




焊接用钢盘条
宝山钢铁股份有限公司企业标准 q/bqb511-2003 焊接用钢盘条代替q/bqb511-1998 1范围 本标准规定了焊接用钢盘条的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包 装、标志和质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的用于制造手工电弧焊焊条芯和气体熔焊、埋弧 自动焊、电渣焊和气体保护焊焊丝的焊接用钢无扭控冷热轧盘条。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随 后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适 用于本标准。 gb/t222钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/t
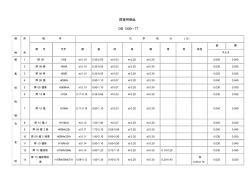
焊接用钢丝GB1300
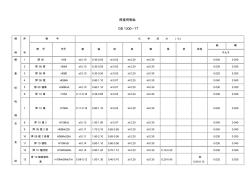
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1
编辑推荐下载
焊接用钢热门文档
GBT3429《焊接用钢盘条》编制说明
格式:pdf
大小:8KB
页数:3P
 4.4
4.4
yb/txxxx-xxxx 《刹车软管用碳素钢丝》行业标准 编制说明 1、工作概况 1.1任务来源 刹车线是汽车、摩托车的重要的部件,任何的机械损伤都可能造成安全事故,所以刹车 线的外部有刹车软管保护。刹车软管是碳素钢丝经过压扁后螺旋盘绕,以此为骨架,用橡胶 包覆而成。这就要求刹车软管用碳素钢丝不仅需要合适的强度、弹性、韧性,而且能够保证 其后加工过程所需的塑性变形能力。 刹车软管采用高性能碳素钢丝,运用钢丝螺旋预成型原理,精密设计制造而成。其关键 部件是碳素钢丝,而现行的gb/t4357—2009《冷拉碳素弹簧钢丝》标准无法满足刹车线管 的设计和制造要求,我国尚无刹车软管用碳素钢丝国家和行业标准。从市场经济的发展来看 产品逐步趋向专业化、个性化发展,制定本标准已是必然。制定《刹车软管用碳素钢丝》, 对统一协调、规范化地发展和提高刹车软管的质量水平,

《国家标准》GB1300-1977焊接用钢丝
格式:pdf
大小:110KB
页数:4P
4.6
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1
常用钢材的焊接
格式:pdf
大小:9KB
页数:3P
4.7
常用钢材的焊接 英文词条名: 一、钢材的焊接性 焊接性:采用一定焊接方法、焊接材料、工艺参数及结构形式的条件下,获得优质焊接接头 的难易程度,即其对焊接加工的适应性。 (一)焊接性一般包括两个方面: 工艺焊接性:主要指在给定的焊接工艺条件下,形成完好焊接接头的能力,特别是接头对产 生裂纹的敏感性,也称抗裂性; 使用焊接性:在给定的焊接工艺条件下,焊接接头在使用条件下安全运行的能力,包括焊接 接头的力学性能和其它特殊性能(如耐高温、耐腐蚀、抗疲劳等)。 焊接性是金属的工艺性能在焊接过程中的反映,了解及评价金属材料的焊接性,是焊接结 构设计、确定焊接方法、制定焊接工艺的重要依据。 (二)钢的焊接性评定方法: 钢是焊接结构中最常用的金属材料,因而评定钢的焊接性显得尤为重要。由于钢的裂纹 倾向与其化学成分有密切关系,因此,可以根据钢的化学成分评定其焊接性的好坏。 通常将影响最
 焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响
焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响 焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响
格式:pdf
大小:388KB
页数:5P
4.4
采用不同焊接工艺制备10crnisimncu钢焊接接头的腐蚀试样,通过室内挂片和电化学测试,探讨焊接工艺对焊接接头腐蚀性能的影响。分析结果认为,接头各区夹杂物、化学成分和微观组织的差别,是导致接头各区耐蚀性差异和不同种类接头耐蚀性差异的重要影响因素;熔合区由于成分、组织的不均匀,微观缺陷和焊接残余应力的存在等促使该区容易发生沟槽状腐蚀;焊接过程中输入的线能量较高,是造成埋弧焊接头的耐腐蚀性比其手工焊接头好的主要原因。
焊接用钢精华文档
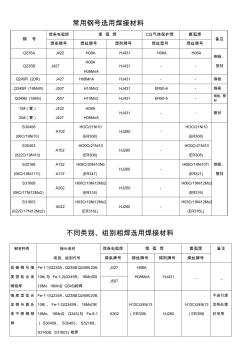
常用钢号选用焊接材料
格式:pdf
大小:42KB
页数:1P
4.5
常用钢号选用焊接材料 钢号 焊条电弧焊埋弧焊co2气体保护焊氩弧焊 备注 焊条牌号焊丝牌号焊剂牌号焊丝型号焊丝牌号 q235aj422h08ahj431h08ah08a 钢板、 型材q235bj427 h08a h08mna hj431-- q245r(20r)j427h08mnahj431--钢板 q345r(16mnr)j507h10mn2hj431er50-6-钢板 q345b(16mn)j507h10mn2hj431er50-6-钢板、管 材 10#(管) 20#(管) j422 j427 h08a h08mna hj431--管材 s30408 (06cr
船用钢板焊接变形及控制矫正
格式:pdf
大小:9KB
页数:6P
4.5
船用钢板焊接变形及控制矫正 摘要船体钢板在焊接过程中容易变形,且变形具有 复杂性,目前是国内外焊接领域的一项技术难题。焊接变形 问题严重影响焊接质量,只有对其进行合理科学的分析,找 到控制变形的方法,才能解决焊接变形的难题。本文主要讲 述了船体钢板焊接中常见的焊接变形、焊接变形产生的主要 原因及焊接变形控制的原则以及焊接变形矫正的办法,有效 解决钢板变形的问题。 关键词船用钢板;焊接变形;控制矫正 中图分类号u66文献标识码a文章编号1674-6708 (2011)56-0118-02 在船体建造过程中,焊接接头变形对其性能有着较大影 响,使得船体构件的强度、韧性下降,最终影响到船舶的建造 质量。由于船体结构的尺寸较大、形状较复杂,因而不易采 取单项措施进行处理。因此须对焊接变形产生原因及影响因 素进行分析,针对船体建造中各阶段的特点,采取不同的措 施进行处理,以达到
铝母线焊接采用钢垫板 铝母线焊接采用钢垫板
格式:pdf
大小:124KB
页数:1P
4.7
铝母线对口焊接用的垫板,对其焊缝的质量影响很大。过去,我们一直是采用石墨炭精板做垫板。这种垫板的使用效果还不够理想,它的主要缺点是:脆软;在电弧高温的影响下极易落渣、起砂,影响外观;焊缝的强度仅有6.5公斤/平方厘米;价格高,需经常
焊接气瓶用钢板HP345
格式:pdf
大小:22KB
页数:2P
4.3
焊接气瓶用钢板 执行标准:gb6653-2008 用途: 焊接气瓶用钢板和钢带厚度均匀、平整洁净,钢的碳含量低,通过细化晶粒,在获得较 高强度的同时,使钢保持良好的塑性,韧性和加工成型性能,为焊接气瓶的生产和安全使用 创造了必要的条件。其主要用于制造液化石油气瓶和乙炔气瓶。 尺寸规格:厚度为2.0~14.0mm的热轧钢板和钢带及厚度为1.5~4.0mm的冷轧钢板和 钢带。 牌号及化学成分 牌号 化学成分(质量分数),% csimnpsals ≤≥ hp2350.160.100.800.0250.0150.015 hp2650.180.100.800.0250.0150.015 hp2950.180.101.000.0250.0150.015 hp3250.200.351.500.0250.0150.
焊接用钢最新文档

常用钢选用的焊接材料
格式:pdf
大小:379KB
页数:22P
4.8
表1常用钢号推荐选用的焊接材料 1 常 用 钢 号 推 荐 选 用 的 焊 接 材 料 钢号 焊条电弧焊 埋弧焊电渣焊 co2气保 焊 氩弧焊 焊条 焊丝钢号 (标准号) 焊剂 焊丝钢号 (标准号) 焊剂 焊丝钢号 (标准 号) 焊丝钢号 (标准 号) 型号 (标准 号) 牌号示 例 型号 (标准号) 牌号示 例 型号 (标准号) 牌号示 例 q235—a·f q235—a 10(管) 20(管) e4303 (gb/t511 7) j422 h08a h08mna (gb/t14957 ) hj401—h08a (gb/t5293) hj431——— h08mnsi (gb/t149 58) — q235—b q235—c 20g,20g 20r, 20(锻) e4316 (gb/t511 7) j426 h08a h08e h08mna (g

低温储罐用钢焊接工艺研究
格式:pdf
大小:1.9MB
页数:43P
4.4
东北石油大学本科生毕业设计(论文) 摘要 液化石油气(lpg)具有燃烧值高,对大气无污染等特点,被誉为洁净的绿色 能源,它还是优质的化工原料,因此,lpg越来越得到广泛地应用。但是lpg的缺 点是易燃、易爆、相态易变等,一般采用低温液化储存。随着液化石油气行业的 发展,lpg低温储罐的建设,逐渐引起人们的广泛关注。本文主要研究了低温储 罐用钢的焊接性能,分析了低温储罐用钢的服役环境。通过多方比较,选择 09mnnidr钢作为低温储罐用钢的焊接材料。通过对焊接接头的组织和性能进行 实验研究,确定焊接工艺要点,包括选择焊接方法,选择焊接材料,进行焊接工 艺评定分析,对低温用钢焊接接头进行试验,对其金相组织进行分析,对其硬度 进行测定,研究低温用钢的金属焊接性,正确选择预热温度和焊后热处理等,制 定出合理的09mnnidr钢的焊接工艺。 关键词:低温储罐;09mnnidr;
BYL077-2014焊接用钢EH14、SWRY11-B热轧盘条临时供货条件
格式:pdf
大小:34KB
页数:4P
4.7
本溪北营钢铁(集团)股份有限公司 新产品供货临时技术条件 byl077-2014代替byl077-2011 焊接用eh14和swry11-b热轧盘条 2014-01-16发布2014-01-16实施 本溪北营钢铁((集团)股份有限公司发布 bxsteel byl077-2014 1 前言 本溪北营钢铁(集团)股份有限公司(下简称北营公司)为满足不同用户对钢 材、钢坯产品的不同需求,根据本企业产品的技术特点和用户的质量要求,对所 有的非标产品在制订企业标准的前期,均执行《本溪北营钢铁(集团)股份有限公 司新产品供货临时技术条件》(以下简称临时技术条件),它是用户在订货前对所 规定的技术条件已认可的前提下,作为本企业对出厂产品性能的保证依据。 本临时技术条件由本溪北营钢铁(集团)股份有限公司提出。 本临时技术条件由本溪钢铁集团有限公司棒线材开
宝钢桥梁用钢及其焊接技术 宝钢桥梁用钢及其焊接技术
格式:pdf
大小:225KB
页数:6P
4.7
介绍中国桥梁用钢的发展及其变化,总结宝钢桥梁用钢及其配套焊接材料、焊接技术的开发现状,并介绍宝钢基于焊接技术开发新型桥梁用钢的理念。
ER55-Ti焊接用钢的生产试制 ER55-Ti焊接用钢的生产试制
格式:pdf
大小:122KB
页数:未知
4.6
利用现有工艺装备,转炉高拉碳补吹氩气,出钢c≤0.04%,p≤0.010%;lf精炼减少钢中气体和夹杂;连铸全程保护浇铸,并采用结晶器和末端电磁搅拌技术,降低钢中夹杂物,提高连铸坯质量;优化孔型设计,控制轧制温度、吐丝温度、冷却速度等控制产品的组织性能及尺寸精度.承钢研发的er55-ti焊接用钢热轧盘条,产品成分达到内控要求,组织正常,性能稳定,表面质量较好,完全满足用户拉拔、焊接要求.
国产CT80级连续油管用钢带对接焊焊接方法探讨 国产CT80级连续油管用钢带对接焊焊接方法探讨
格式:pdf
大小:479KB
页数:3P
4.5
论述了连续油管(coiled-tubing,简称ct)用钢带对接焊的重要性及对接焊要求,同时就国产ct80级3.18mm连续油管钢带的实验室板-板对接焊的焊接方法进行了探讨,涉及的焊接方法有mig/mag焊、tig焊和等离子弧焊接。通过对各种焊接方法的线能量、焊缝成形、焊丝匹配、引熄弧板安装、飞溅的比较,进行了焊接方法选择的评价,初步认为tig焊线能量可以控制,焊缝成形美观,焊丝达到连续油管使用要求,引熄弧板安装不伤及母材,无飞溅,是比较理想的连续油管钢带焊接方法。由于tig焊焊接板厚有限,较厚板-板对接可以考虑使用等离子弧焊。
1实验用钢管材料和焊接方法
格式:pdf
大小:201KB
页数:5P
4.3
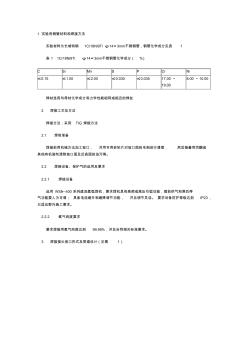
1实验用钢管材料和焊接方法 实验材料为长城特钢1cr18ni9tiφ14×3mm不锈钢管,钢管化学成分见表1 表11cr18ni9tiφ14×3mm不锈钢管化学成分(%) csimnspcrni ≤0.15≤1.00≤2.00≤0.030≤0.03517.00~ 19.00 8.00~10.00 焊材选用与母材化学成分和力学性能相同或相近的焊丝 2焊接工艺及方法 焊接方法:采用tig焊接方法 2.1焊前准备 焊接前用机械方法加工坡口,并用专用砂轮片对坡口面的毛刺进行清理,然后接着用丙酮或 其他有机溶剂清除坡口面及近表面的油污等。 2.2焊接设备、保护气的选用及要求 2.2.1焊接设备 选用ws5—400系列直流氩弧焊机,要求焊机具有高频或高压引弧功能,提前供气和滞后停 气功能要人为可
焊接用钢相关
文辑推荐
知识推荐
百科推荐


职位:安全质量环境管理员
擅长专业:土建 安装 装饰 市政 园林


