

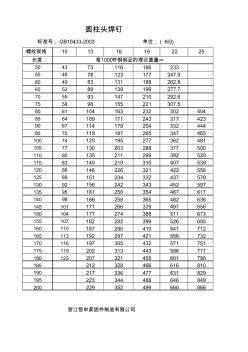
焊钉重量表
格式:pdf
大小:32KB
页数:1P
人气 :64
 4.4
4.4
每千个重量 每吨个数 单价 (元/个) 每千个重量 每吨个数 单价 (元/个) 每千个重量 每吨个数 单价 (元/个) 每千个重量 每吨个数 单价 (元/个) 40 62 16129 0.73 100.38 9963 1.01 143.58 6965 1.46 182.44 5481 1.83 45 67.25 14870 0.79 108.19 9243 1.05 154.69 6465 1.57 197.39 5066 1.99 50 73 13699 0.84 116 8621 1.21 165.79 6032 1.67 212.33 4710 2.15 55 78.25 12780 0.89 123.81 8077 1.27 176.90 5653 1.78 227.28 4400 2.31 60 83 12048 0.94 131.00 7634 1.35 188.00 5319



焊钉重量表(20201030143228)
螺纹规格101316192225 长度 504373116166233 554678123177247.9 604983131188262.8 655288139199277.7 705593147210292.6 755898155221307.5 8061104163232302404 8564109171243317423 9067114179254332444 9570119187265347465 10074125195277362481 10577130203288377500 11080135211299392520 11583140219310407539 12086146226321422558
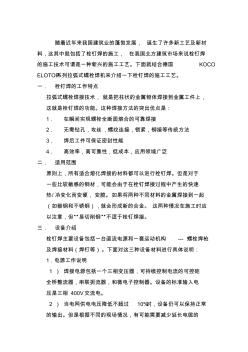
焊钉技术
随着近年来我国建筑业的蓬勃发展,诞生了许多新工艺及新材 料,这其中就包括了栓钉焊的施工,在我国北方建筑市场来说栓钉焊 的施工技术可谓是一种新兴的施工工艺。下面就结合德国koco elotop系列拉弧式螺栓焊机来介绍一下栓钉焊的施工工艺。 一.栓钉焊的工作特点 拉弧式螺栓焊接技术,就是把柱状的金属物体焊接到金属工件上, 这就是栓钉焊的功能。这种焊接方法的突出优点是: 1.在瞬间实现螺栓全断面熔合的可靠焊接 2.无需钻孔,攻丝,螺纹连接,锁紧,铆接等传统方法 3.焊后工件可保证密封性能 4.高效率,高可靠性,低成本,应用领域广泛 二.适用范围 原则上,所有适合熔化焊接的材料都可以进行栓钉焊。但是对于 一些比较敏感的钢材,可能会由于在栓钉焊接过程中产生的快速 热/冷变化而变硬,变脆。如果将两种不同材料的金属焊接到一起 (如碳钢和不锈钢),就会形成新的合金。这两种情况在施
编辑推荐下载
焊钉重量表热门文档

焊钉焊接验收
格式:pdf
大小:5KB
页数:2P
4.8
4.3.1焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。 检查数量:全数检查。 检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。 说明:4.3.1焊接材料对焊接质量的影响重大,因此,钢结构工程中所采用的焊接材料应 按设计要求选用,同时产品应符合相应的国家现行标准要求。本条为强制性条文。 4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和 设计要求。 检查数量:全数检查。 检验方法:检查复验报告。 说明:4.3.2由于不同的生产批号质量往往存在一定的差异,本条对用于重要的钢结构工 程的焊接材料的复验作出了明确规定。该复验应为见证取样、送样检验项目。本条中“重要” 是指: 1建筑结构安全等级为一级的一、二级焊缝。 2建筑结构安全等级为二级的一级焊缝。 3大跨度结构中一级焊缝。 4重级工作制吊车梁结构中一级焊

栓焊钉施工方案
格式:pdf
大小:51KB
页数:3P
4.6
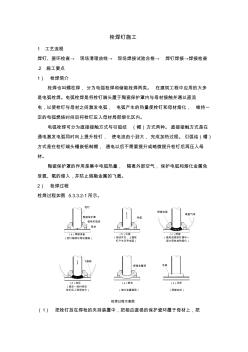
栓焊钉施工 1工艺流程 焊钉、瓷环检查→现场清理放线→现场焊接试验合格→焊钉焊接→焊接检查 .2施工要点 1)栓焊简介 栓焊也叫螺柱焊,分为电弧栓焊和储能栓焊两类。在建筑工程中应用的大多 是电弧栓焊。电弧栓焊是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流 电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一 定的电弧燃烧时间后将栓钉压入母材局部熔化区内。 电弧栓焊可分为直接接触方式与引弧结(帽)方式两种。直接接触方式是在 通电激发电弧同时向上提升栓钉,使电流由小到大,完成加热过程。引弧结(帽) 方式是在栓钉端头镶嵌铝制帽,通电以后不需要提升或略微提升栓钉后再压入母 材。 陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免 受氮、氧的侵入,并防止熔融金属的飞溅。 2)栓焊过程 栓焊过程如图5.3.3.2-1所示。
焊钉焊接工程检验批
格式:pdf
大小:26KB
页数:1P
4.6
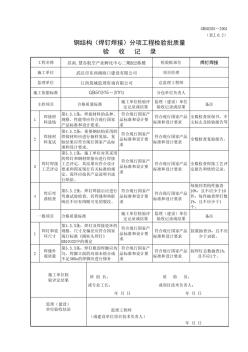
002 1 2 3 4 1 2 盛华伟 监理(建设)单位验收结论 专业监理工程师 (建设单位项目专业技术负责人): 年月日 施工单位检查评定结果 专业工长(施工员)潘纪强施工班组长 项目专业质量检查员:徐亚东年月日 焊缝外观质量第5.3.3条 一 般 项 目 焊钉和瓷环尺寸第4.3.3条 焊接工艺评定第5.3.1条 焊后弯曲试验第5.3.2条 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单位 验收记录 主 控 项 目 焊接材料品种规格第4.3.1条 焊接材料复验第4.3.2条 分包单位河南安信达防水保温有限公司分包项目经理魏东鸿 施工执行标准名称及编号钢结构工程施工质量验收规范gb50205-2001 分部(子分部)工程名称主体结构(钢结构)验收部位 施工单位中国建筑股份有限公司项目经理李海垣
焊钉焊接施工工艺 (2)
格式:pdf
大小:245KB
页数:15P
4.4
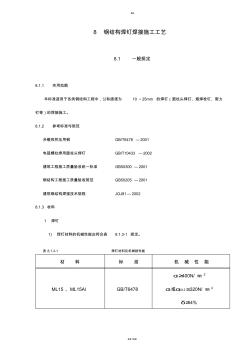
精品 感谢下载载 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力 钉等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6478 σb≥400n/㎜2 σs或σp0.2≥320n/㎜2 δ≥14% 2
焊钉焊接施工工艺
格式:pdf
大小:222KB
页数:8P
4.4
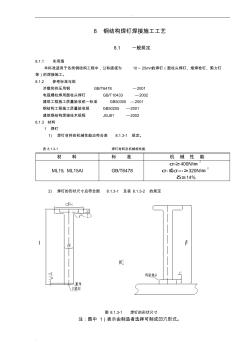
. . 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb
焊钉重量表精华文档
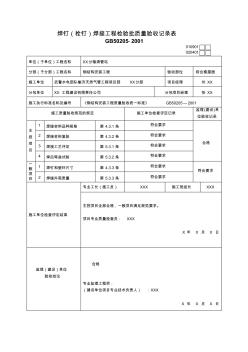
【工程文档】焊钉(栓钉)焊接检验批质量验收记录表
格式:pdf
大小:26KB
页数:2P
4.5
焊钉(栓钉)焊接检验批质量验收记录表 表5.11.2工程编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定 施工单位自检记录监理(建设)单位验收结果 类别序号检验项目质量标准 主 控 项 目 1 焊接材料的品 种、规格、性 能等☆ 应符合现行国家产品标 准和设计要求 2 重要钢结构采 用的焊接材料 应进行抽样复验,复验 结果应符合现行国家产 品标准和设计要求 3 焊钉和钢材焊 接应进行焊接 工艺评定 应符合设计要求和国家 现行有关标准的规定; 瓷环应进行烘焙 4焊后弯曲试验 应符合现行有关标准的 规定,其焊缝和热影响 区不应有肉眼可

焊钉焊接工艺评定报告
格式:pdf
大小:109KB
页数:5P
4.7
附: 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号 委托单位工艺指导书编号 项目负责人依据标准 《建筑钢结构焊接技 术规程》(jgj81) 试样焊接单位施焊日期 焊工资格代号级别 母材钢号规格供货状态生产厂 化学成分和力学性能 c (%) mn (%) si (%) s (%) p (%) δs (mpa) δb (mpa) δ5 (%) φ (%) akv (j) 标准 合格证 复验 碳含量公式 焊接材料生产厂牌号类型直径(mm)烘干制度(℃×h)备注 焊条
2、焊钉(栓钉)焊接工程检验批质量验收记录表
格式:pdf
大小:38KB
页数:4P
4.5
01 1第4.3.1条 2第4.3.2条 3第5.3.1条 4第5.3.2条 1第4.3.3条 2第5.3.3条 xxx2004年12月1 符合设计 工质量验收规 范要求,同意 验收。 焊缝外观质量√ 施工单位检查评定结果 专业工长(施工员)xxx施工班组长xx 主控项目全部合格,一般项目满足规范规定要求。 项目专业质量检查员: √ 焊后弯曲试验√ 一 般 项 目 焊钉和瓷环尺寸√ 施工质量验收规范的规定施工单位检查评定记录 监理(建 单位验收记录 主 控 项 目 焊接材料品种规格合格证、检测报告齐全,品种、规格,质量符合 要求 符合设计 工质量验收规 范要求,同意 验收。 焊接材料复验√ 焊接工艺评定 分包单位分包项目经理 施工执行标准名称及编号填施工企业标准名称及编号(操作工艺、工艺标准、工法等
焊钉(栓钉)焊接工程检验批质量验收记录表 (2)
格式:pdf
大小:21KB
页数:1P
4.5
验收部位 项目经理 1第4.3.1条 2第4.3.2条 3第5.3.1条 4第5.3.2条 1第4.3.3条 2第5.3.3条 专业监理工程师 (建设单位项目专业技术负责人)2010年4月10日 监理(建设)单位验收结论 焊钉(栓钉)焊接工程 合格 合格 符合要求 项目专业质量检查员:2010年6月13日 施工单位检查评定结果 符合施工质量验收规范要求,可以进行下道工序施工。 一般项目检查符合验收规 范,同意验收。 专业工长(施工员)施工班组长 主控项目和一般项目合格(符合要求),同意上报。 符合要求 符合施工质量验收规范要 求,同意验收 一 般 项 目 焊钉和瓷环尺寸 焊缝外观质量 合格 合格 施工执行标准名称及编号钢结构工程施工质量验收规范(gb50205-200
焊钉(栓钉)焊接工程检验批质量验收记录表
格式:pdf
大小:15KB
页数:2P
4.7
1.焊接材料的品种、规格、性能符合产品标准和设计要求。 检查产品质量合格证明文件、中文标志及检验报告。全数检查。 2.重要结构用焊接材料抽样复验结果符合产品标准和设计要求。 检查复验报告。全数检查。 说明 (ⅱ) gd2401063 主控项目: 检查数量:每批同类构件抽查10﹪,且不应少于10件;被抽查构件中,每件检查焊钉数量的 1﹪,但不应少于1个。 检验方法:焊钉弯曲30°后用角尺检查和观察检查。 一般项目: 3.施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现 行有关标准的规定。瓷环应按其产品说明书进行烘焙。检查焊接工艺评定报告和烘焙记录。 全数检查。 4.焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。 检查数量:按总焊钉数抽查1﹪,且不应少于10个。
焊钉重量表最新文档
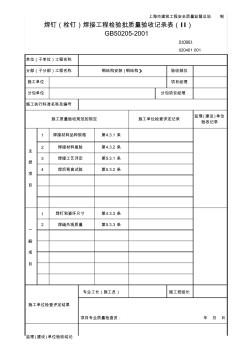
焊钉栓钉焊接工程检验批质量验收记录表Ⅱ
格式:pdf
大小:456KB
页数:1P
4.7
焊钉(栓钉)焊接工程检验批质量验收记录表 gb50205-2001(ⅱ) gd2401063 gd2402022 单位(子单位)工程名称 分部(子分部)工程名称验收部位 施工单位项目经理 分包单位分包项目经理 施工执行标准名称及编号gb50205-2001 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单 位验收记录 主 控 项 目 1焊接材料品种规格第4.3.1条 2焊接材料复验第4.3.2条 3焊接工艺评定第5.3.1条 4焊后弯曲试验第5.3.2条 一 般 项 目 1焊钉和瓷环尺寸第4.3.3条 2焊缝外观质量第5.3.3条 施工单位检查评定结果 专业工长(施工员)施工班组长 项目专业质量检查员:年月日 监理(建设)单位验收结论专业监理工程师(建设单位项目专业技术负责人):年月日
焊钉(栓钉)焊接工程检验批质量验收记录表 (2)
格式:pdf
大小:20KB
页数:1P
4.5
焊钉(栓钉)焊接工程检验批质量验收记录表 gb50205-2001 010901 020401 单位(子单位)工程名称xx分输清管站 分部(子分部)工程名称钢结构安装工程验收部位综合楼屋面 施工单位武警水电部队榆济天然气管工程项目部xx分部项目经理刘xx 分包单位xx工程建设有限责任公司分包项目经理张xx 施工执行标准名称及编号《钢结构安装工程质量验收统一标准》gb50205—2001 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单 位验收记录 主 控 项 目 1焊接材料品种规格第4.3.1条符合要求 合格 2焊接材料复验第4.3.2条符合要求 3焊接工艺评定第5.3.1条符合要求 4焊后弯曲试验第5.3.2条符合要求 一 般 项 目 1焊钉和瓷环尺寸第4.3.3条符合要求 符合要求
焊钉(栓钉)焊接工程检验批质量验收记录表(Ⅱ)
格式:pdf
大小:29KB
页数:2P
4.8
001 1 2 3 4 1 2 主 控 项 目 一 般 项 目 监理(建设)单位验收结论 施工单位检查评定结果 项目专业质量检查员:年月日 专业工长(施工员)施工班组长 焊钉和瓷环尺寸第4.3.3条 焊缝外观质量第5.3.3条 焊后弯曲试验第5.3.2条 焊接材料复验第4.3.2条 焊接工艺评定第5.3.1条 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单位 验收记录 焊接材料品种规格第4.3.1条 分包单位分包项目经理 施工执行标准名称及编号 分部(子分部)工程名称钢结构安装(钢结构)验收部位 施工单位项目经理 上海市建筑工程安全质量监督总站制 焊钉(栓钉)焊接工程检验批质量验收记录表(ⅱ) gb50205-2001 010901 020401 单位(子单位)工程名称 监理(建设)单位验收结论 专业监理
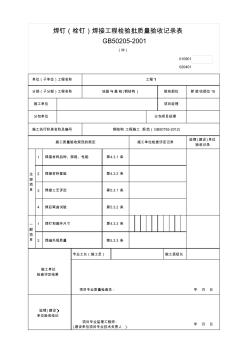
焊钉(栓钉)焊接工程检验批质量验收记录表
格式:pdf
大小:21KB
页数:1P
4.6
1 2 3 4 1 2 监理(建设) 单位验收结论 项目专业监理工程师: (建设单位项目专业技术负责人): 年月日 施工单位 检查评定结果 专业工长(施工员)施工班组长 项目专业质量检查员:年月日 一 般 项 目 焊钉和瓷环尺寸第4.3.3条 焊缝外观质量第5.3.3条 主 控 项 目 焊接材料品种、规格、性能第4.3.1条 焊接材料复验第4.3.2条 焊接工艺评定第5.3.1条 焊后弯曲试验第5.3.2条 施工执行标准名称及编号钢结构工程施工规范(gb50755-2012) 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单位 验收记录 施工单位项目经理 分包单位分包项目经理 020401 单位(子单位)工程名称工程1 分部(子分部)工程名称地基与基础(钢结构)验收部位新验收部


栓焊钉施工方案 (2)
格式:pdf
大小:52KB
页数:3P
4.5
栓焊钉施工 1工艺流程 焊钉、瓷环检查→现场清理放线→现场焊接试验合格→焊钉焊接→焊接检查 .2施工要点 1)栓焊简介 栓焊也叫螺柱焊,分为电弧栓焊和储能栓焊两类。在建筑工程中应用的大多 是电弧栓焊。电弧栓焊是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流 电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一 定的电弧燃烧时间后将栓钉压入母材局部熔化区内。 电弧栓焊可分为直接接触方式与引弧结(帽)方式两种。直接接触方式是在 通电激发电弧同时向上提升栓钉,使电流由小到大,完成加热过程。引弧结(帽) 方式是在栓钉端头镶嵌铝制帽,通电以后不需要提升或略微提升栓钉后再压入母 材。 陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免 受氮、氧的侵入,并防止熔融金属的飞溅。 2)栓焊过程 栓焊过程如图5.3.3.2-1所示。 (e)
钢结构焊钉焊接施工工艺标准
格式:pdf
大小:61KB
页数:5P
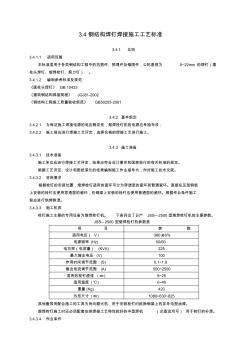
4.8
3.4钢结构焊钉焊接施工工艺标准 3.4.1总则 3.4.1.1适用范围 本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为6~22mm的焊钉(圆 柱头焊钉、熔焊栓钉、剪力钉)。 3.4.1.2编制参考标准及规范 《圆柱头焊钉》gb10433 《建筑钢结构焊接规程》jgj81-2002 《钢结构工程施工质量验收规范》gb50205-2001 3.4.2基本规定 3.4.2.1为保证施工焊接电源的电压稳定性,熔焊栓钉机的电源应单独布设; 3.4.2.2施工前应进行焊接工艺评定,选择合格的焊接工艺进行施工。 3.4.3施工准备 3.4.3.1技术准备 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,作好施工技术交底。 3.4.3.2材料要求 根据栓钉的安装位置
4钢结构焊钉焊接施工工艺标准
格式:pdf
大小:68KB
页数:10P
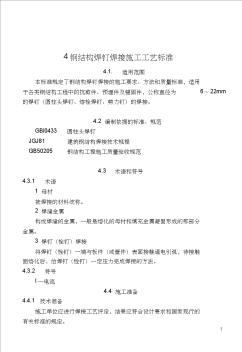
4.8
4钢结构焊钉焊接施工工艺标准 4.1.适用范围 本标准规定了钢结构焊钉焊接的施工要求、方法和质量标准,适用 于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为6~22mm 的焊钉(圆柱头焊钉、熔栓焊钉、剪力钉)的焊接。 4.2编制依据的标准、规范
焊钉焊接检验批质量验收记录
格式:pdf
大小:44KB
页数:3P
4.5
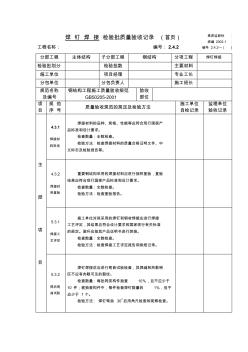
焊钉焊接检验批质量验收记录(首页) 工程名称:编号:2.4.2 分部工程主体结构子分部工程钢结构分项工程焊钉焊接 检验批划分检验批数主要材料 施工单位项目经理专业工长 分包单位分包负责人施工班长 规范名称 及编号 钢结构工程施工质量验收规范 gb50205-2001 验收 部位 项 目 规范 序号 质量验收规范的规定及检验方法 施工单位 自检记录 监理单位 验收记录 主 控 项 目 4.3.1 焊接材 料进场 焊接材料的品种、规格、性能等应符合现行国家产 品标准和设计要求。 检查数量:全数检查。 检验方法:检查焊接材料的质量合格证明文件、中 文标志及检验报告等。 4.3.2 焊接材 料复验 重要钢结构采用的焊接材料应进行抽样复验,复验 结果应符合现行国家产品标准和设计要求。 检查数量:全数检查。 检验方法:检查复验报告。 5.3.1 焊接工

钢结构焊钉焊接施工工艺标准则
格式:pdf
大小:245KB
页数:9P
4.4
钢结构焊钉焊接施工工艺标准则 3.4.1总则 3.4.1.1适用范围 本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公 称直径为6~22mm的 焊钉(圆柱头焊钉、熔焊栓钉、剪力钉)。 3.4.1.2编制参考标准及规范 (1)《圆柱头焊钉》gb10433 (2)《建筑钢结构焊接技术规程》jgj81—2002 (3)《钢结构工程施工质量验收规范》gb50205—2001 3.4.2基本规定 3.4.2.1为保证施工焊接电源的电压稳定性,熔焊栓钉机的电源 应单独布设; 3.4.2.2施工前应进行焊接工艺评定,选择合格的焊接工艺进行 施工。 3.4.3施工准备 3.4.3.1技术准备 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行 的有关标准的规定。 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,做 好施工技术交底。 3.
焊钉重量表相关
文辑推荐
知识推荐
百科推荐


职位:水利工程材料员
擅长专业:土建 安装 装饰 市政 园林


