

厚板钛合金窄间隙TIG焊接工艺研究毕业论文
格式:pdf
大小:6.5MB
页数:52P
人气 :94
 4.6
4.6
厚板钛合金窄间隙 TIG 焊接工艺研究 崔 庆 龙 院 (系): 材料科学与工程 专 业:焊接技术与工程 学 号: 1072910104 指导教师: 吕世雄 冯吉才 2011年 6月 毕业设计(论文) 题 目 厚板钛合金窄间隙 TIG 焊接工艺研究 专 业 焊接技术与工程 学 号 1072910104 学 生 崔 庆 龙 指 导 教 师 吕世雄 冯吉才 答 辩 日 期 2011年 6月 29日 哈尔滨工业大学毕业设计(论文)评语 姓名: 崔 庆 龙 学号: 1072910104 专业: 焊接技术与工程 毕业设计(论文)题目:厚板钛合金窄间隙 TIG 焊接工艺研究 工作起止日期: 2010 年 10 月 8 日起 2010 年 6 月 29 日止 指导教师对毕业设计(论文)进行情况,完成质量及评分意见: __________________________________________



 奥氏体不锈钢窄间隙管排焊接工艺
奥氏体不锈钢窄间隙管排焊接工艺 奥氏体不锈钢窄间隙管排焊接工艺
介绍了奥氏体不锈钢窄间隙管排焊接方法、工艺控制及焊接过程中的注意事项,通过对奥氏体不锈钢的焊接性、物理性能和力学性能的分析,改善了传统管排焊接工艺,严格地控制了管排变形,保证了焊接质量。
铝合金厚板对接自动焊焊接工艺优化 铝合金厚板对接自动焊焊接工艺优化
在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。
编辑推荐下载
T91/P91窄间隙热丝TIG焊接工艺对接头力学性能的影响 T91/P91窄间隙热丝TIG焊接工艺对接头力学性能的影响
格式:pdf
大小:437KB
页数:未知
4.7
通过对t91/p91窄间隙热丝tig焊试验,对比研究了焊接接头各区包括焊缝、热影响区、母材的显微组织,以及各项力学性能比如常温拉伸、高温拉伸、硬度及冲击性能,从而探究窄间隙热丝tig焊对t91/p91钢焊接性的影响。试验结果表明,焊接接头组织均匀,主要为回火马氏体;抗拉强度达到了母材水平甚至比母材更强;焊缝区域硬度分布比较均匀,硬度值高于热影响区和母材;焊缝的冲击韧性也与母材相当。研究结果表明,窄间隙热丝tig焊可以改进t91/p91焊接接头的焊接质量,焊接接头各项力学性能均满足使用需求,从而获得了较高质量的焊接接头。
铝镁合金薄板TIG焊接工艺分析与实施 铝镁合金薄板TIG焊接工艺分析与实施
格式:pdf
大小:198KB
页数:2P
4.7
铝镁合金可焊性较好,但很容易出现各种焊接缺陷,尤其是气孔、夹渣和根部未熔合等。本文深入分析铝镁合金材料的焊接特点,制定了合理的焊接工艺,详细介绍了本次焊接所采用的焊接方法、焊接电源、焊接工艺参数以及操作要点。经过着色探伤检验,焊接一次合格率达95%以上。
厚板钛合金窄间隙TIG焊接工艺热门文档
预热对紫铜厚板TIG焊接工艺性的影响 预热对紫铜厚板TIG焊接工艺性的影响
格式:pdf
大小:921KB
页数:4P
4.7
系统地研究了紫铜厚板tig焊时,预热对焊接接头微观形貌组织的影响、力学性能的改善及其带来的其它问题。分析发现,预热虽然可以减小焊接接头结晶裂纹的倾向,提高接头拉伸强度,但是高温预热却使得焊件表面氧化严重,焊接试板变形大,且母材、热影响区和焊缝晶粒严重长大。
铝合金异形管平板的焊接工艺 铝合金异形管平板的焊接工艺
格式:pdf
大小:341KB
页数:未知
4.3
通过介绍铝合金异形管平板的交流方波氩弧焊工艺,分析了在异形管平板的特殊焊接结构条件下影响焊接质量的诸种因素,经过多种试验并进行两种方案的对比模拟试验,提出了最佳的焊接工艺参数,试验结果用于正式产品的焊接,成功率达100%。
TC4钛合金薄板T型接头激光焊接工艺研究 TC4钛合金薄板T型接头激光焊接工艺研究
格式:pdf
大小:1.8MB
页数:6P
4.3
通过对tc4板材进行两种t型接头的激光焊接试验,分析了酸洗、焊接环境及焊后修复对钛合金激光焊接接头质量的影响,实验结果表明,钛合金激光焊具有较强的气孔倾向,酸洗及焊后重熔并未明显改善接头气孔的情况,但气孔数量对湿度的变化较为敏感。不同焊接试验的结果统计表明,虽然接头存在大量气孔,但只有位于上下两侧板材的贴合面处的这一小部分气孔才会造成受力面积的减小,因此接头整体仍具有较高的抗剪力。
船用钢厚板焊接工艺探讨 船用钢厚板焊接工艺探讨
格式:pdf
大小:92KB
页数:未知
4.4
随着现代船舶制造行业的发展,船用高强度钢厚板也被应用到船体结构之中。本文通过对船用高强度钢厚板焊接工艺进行探讨,归纳出在实际生产之中运用高强度钢厚板的焊接工艺方法。
浅析船用钢厚板焊接工艺 浅析船用钢厚板焊接工艺
格式:pdf
大小:95KB
页数:未知
4.6
随着科学技术的快速发展,船用钢厚板焊接工艺设计十分重要.其能够让整体的焊接质量得到相应的提升.本文主要针对船用钢厚板焊接工艺进行相应的分析,并提出了相应的优化措施.
厚板钛合金窄间隙TIG焊接工艺精华文档
50mm厚板焊接工艺
格式:pdf
大小:136KB
页数:5P
4.7
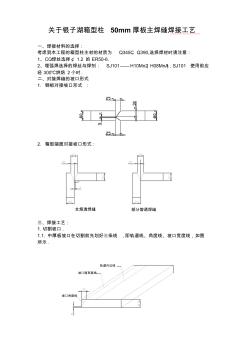
关于银子湖箱型柱50mm厚板主焊缝焊接工艺 一、焊接材料的选择: 考虑到本工程的箱型柱主材的材质为q345c、q390,选择焊材时请注意: 1、co2焊丝选择¢1.2的er50-6. 2、埋弧焊选择的焊丝与焊剂:sj101——h10mn2(h08mna),sj101使用前应 经300℃烘焙2小时. 二、对接焊缝的坡口形式 1.钢板对接坡口形式: 2.箱型端面对接坡口形式: 全熔透焊缝部分熔透焊缝 三、焊接工艺: 1.切割坡口. 1.1.中厚板坡口在切割前先划好三条线,即轨道线、角度线、坡口宽度线,如图 所示. 坡口面宽度线 坡口角度线 轨道内边线 1.2.一律采用半自动切割机进行打坡口,打坡口前,应检查半自动切割机行走轨 道的直线度≤2mm,对轨道直线度超标的应重新校直或重新制做. 1.3.对切割后的坡口进行打磨,打磨范
大型中厚板铝合金框架氩弧焊焊接工艺分析 大型中厚板铝合金框架氩弧焊焊接工艺分析
格式:pdf
大小:166KB
页数:3P
4.8
通过系列试验确定合理的焊缝坡口、焊接顺序以及工艺余量,最终减少大型中厚板铝合金框架的焊接变形,满足了设计图纸要求。
欧标钢结构超厚板焊接工艺
格式:pdf
大小:1011KB
页数:3P
4.7
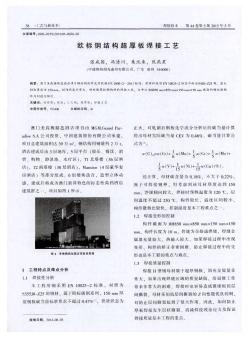
澳门美高梅路氹酒店项目钢结构制作采用欧标en1090-2—2011标准,原材料使用en10025-2标准中的s355j0-z25钢,最大钢板厚度为150mm,制作难度非常大。针对超厚板钢构件的焊接工艺,文中以bh850mm×850mm×150mm×150mm截面的钢结构构件为例进行探讨。
厚板1Cr5Mo焊接工艺分析 厚板1Cr5Mo焊接工艺分析
格式:pdf
大小:180KB
页数:4P
4.6
针对厚80mm的1cr5mo钢板的焊接,从脆硬倾向和再热裂纹两方面分析了母材的焊接性;从焊接方法、焊接材料、焊接坡口、焊前预热、焊后热处理的选择进行了焊接工艺探讨;并按照标准jb4708-2000进行了焊接工艺评定,拉伸、弯曲和冲击韧性试验均符合标准要求,从而确定了厚板1cr5mo的焊接工艺要点是:控制预热温度和层间温度,选择合理的焊接工艺参数,焊后立即进行中间热处理和最终整体热处理,从而保证了产品的焊接质量。
厚板钛合金窄间隙TIG焊接工艺最新文档
铝合金MIG自动焊焊接工艺 铝合金MIG自动焊焊接工艺
格式:pdf
大小:715KB
页数:4P
4.7
研究了铝合金车体单丝和双丝mig自动焊的焊接方法,通过焊接对比试验,分析焊接接头的组织和力学性能,总结出两种焊接方法的最佳工艺参数。试验结果表明,双丝mig自动焊接具有焊接速度快、热输入小、焊缝组织晶粒细小均匀、接头力学性能良好、生产效率高等优点,适用于铝合金车体批量焊接生产。
窄间隙焊接工艺在电站锅炉小口径管制造中的应用
格式:pdf
大小:113KB
页数:2P
4.5
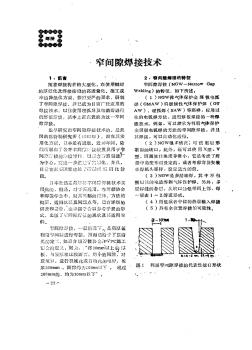
本文介绍了窄间隙焊接工艺在电站锅炉小口径管制造中的应用,阐述了窄间隙坡口的加工要求、窄间隙热丝tig焊的参数设定、窄间隙手工氩弧焊的操作要点及窄间隙坡口焊接接头在力学性能方面的优势等。

TP321钢管的窄间隙热丝TIG焊
格式:pdf
大小:10KB
页数:1P
4.4
第37卷第9期 2016年9月 焊接学报 transactionsofthechinaweldinginstitution vol.37no.9 september2016 收稿日期:2014-10-22 基金项目:国家自然科学基金资助项目(51265031) tp321钢管的窄间隙热丝tig焊 朱旻 1 ,罗晓军 1 ,尹燕 2 ,孙鹏 2 ,张瑞华 3 (1.中石油第二建设公司,兰州730060;2.兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室, 兰州730050;3.中国钢研科技集团有限公司,北京100081) 摘要:为了提高厚壁管道的焊接效率、改善管道服役过程中接头的耐蚀性能,采用窄间隙热丝tig焊方法,对 φ406mm×30mm的tp321钢管进行全位置自动焊接.研究了窄间隙坡口参数的匹配
钛合金板式换热器焊接工艺研究 钛合金板式换热器焊接工艺研究
格式:pdf
大小:253KB
页数:2P
4.6
换热器是工业传热过程中必不可少的设备。广泛应用于化工,酿酒,制冷等行业。而板式换热器尤其是焊接型板式换热器以其轻便,高效,成本低等优越性越来越受到人们青睐。同时,钛及钛合金有很好的耐腐蚀性能。又因其具有密度小,强度高等特性,使其成为理想的板片材料。但钛及钛合金的高温氧化性,吸气性又成为焊接中的难点,所以焊接中的气体保护成为重点。本文着重对钛及钛合金的钨极氩弧焊焊接工艺进行研究。所指定的工艺有效的防止了钛合金薄板焊接时易氧化,产生气孔,变形等问题。
 高速列车用6005A铝合金厚板的焊接工艺
高速列车用6005A铝合金厚板的焊接工艺 高速列车用6005A铝合金厚板的焊接工艺
格式:pdf
大小:954KB
页数:5P
4.8
采用半自动mig焊完成了厚度为12mm的6005a-t6铝合金板材的连接,通过正交试验研究了焊接工艺参数对焊接接头抗拉强度及焊缝表面质量的影响.结果表明,各工艺参数对焊接接头抗拉强度影响显著性从大到小依次为:焊接电流,焊接电压,焊接速度和预热温度.考虑焊缝表面质量因素,各工艺参数影响显著性从大到小依次为焊接速度、预热温度和焊接电流.本研究条件下最佳mig焊接6005a-t6板材的工艺参数为:预热温度200℃,焊接电流180a,焊接电压18.0v,焊接速度12mm/s.焊接后试样接头热影响区内晶粒平均尺寸小于5μm,且无过分长大现象.焊接后板材拉断时为韧性断裂.
铝镁合金的焊接工艺分析 铝镁合金的焊接工艺分析
格式:pdf
大小:123KB
页数:1P
4.7
通过焊接方法的不同选择以及对焊接工艺的数量掌握,并且做好母材和焊材两者的清理事项,还要能够有一些措施来预防和应对反变形,这几点是5052铝镁合金焊接成功的保证。
合金钢的焊接工艺
格式:pdf
大小:54KB
页数:5P
4.4
合金钢的焊接工艺 用于制造工程构件和机器零件的钢统称为结构钢 概述 1.合金结构钢分为高强度钢(gb/t13304—1991规定屈服点δs≥195mpa,抗拉强度δb≥ 390mpa的钢均为高强度钢)和专业用钢两大类。 2.高强度钢按钢材供货的热处理状态分为热扎及正火钢、低碳调质钢和中碳调质钢。 1)热扎及正火钢:这类钢的屈服点295≤δs≥490mpa,属于非热处理强化钢 主要包括gb/t1591—1994《低合金结构钢》中的q295—q460钢 特点:冶炼工艺比较简单,价格低廉,综合力学性能良好,具有良好的焊接性 2)低碳调质钢:这类钢屈服点441≤δs≥980mpa,属于热处理强化钢 特点:具有较高的强度、优良的塑性和韧性 生产工艺复杂、成本高、进行热加工时对工艺参数较严格。 3)中碳调质钢:含碳量高wc>0.3%,880≤δs≥980mpa,

铝合金焊接工艺规范(工作试样)
格式:pdf
大小:3.7MB
页数:32P
4.3
铝合金焊接工艺规范目录(工作试样) 序号wps№部位名称厚度组合mm试板材质组合接头形式焊接姿势 1sfw-a-701枕梁-牵引梁(下面)11+10a7n01s-t5+a7n01s-t5レ型对接平焊 2sfw-a-702枕梁-牵引梁(上面)15+11a7n01s-t5+a7n01s-t5レ型对接平焊 3sfw-a-703枕梁内部补强15+10a7n01s-t5+a7n01s-t5レ型角接平焊 4sfw-a-704lv座三角补强-边梁12+5a7n01p-t4+a6n01s-t5角接平焊 5sfw-a-705枕梁-边梁10+4a7n01s-t5+a6n01s-t5レ型角接平焊 6sfw-a-706lv座三角补强-枕梁12+12a7n01p-t4+a7n01s-t5レ型角接平焊 7sfw-a-

铝及铝合金的焊接工艺
格式:pdf
大小:11KB
页数:5P
4.3
铝及铝合金的焊接工艺 铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(al2o3)熔点高、非常稳 定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生 成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊 缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化 膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴 极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时, 可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用 大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝 的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导 到基体金属内部,
厚板钛合金窄间隙TIG焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:园林工程预算员
擅长专业:土建 安装 装饰 市政 园林


