

厚壁12Cr1MoVG钢管的热处理工艺优化
格式:pdf
大小:503KB
页数:5P
人气 :61
 4.4
4.4
针对厚壁12Cr1MoVG钢管在生产中暴露出冲击韧性低的问题,进行了优化热处理工艺的研究和生产实践。指出改善其冲击韧性的关键是控制正火冷却速度,提出了"水冷+空冷"正火热处理工艺。实践证明:采用"水冷+空冷"热处理工艺后,厚壁12Cr1MoVG钢管均能获得理想的金相组织和优良的综合性能。



 12Cr1MoV小壁厚钢管国标热处理工艺的探讨与优化
12Cr1MoV小壁厚钢管国标热处理工艺的探讨与优化 12Cr1MoV小壁厚钢管国标热处理工艺的探讨与优化
本文对12cr1mov小壁厚(s≤15mm)钢管国标热处理工艺及产品质量进行了研究。结果表明:小壁厚钢管最佳的正火温度在950℃~970℃。依据此工艺进行热处理的钢管在优化材料物理性能的同时,还可以降低能耗,减少原材料的消耗。
12Cr1MoVG无缝钢管,12Cr1MoVG无缝钢管化学成分,12Cr1MoVG无缝钢管规格表-2
12cr1movg无缝钢管属于锅炉管是合金高压锅炉管,属于合金钢。是在优质碳素结构钢 的基础上,适当加入一种或数种合金元素,用来提高钢的力学性能、韧性和淬透性。此类钢 制造的无缝钢管被广泛用于液压支柱、高压气瓶、高压锅炉、化肥设备、石油裂化、汽车半 轴套、柴油机、液压管件等用管。 12cr1movg无缝钢管力学性能: 拉力强度mpa屈服点mpa伸长率(%)拉力强度mpa屈服点mpa伸长率(%) 12cr1movg470~640,255,21440,25519 (1)优质碳素结构钢钢号有20g、20mng、25mng。 (2)合金结构钢钢号15mog、20mog、12crmog、15crmog、12cr2mog、12cr1mov、12crmovg、 12cr3movsitib等。 (3)有锈耐热钢常用1cr18ni9、1cr18ni11nb锅炉
编辑推荐下载
 1Cr5Mo无缝钢管的热处理工艺研究
1Cr5Mo无缝钢管的热处理工艺研究 1Cr5Mo无缝钢管的热处理工艺研究
格式:pdf
大小:264KB
页数:4P
4.4
1cr5mo无缝钢管主要为石油炼化装置用管,gb9948—2006《石油裂化用无缝钢管》中对该钢种的热处理工艺要求为退火。通过系列热处理工艺研究发现:1cr5mo无缝钢管经正火工艺后,再进行780℃、保温不少于60min的回火,可以得到充分的回火索氏体组织,具有优良的综合性能,抗拉强度和硬度也能够满足标准要求。采用正火+回火的热处理工艺,1cr5mo无缝钢管完全可以达到标准要求的退火后的性能指标。
厚壁12Cr1MoVG钢管的热处理工艺热门文档
14Cr1MoR厚板拼焊封头热处理工艺研究 14Cr1MoR厚板拼焊封头热处理工艺研究
格式:pdf
大小:200KB
页数:3P
4.6
厚板14cr1mor封头通常采用热压成型,容易产生回火脆化,降低材料韧性。通过对模拟14cr1mor拼焊封头的试板进行正火(940℃,保温2h)后加速冷却处理、回火热处理[(710±20℃),保温时间3h]及焊后消应力热处理[(670±20℃),保温时间3.2h],从理论上计算出该热处理工艺回火参数[p]在最佳值范围内;通过力学性能试验结果显示,在该热处理工艺下得到的各项力学性能符合标准要求,强韧性配合良好,说明该热处理工艺合理,有效解决了14cr1mor热压成型过程中材料的回火脆化问题。
12cr1movg合金钢管常用规格
格式:pdf
大小:84KB
页数:4P
4.4
12cr1movg合金钢管常用规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*4 50*254*6.560*770*4.5 50*2.554*760*7.5
1Cr5Mo合金钢管热处理工艺研究 1Cr5Mo合金钢管热处理工艺研究
格式:pdf
大小:582KB
页数:3P
4.7
文章通过实验室实验,对1cr5mo合金钢管在不同热处理制度下性能进行了研究,选择最佳热处理制度应用于工厂规模化生产。从实验室研究结果可以得出1cr5mo合金钢管优化的热处理工艺为:退火温度880~920℃,保温2.0h,按上述优化工艺获得钢管各项性能均满足标准和用户的使用要求。
1Cr5Mo合金钢管热处理工艺 1Cr5Mo合金钢管热处理工艺
格式:pdf
大小:3.2MB
页数:4P
4.5
通过实验室实验,对1cr5mo合金钢管在不同热处理制度下的性能进行分析,得出退火温度、退火保温时间如何影响1cr5mo合金钢管各项力学性能,选择最佳热处理制度应用于工厂规模化生产。从实验结果可以得出1cr5mo合金钢管优化的热处理工艺为:退火温度880~920℃,保温2h。按上述优化工艺获得钢管的最佳力学性能为:抗拉强度极限615mpa、屈服强度505mpa、伸长率23%、冲击功280j、硬度≤180hb;组织晶粒度为10级,各项性能均满足标准和用户的使用要求。
厚壁12Cr1MoVG钢管的热处理工艺精华文档
12Cr1MoVG低合金耐热钢管焊接工艺 12Cr1MoVG低合金耐热钢管焊接工艺
格式:pdf
大小:100KB
页数:未知
4.7
在石化项目施工中,其锅炉工艺配管大量使用12cr1movg低合金耐热钢材料,以保证高温高压设备长期工作的可靠性和经济性以覆施工焊接质量。通过查阅相关资料,针对耷159×16mm低合金耐热钢管焊接性分析及焊接特点,进行了焊接工艺评定试验,制定了合理的焊接工艺。
12cr1movg合金钢管常用规格
格式:pdf
大小:85KB
页数:4P
4.5
12cr1movg合金钢管常用规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*4 50*254*6.560*770*4.5 50*2.554*760*7.5

12cr1movg合金钢管材质书
格式:pdf
大小:23KB
页数:1P
4.4
收货单位 产品批号规格长度钢号炉号重量kg碳c硅si锰mn铬cr钼mo铜cu镍ni 1554355*3012m12cr1movg528850.08-0.150.17-0.370.40-0.700.90-1.200.25-0.35≧638≧255≥21合格合格 合计 许可证号 总重量2885kg 承运:刘国峰制表:杜安星审核:张湘单位签章: 备注 1、表面质量、几何尺寸合格,涡流探伤代替水压试验。 2、质量证明书须妥善保管,遗失不补。 3、如有质量异议请在货到十五日内提出,将原物妥善保管,并及时通知对方。 产品标准gb/t5310-200
10号钢磁性热处理工艺研究 10号钢磁性热处理工艺研究
格式:pdf
大小:262KB
页数:4P
4.5
文章从理论上阐述了10号钢与电工纯铁的差别、10号钢磁性热处理机理、10号钢磁性能改善的方法、以及实际生产中10号钢磁性热处理工艺,同时简述了10号钢零件在通用继电器上的使用效果

厚壁12Cr1MoVG钢管的热处理工艺最新文档
 Cr8型钢机械刀片热处理工艺
Cr8型钢机械刀片热处理工艺 Cr8型钢机械刀片热处理工艺
格式:pdf
大小:1.6MB
页数:4P
4.3
基于cr8型钢制造机械刀片的热处理工艺,对退火、淬火、回火、冷处理的工艺参数进行探讨,指出同一种钢制作不同的刀片,热处理工艺应该个性化.
热处理工艺有哪些
格式:pdf
大小:43KB
页数:4P
4.4
热处理工艺有哪些 1.退火 操作方法:将钢件加热到ac3+30~50度或ac1+30~50度或ac1以下的温度(可 以查阅有关资料)后,一般随炉温缓慢冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊 接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。 2.正火 操作方法:将钢件加热到ac3或accm以上30~50度,保温后以稍大于退火的 冷却速度冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。对于性
热处理工艺规范
格式:pdf
大小:24KB
页数:1P
4.8
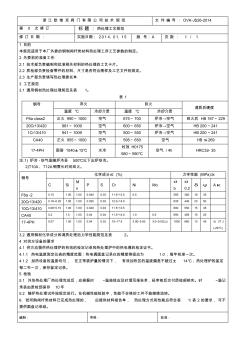
浙江欧维克阀门有限公司技术规范文件编号:ovk-js26-2014 第0次修订标题:热处理工艺规范 修订日期:实施日期:2014.01.15版号:a页数:1/1 1目的 本规范适用于本厂外委的钢制阀杆类材料热处理工序工艺参数的制定。 2外委前的准备工作 2.1技术部负责编制和批准相关材料的热处理的工艺卡片。 2.2质检部负责检查零件的材料、尺寸是否符合图样及工艺文件的规定。 2.3生产部负责填写热处理委托单 3工艺规范 3.1通用钢材热处理处理规范见表1。 表1 钢号淬火回火 调质后硬度 温度℃冷却介质温度℃冷却介质 f6aclass2正火990~1000空气675~700炉冷→空气回火后hb167~229 20cr13/420981
汽轮机隔板锻件2Cr11Mo1VNbN钢热处理工艺 汽轮机隔板锻件2Cr11Mo1VNbN钢热处理工艺
格式:pdf
大小:382KB
页数:4P
4.4
对超临界、超超临界汽轮机隔板锻件2cr11mo1vnbn钢工艺流程进行了介绍,详细阐述了毛坯制造过程中的热处理工艺参数的选择及质量控制要点。生产结果表明,采用1070℃奥氏体化、采用普通淬火油冷却,655℃+625℃两次回火,2cr11mo1vnbn钢能够获得良好的常温力学性能和高温短时持久性能。
 塑料异型材挤出模用2Cr13钢的热处理工艺
塑料异型材挤出模用2Cr13钢的热处理工艺 塑料异型材挤出模用2Cr13钢的热处理工艺
格式:pdf
大小:284KB
页数:2P
4.4
为提高塑料异型材挤出模具的质量,必须根据其具体使用条件进行热处理。锻后须进行等温退火以有效地抑制原材料缺陷对耐蚀性及热处理畸变的影响。调质处理时应适当提高淬火加热温度,采用空冷淬火,高温回火后也应采用空冷。

高强钢的热处理工艺学
格式:pdf
大小:20KB
页数:8P
4.8
高强钢的热处理工艺学 低合金超高强度钢具有相当高的强度(rm≥1500mpa)和一定的韧性,其合金 元素量低,热加工工艺简单,成本相对低廉,因此被广泛应用于航空、航天和常 规武器领域。此种钢在使用过程中往往要承受较大的冲击载荷,所以对强度和韧 性的要求很高。因此,最终热处理工艺宜为淬火+低温回火,得到回火马氏体组 织。以下内容主要介绍热处理工艺以及它对高强钢的组织和力学性能的影响。 1普通的热处理工艺 热处理是指通过对钢件加热、保温和冷却的操作方法,来改善其内部组织结 构,以获得所需要性能的一种加工工艺。这些过程互相衔接,不可间断。钢的热 处理大致有退火、正火、淬火和回火四种基本工艺。 1.1退火 退火是将钢加热到适当温度(ac1以上),保温一定时间,然后缓慢冷却(炉 冷),以获得接近平衡状态组织的热处理工艺叫做退火。退火的主要目的是为了 细化组织,提高性能,降低
奥氏体不锈钢的热处理工艺
格式:pdf
大小:7KB
页数:2P
4.3
奥氏体不锈钢的热处理工艺 依据化学成分、热处理目的的不同,奥氏体不锈钢常采用的热处理方式有固溶化处理、稳定 化退火处理、消除应力处理以及敏化处理等。 1固溶化处理 奥氏体不锈钢固溶化处理就是将钢加热到过剩相充分溶解到固溶体中的某一温度,保持 一定时间之后快速冷却的工艺方法。奥氏体不锈钢固溶化热处理的目的是要把在以前各加工 工序中产生或析出的合金碳化物,如(fecr)23c6等以及σ相重新溶解到奥氏体中,获取单一的 奥氏体组织(有的可能存在少量的δ铁素体),以保证材料有良好的机械性能和耐腐蚀性能,充 分地消除应力和冷作硬化现象。固溶化处理适合任何成分和牌号的奥氏体不锈钢。 2稳定化退火 稳定化退火是对含稳定化元素钛或铌的奥氏体不锈钢采用的热处理方法。采用这种方法 的目的是利用钛、铌与碳的强结合特性,稳定碳,使其尽量不与铬结合,最终达到稳定铬的目的, 提高
厚壁12Cr1MoVG钢管的热处理工艺相关
文辑推荐
知识推荐
百科推荐


职位:水利工程设计人员
擅长专业:土建 安装 装饰 市政 园林


