

厚壁焊接三通角焊缝射线照相工艺
格式:pdf
大小:275KB
页数:3P
人气 :53
 4.4
4.4
采用4MeV直线加速器对厚壁(T≥50mm)焊接三通角焊缝的内部质量进行射线检验,如果照相工艺参数选择不当,不但严重影响焊缝缺陷的检出率,而且给底片评定和缺陷返修带来诸多不便,本文讨论了厚壁焊接三通角焊缝的射线照相工艺.1 焊接三通角焊缝的结构特点如图1所示,支管侧焊缝坡口,从腹部至肩部为0°~25°连续变化;而主管侧则依圆柱形态从与轴向正交断面变化到平行方向.焊接采取手工电弧焊,全焊透结构,在变位工装支持下挑立焊,外层以横焊盖面,属多层多道焊接.焊后镗掉内侧焊根或衬板.



 高压焊接三通角焊缝无损探伤
高压焊接三通角焊缝无损探伤 高压焊接三通角焊缝无损探伤
燃化部第十二化建公司从1964年以来,用x射线透照方法检查焊接三通角焊缝,对于保证焊接三通质量和帮助稳定焊接工艺起了重要作用,取得了一定的效果。为了保证x射线透照检查的质量,他们在透照方法和透照规范工作上作了以下改进:一、对用口径65毫米以上管子焊制的三通,手能塞进管子的,用单壁透照,每个三通前、后、左、右共照四片,用萤光增感。这种透照与一般x射线透照一样,质量可以得到保证。

钢熔化焊角焊缝射线照相方法和质量分级(DL-T541-94)
中华人民共和国电力行业标准 钢熔化焊角焊缝射线照相 方法和质量分级dl/t541—94 methodsofradiographictestingandclassificationof measuringresultsforfilletfusionweldedinsteel 中华人民共和国电力工业部1994-06-09批准1994-12-01实施 1主题内容与适用范围 本标准适用于电力机械、水电设备及水电建筑物钢结构中t形接头角焊缝和搭接接头 角焊缝的射线照相及质量评定。其它类似结构的角焊缝也可以参照采用。 本标准适用于透照厚度(指在一定透照角度下,中心射线束贯穿被检部位的厚度)为6~ 120mm的钢熔化焊t形接头角焊缝、搭接接头角焊缝的x射线和γ射线照相方法和焊缝的 质量分级。 2引用标准 gb3323钢熔化焊对接接头射
编辑推荐下载
钢管环向对接焊缝射线照相横向裂纹检测角的控制 钢管环向对接焊缝射线照相横向裂纹检测角的控制
格式:pdf
大小:124KB
页数:3P
4.4
试图通过对钢管环向对接焊缝横向裂纹产生的可能性和射线照相灵敏度的探讨,提出钢管环向对接焊缝射线探伤中严格控制横向裂纹检测角θ的重要性。
厚壁焊接三通角焊缝射线照相工艺热门文档
夹套容器焊缝射线照相管电压的选择 夹套容器焊缝射线照相管电压的选择
格式:pdf
大小:1.3MB
页数:2P
4.5
射线检测夹套容器焊缝时,由于工件表面至胶片的距离比相同情况下单壁透照大的多,为提高底片的清晰度和对比度,必须合理选择透照参数。文章通过理论分析和实验分析,阐述了夹套容器焊缝射线检测时,选择管电压,增大其射线照相对比度,提高了小缺陷检出率。

角焊缝的焊接既计算
格式:pdf
大小:4.0MB
页数:21P
4.6
第三章连接返回 §3-3角焊缝的构造和计算 3.3.1角焊缝的构造 一、角焊缝的形式和强度 角焊缝(filletwelds)是最常用的焊缝。角焊缝按其与作用力的关系可分为:焊缝长度方向与作用力垂直的正面角 焊缝;焊缝长度方向与作用力平行的侧面角焊缝以及斜焊缝。按其截面形式可分为直角角焊缝(图3.3.1)和斜角角焊 缝(图3.3.2)。 直角角焊缝通常做成表面微凸的等腰直角三角形截面(图3.3.1a)。在直接承受动力荷载的结构中,正面角焊缝的 截面常采用图3.3.1(b)所示的坦式,侧面角焊缝的截面则作成凹面式(图3.3.1c)。图中的hf为焊角尺寸。 两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝(图3.3.2)。斜角角焊缝常用于钢漏斗和钢管结构中。对于 夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝
焊接H型钢主角焊缝全熔透焊接新工艺研发
格式:pdf
大小:75KB
页数:3P
4.8
焊接h型钢主角焊缝全熔透焊接新工艺研发 【摘要】:目前,国内核电钢结构、重型钢结构厂房、吊车梁、民用建筑高 层钢结构等工程中越来越多设计h型钢主角焊缝要求全熔透,并要求二级ut 探伤合格。对于此类焊缝国内大多数钢结构厂家都采用反面气刨清根法的施工工 艺,工作效率很低,成本较高,施工环境差。我公司采用新型焊接工艺(腹板厚 度30mm以下),通过反复试验、不断改进,最终研制出主角焊缝采用腹板开单 边坡口,留钝边,不留间隙,不打底,不用气刨清根,直接埋弧焊接保证全熔透 的新焊接工艺。 【关键词】:全熔透单面焊不打底留钝边ut探伤焊接工艺参数 引言:至去年以来,我公司承揽了卡玛朗珈、阳江核电工程中大量的焊接h 型钢主角焊缝要求全熔透,焊接此类焊缝一度成为我公司生产的瓶颈,效率很低, 生产工期长;所以如何研发h型钢全熔透主角焊缝焊接新工艺成为我们的研究
主蒸汽滤网三通角焊缝现场修复焊接及热处理工艺研究与应用 主蒸汽滤网三通角焊缝现场修复焊接及热处理工艺研究与应用
格式:pdf
大小:136KB
页数:2P
4.4
滤网三通是电站主蒸汽系统中的关键设备之一,其体积大、结构不对称等造成了对其进行修复的难度较大。本文通过对电厂主蒸汽滤网三通角焊缝现场处理的研究和实践,初步探索对于电站这种异型结构现场进行焊接、热处理修复的方法和思路。实践证明,对于这种异型结构的热处理应充分考虑热处理造成的结构温度场分布不均匀,热处理应力大等问题,因此在进行工艺设计中应充分考虑热处理功率、升温速度等因素。

焊接三通尺寸
格式:pdf
大小:243KB
页数:5P
4.4
对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1518182525 3/4×1/220×1525182929 ×3/4×20252929 1×1/225×1532183838 ×3/4×20253838 ×1×25323838 11/2×1/232×1538184848 ×3/4×20254848 ×1×25324848 ×11/2×32384848 13/4×1/240×1545185757 ×3/4×20255757 ×1×25325757 ×11/2×32385757 ×13/4×40455757 2×3/450×205725644
厚壁焊接三通角焊缝射线照相工艺精华文档

焊接三通尺寸
格式:pdf
大小:211KB
页数:3P
4.4
. . 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857

焊接三通尺寸
格式:pdf
大小:566KB
页数:3P
4.8
对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.3185757

焊接三通尺寸 (2)
格式:pdf
大小:211KB
页数:3P
4.8
. . 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857

焊接三通尺寸知识讲解
格式:pdf
大小:211KB
页数:3P
4.7
精品文档 精品文档 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31
高压加氢焊接三通的设计计算 高压加氢焊接三通的设计计算
格式:pdf
大小:262KB
页数:2P
4.4
我厂从建厂到现在,高压管件均为方铁锻件。这种管件其联接体系为方铁、透镜垫圈、螺纹法兰、螺栓、螺母。为了克服方铁三通零部件多、易泄漏、浪费材料、加工周期长、投资大和安装复杂等缺点,1992年5月大修时,用焊接三通代替方铁三通,使用情况良好。现就焊接三通的结构设计和应力分析计算介绍如下。我们对φ267.4mm×28.6mm主管进行了
厚壁焊接三通角焊缝射线照相工艺最新文档
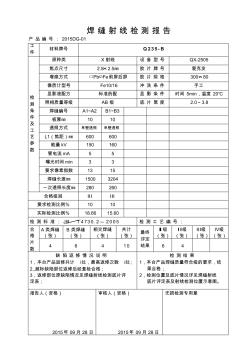
焊缝射线检测报告2015
格式:pdf
大小:107KB
页数:5P
4.5
焊缝射线检测报告 产品编号:2015dg-01 工 件 材料牌号q235-b 检 测 条 件 及 工 艺 参 数 原种类x射线设备型号qx-2505 焦点尺寸2.5×2.5㎜胶片牌号爱克发 增感方式□pb□√fe前屏后屏胶片规格300×80 像质计型号fe10/16冲洗条件手工 显影液配方标准药配显影条件时间5min,温度20℃ 照相质量等级ab级底片黑度2.0~3.8 焊缝编号a1~a2b1~b3 板厚㎜1010 透照方式单壁透照单壁透照 l1(焦距)㎜600600 能量kv150160 管电流ma55 曝光时间min33 要求像素指数1315 焊缝长度㎜15003204 一次透照长度㎜280260 合格级别

焊接h型钢角焊缝不清根全熔透焊接施工工法
格式:pdf
大小:75KB
页数:7P
4.5
1 焊接h型钢角焊缝不清根全熔透焊接施工工法 安徽阜阳建工集团有限公司沈松林电话:13955865570 1前言 焊接h型钢全熔透角焊缝一直是一般工厂的加工难点,因为其加工工艺复杂,焊接工作 量大,焊缝容易出现缺陷,焊接后工件本身易产生较大变形,不利于后续校正处理。 公司开展科技创新,在几个项目工程中,通过对焊接h型钢组合t型角接接头焊接工艺 的改进,提高了焊缝抗裂性能,解决了角接接头先焊面全熔透,背面不清根的工艺技术难题, 大大提高焊接工效,形成了一项焊接h型钢角焊缝不清根全熔透焊接的施工工法。 2工法特点 2.1有效提高先焊面打底焊缝的抗裂性。 2.2免除t型角接接头背面碳弧气刨清根工序,焊接一次成形。 2.3焊接施工简便、快速,大大降低生产成本,经济效益明显。 3适用范围 本工法适用于要求全熔透的焊接h型钢角焊缝的埋弧焊施
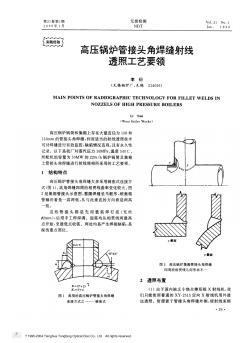
高压锅炉管接头角焊缝射线透照工艺要领
格式:pdf
大小:1.4MB
页数:4P
4.6
?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved. ?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved. ?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved. ?1995-2004tsinghuatongfangopticaldiscco.,ltd.allrightsreserved.
Q23510-10mm角焊缝手工焊焊接工艺评定
格式:pdf
大小:162KB
页数:8P
4.3
xxxx公司 焊接工艺评定 编号:pqr143-smaw-i1-t-10/10 编制:xxxx 审核:xxx 批准:xxx 目录 一、焊接工艺评定任务书(共1页) 二、焊接工艺指导书(共2页) 三、焊接工艺评定报告(共3页) 四、附件(共4页) 焊接工艺评定任务书 工程单位:xxxx公司 委托编号:hyls-t2焊接位置:平焊 委托日期:2007年12月7日接头型式:t 接头编号:hyls-t2机械化程度(手工、半自动、自动)手工 焊接方法:smaw保护气体:/ 要求完成日期:2007年12月13日执行标准:jb4708-2000、gb50128-2005 检验项目检验标准评定指标检验项目检验标准评定标准试样数量 外观检查jb4708-2
 焊接H型钢梁角焊缝的计算
焊接H型钢梁角焊缝的计算 焊接H型钢梁角焊缝的计算
格式:doc
大小:31KB
页数:3P
4.9
本文将详细介绍焊接h型钢梁角焊缝的计算方法,包括焊缝尺寸的确定、焊缝强度的计算、焊接材料的选择等内容。通过对比不同计算方法和材料的优劣,提供建设工程领域中焊接h型钢梁角焊缝设计的参考依据。
大型厚壁等径焊接三通应力测试与爆破试验研究 大型厚壁等径焊接三通应力测试与爆破试验研究
格式:pdf
大小:537KB
页数:5P
4.7
对一大型厚壁(φ356mm×55mm)等径焊接三通进行了应力测试及爆破试验,分析得到了三通不同部位在试验压力下的应力分布规律,确定了结构的薄弱部分。试验结果可为大型厚壁焊接三通的设计、制造及使用提供参考。

焊接三通尺寸(20200929094539)
格式:pdf
大小:221KB
页数:5P
4.4
. 精品 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857
HDPE焊接三通管件壁厚数值优化设计 HDPE焊接三通管件壁厚数值优化设计
格式:pdf
大小:732KB
页数:3P
4.8
输气焊接hdpe三通管道,由于焊接使材料性能下降,并产生应力集中,因此必须对管道连接处增加壁厚。基于对hdpe材料性能和焊接处hdpe材料拉伸强度的试验,对hdpe材料三通管道壁厚进行数值优化设计。有限元模型中采用理想弹塑性和ramberg-osgood两种材料本构模型,计算得到管道等应力线以及壁厚优化曲线,对管道设计具有实际意义。
厚壁焊接三通角焊缝射线照相工艺相关
文辑推荐
知识推荐
百科推荐

职位:中级电气工程师
擅长专业:土建 安装 装饰 市政 园林


