)不锈钢薄板拉深时,塑 性变形剧烈硬化,薄板拉深时容易起皱,满要较大的压边力;3)板料在拉深凹模圆角处 的弯曲和反
不锈钢深拉伸工艺
格式:pdf
大小:85KB
页数:3P
4.5
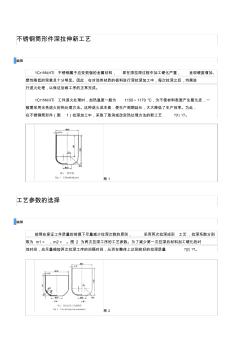
不锈钢筒形件深拉伸新工艺 编辑 1cr18ni9ti不锈钢属于应变很强的金属材料,即在深拉深过程中加工硬化严重,呈现硬度增加、 塑性降低的现象且十分明显。因此,在对该类材质的板料进行深拉深加工中,每次拉深之后,均需进 行退火处理,以保证后续工序的正常完成。 1cr18ni9ti工件退火处理时,加热温度一般为1150~1170℃,为不使材料表面产生氧化皮,一 般需采用光亮退火的热处理方法。这种退火成本高,使生产周期延长,大大降低了生产效率。为此, 在不锈钢筒形件(图1)拉深加工中,采取了取消或改变热处理方法的新工艺?[1]??。 图1 工艺参数的选择 编辑 按照在保证工件质量的前提下尽量减少拉深次数的原则,采用两次拉深成形工艺,拉深系数分别 取为m1=,m2=。图2为两次拉深工序的工艺参数。为了减少第一次拉深后材料加工硬化的时 效时间,应尽量缩短
含不锈钢微丝复合纱的制备及拉伸性能热门文档
 超细不锈钢微丝拉拔过程中显微组织及力学性能
超细不锈钢微丝拉拔过程中显微组织及力学性能 超细不锈钢微丝拉拔过程中显微组织及力学性能
格式:pdf
大小:1.2MB
页数:5P
4.7
在不锈钢微丝拉拔过程中,当直径小于20μm后很容易出现断丝,为此采用光学显微镜、sem、xrd和万能电子拉伸机等手段,对拉拔过程各阶段不同直径(φ18~φ180)μm的不锈钢微丝以及不同退火温度下力学性能、显微组织及结构变化进行了分析,结果表明:拉拔过程中微丝强化的原因主要是由于形变强化、晶粒细化、马氏体析出。不同直径的微丝在低于800℃退火时抗拉强度变化不大,在退火温度达到850℃时抗拉强度陡降,延伸率大大增加,但强度过低对拉丝不利。
激光冲击强化对不锈钢焊接接头拉伸性能的影响 激光冲击强化对不锈钢焊接接头拉伸性能的影响
格式:pdf
大小:951KB
页数:5P
4.3
利用激光冲击强化对12cr2ni4a不锈钢焊接接头进行处理,比较了激光冲击一次和二次前后焊接接头拉伸性能、显微硬度和表面残余应力.结果表明,12cr2ni4a焊接试件经过二次激光冲击强化后,显微硬度提高了50%,抗拉强度由818.5mpa提升至863.8mpa,并且断裂区域由焊接热影响区转移至基体处,焊接试件的拉伸性能显著提高.激光冲击强化消除的焊接残余拉应力是焊接接头拉伸性能提高的主要原因.
SLM工艺参数对316L不锈钢试件拉伸性能的影响
格式:pdf
大小:223KB
页数:1P
4.7
龙源期刊网http://www.***.*** slm工艺参数对316l不锈钢试件拉伸性能 的影响 作者:张争艳楚蓓蓓王磊高铁红 来源:《河北工业大学学报》2019年第06期
含不锈钢微丝复合纱的制备及拉伸性能精华文档
不锈钢管的拉伸外翻成形研究 不锈钢管的拉伸外翻成形研究
格式:pdf
大小:629KB
页数:3P
4.3
以dynaform5.6为平台,采用有限元数值模拟的方法对不锈钢管拉伸外翻成形过程进行了研究。研究表明,利用拉伸模可以实现不锈钢管的外翻成形,且通过改变拉伸凸模的圆角半径可获得不同间隙值的双层管;管端法兰宽度和压边力对不锈钢管的拉伸外翻成形力的影响很小,但不能忽视它们对外翻变形的影响;凸模的圆角半径对成形力的影响很大,凸模圆角半径取2mm时稳态成形力约为最小,当凸模圆角半径大于或小于2mm时,稳态成形力都会增大。

不锈钢拉伸模具
格式:pdf
大小:61KB
页数:2P
4.6
不锈钢拉伸 常用的不锈钢板材国内牌号为0cr18ni9.日本牌号是 sus304 这个材料的抗拉强度为520兆帕,屈服强度为205兆帕。因为材 料中含有较大的铬镍锰成分,使得不锈钢板材在拉伸成形过程中 加工硬化现象特别严重,这就是不锈钢板材拉伸最突出的特性。 在加工生产中如果拉伸系数给的较低时,零件拉伸完成时内部储 存了很大的内应力.在存放的几个小时后就会产生爆裂,切记在 选择拉伸系数时要考虑此因素。一般一次拉伸后采取的措施是 1150度光亮退火,目的是一.要消除材料内部的内应力。二.是造 就零件的再塑性。从以上所叙述的不锈钢特性,本文将从以下几 个方面加以分析,可以看出不锈钢材料的拉伸成形难度之大。 不锈钢拉伸模具制作,在冷冲模具材料的选择中,一般凸凹 模多选用cr12mov冷作模具钢,此模具材料制作的凸凹模在拉 伸过程中经常会出现刮花
不锈钢盒型件拉伸成型工艺
格式:pdf
大小:9KB
页数:1P
4.3
不锈钢盒型件拉伸成型工艺 摘要:xf310w不锈钢托盘材料为1cr18ni9ti,料厚0.5mm。长456mm, 宽387mm,深100mm。经计算:h/b=100/456=0.219r/b=50/456=0.110r/(b-h) =50/(456-100)=0.140根据以上结果该拉伸一般为二次拉伸,但该件接近于两 次拉伸与一次拉伸边缘,为节省模具费用,决定适当调整各参数一次拉伸成型。 该工件拉伸模为翻拉伸,带气垫及橡皮压边装置,拉伸时在盒底转角r处出现 破裂和四角出现起皱。针对以上缺陷进行工艺分析和改进,并得到彻底解决。 关键词:不锈钢;盒型件;拉伸;破裂;起皱 1.产品图纸及拉伸过程中出现的缺陷 1.1拉伸件(见图1) 1.2拉伸件缺陷示意图(见图2) 2.工艺分析 2.1盒底转角r处出现破裂原因分析 (1)展开坯料过大,使突缘四角变形程度增加,所需
不锈钢拉伸油
格式:pdf
大小:103KB
页数:1P
4.7
不锈钢拉伸油 【性能和用途】 不锈钢拉伸油是一款高强度拉伸成型油,由多种极压、润滑、防锈添加剂组成,粘度适 中,附着性好,极压性强,用于中高强度钢、不锈钢等冲压拉伸加工。 【适用工艺及材质】 高碳钢、不锈钢等材质的拉伸、冲压成型加工。 【优点】 润滑性:粘度适中,附着性好,抗极压强,适于高碳钢、不锈钢等高强度拉伸冲压成型 加工。 防腐蚀性:采用中性配方,对金属提供有效保护,不会腐蚀变色。 【主要技术参数】 项目技术指标参照标准 外观黄色透明目测 气味低气味- 密度,(20℃)0.82~0.87比重计 粘度(40℃,mm2/s)70~75gb/t265 闪点(coc)>180℃gb/t267 机械杂质合格gb/t511 【使用说明】 本品为纯油性加工液,不需加水,直接使用即可。 【包装及储存】 规格:18l/桶、200l/桶 本品应贮存在干燥
含不锈钢微丝复合纱的制备及拉伸性能最新文档
不锈钢尖角面板拉伸模设计 不锈钢尖角面板拉伸模设计
格式:pdf
大小:196KB
页数:3P
4.5
通过对消毒柜面板的工艺分析,设计了1副在单动液压机上工作的拉伸复合模,既满足了面板零件的工艺要求,又解决了尖角工件拉伸的难题,给纯平面板的拉伸提供了设计参考

不锈钢薄板拉伸时出现的问题及对策
格式:pdf
大小:90KB
页数:3P
4.4
不锈钢薄板拉伸时出现的问题及对策 来源:机械专家网发布时间:2007-10-07 摘要:针对不锈钢薄板拉深特性,提出了选择模具材料、模具制造、工艺润滑方面的注意点,以确保产品质 量和模具寿命。 关键词:不锈钢;拉深;粘结瘤 0引言 不锈钢产品以其精美的外表、优良的抗腐蚀性、抗高温氧化性及高低温强度而颇得人们的青睐,愈来愈广泛 地用于装饰、轻工、民用五金、厨房设备及用具等行业。由于这类产品外观质量要求较高,在产品的整个加 工过程中,要保证高光亮度的产品表面不划伤和擦伤难度确实很大,特别是由于不锈钢薄板拉深特性所带来 的模具选材、热处理、加工及工艺润滑等问题直接影响到产品质金、产量、成本及模具寿命。 1不锈钢薄板拉深特点及粘结瘤 由于不锈钢的屈服点高,硬度高,冷作硬化效应显著,不锈钢薄板进行拉深时其特点如下: 1)因导热性比普通低碳钢差,导致所需变形力大; 2
不锈钢复合板与16MnR钢冲击拉伸力学特性研究 不锈钢复合板与16MnR钢冲击拉伸力学特性研究
格式:pdf
大小:847KB
页数:4P
4.6
常温下以不锈钢复合板(16mnr钢板与0cr18ni9ti钢板爆轰复合)和16mnr钢为研究对象,利用分离式霍普金森杆技术,在旋转盘冲击拉伸试验机上完成冲击拉伸加载试验。研究应变率在270~1650s-1范围内,材料的冲击力学特性。测试结果表明,不锈钢复合板和16mnr钢具有应变率强化效应,通过电镜分析确定过载断裂区为韧窝结构,爆轰复合经热处理后材料的塑性基本无改变,两种材料仍为塑性材料。
不锈钢薄板拉伸存在问题及对策
格式:pdf
大小:33KB
页数:3P
4.4
不锈钢薄板拉伸存在问题及对策 字体大小:大-中-小judebxg发表于10-06-0308:23阅读(64)评论(0)分类: 不锈钢产品以其精美的外表、优良的抗腐蚀性、抗高温氧化性及高低温强度而颇得人们的青睐,愈来 愈广泛地用于装饰、轻工、民用五金、厨房设备及用具等行业。由于这类产品外观质量要求较高,在产品 的整个加工过程中,要保证高光亮度的产品表面不划伤和擦伤难度确实很大,特别是由于不锈钢薄板拉深 特性所带来的模具选材、热处理、加工及工艺润滑等问题直接影响到产品质金、产量、成本及模具寿命。 1不锈钢薄板拉深特点及粘结瘤 由于不锈钢的屈服点高,硬度高,冷作硬化效应显著,不锈钢薄板进行拉深时其特点如下: 1)因导热性比普通低碳钢差,导致所需变形力大; 2)不锈钢薄板拉深时,塑性变形剧烈硬化,薄板拉深时容易起皱,满要较大的压边力; 3)板料在拉
复合材料T型接头拉伸性能及参数优化研究 复合材料T型接头拉伸性能及参数优化研究
格式:pdf
大小:368KB
页数:未知
4.5
对复合材料t型接头在拉伸载荷作用下的力学性能进行研究。采用有限元分析软件patran建立t型接头数值模型,分析其在拉伸作用下的应力分布;对试件进行静拉伸试验。结果表明,填料区为复合材料t型接头最薄弱的部位,在受到拉伸时最先发生损伤,实验结果与数值模拟吻合。并对填料区进行了参数优化,优化结果表明:增大圆弧半径是有效的途径之一。

 几种不锈钢的拉伸应变硬化行为
几种不锈钢的拉伸应变硬化行为 几种不锈钢的拉伸应变硬化行为
格式:pdf
大小:752KB
页数:4P
4.3
采用金相、x射线衍射(xrd)、拉伸试验和洛氏硬度检测等实验方法,研究4种不锈钢(410s、430、409l和304)的室温拉伸应变硬化行为,探讨其拉伸应变行为的特征与规律.结果表明:304不锈钢的加工硬化能力远高于410s、430、409l不锈钢,而且304冷轧(固溶)态的n值(0.57)高于304热轧(空冷)态n值(0.48).晶粒大小和第二相粒子数量是铁素体不锈钢应变硬化的主要因素,3种铁素体不锈钢应变硬化能力大小为:n410s>n430>n409l.304钢的强化主要来自加工硬化和应变诱发马氏体的相变硬化的贡献,冷轧态304与热轧态相比,在拉伸过程中诱发的马氏体很少(10%),其拉伸强化效应(384mpa)主要来自加工硬化本身.
含不锈钢微丝复合纱的制备及拉伸性能相关
文辑推荐
知识推荐
百科推荐


职位:机械工程师
擅长专业:土建 安装 装饰 市政 园林


