

改制游标卡尺在里程表软轴接头测量中的应用
格式:pdf
大小:233KB
页数:1P
人气 :55
 4.5
4.5
一、问题的提出我公司生产的汽车里程表软轴接头零件(如图1所示),其中多数尺寸需要在一次装夹中加工,而沟槽2.6-0+0.15的定位尺寸17.5mm,如用一般的卡尺,在车床上不好直接测量,为减少零件装夹次数,提高加工准确度,需要寻找一种能在车床直接进行测量的方法。



丽拓游标卡尺内校检定记录表
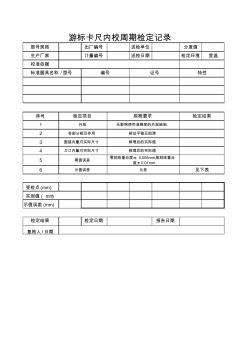
型号规格出厂编号送检单位分度值 生产厂家计量编号送检日期检定环境室温 校准依据 序号 1 2 3 4 5 6 受检点(mm) 实测值(mm) 示值误差(mm) 检定结果检定日期报告日期 复核人/日期 游标卡尺内校周期检定记录 标准器具名称/型号编号证号特性 检定项目规程要求检定结果 外观无影响使用准确度的外观缺陷 各部分相互作用移动平稳无阻滞 示值误差允差见下表 圆弧内量爪实际尺寸修理后的实际值 刀口内量爪实际尺寸修理后的实际值 零值误差 零刻线重合度±0.005mm,尾刻线重合 度±0.01mm

游标卡尺内校检定记录表
型号规格出厂编号送检单位分度值0.02mm 生产厂家计量编号送检日期检定环境室温 序号 1 2 3 4 5 6 游标卡尺内校周期检定计录 校准依据;jjg30-2002《通用卡尺检定规程》 标准器具名称/型号编号证号特性 刀口尺175240级 外径千分尺0-252400级 检定项目规程要求检定结果 块规83块00-3433ccd90500354等2级 外观无影响使用准确度的外观缺陷√ 各部分相互作用移动平稳无阻滞× 见下表 圆弧内量爪实际尺寸修理后的实际值√ 刀口内量爪实际尺寸修理后的实际值/ 备注; 受检点(mm) 误差(mm) 零值误差 零刻线重合度±0.005mm,尾刻线重 合度±0.01mm√ 示值误差允差±0.03
编辑推荐下载
游标卡尺校验作业指导书
格式:pdf
大小:19KB
页数:1P
4.8
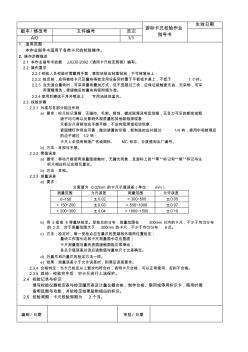
游标卡尺校验作业 指导书 生效日期 版本/修改号文件编号页次 a/01/1 1.适用范围 本作业指导书适用于各类卡尺的校验操作。 2.操作步骤描述 2.1本作业指导书依据jjg30-2002《通用卡尺检定规程》编写。 2.2操作要求 2.2.1校验人员校验时需戴棉手套,拿取块规应轻拿轻放,不可掉落地上; 2.2.2检定前,应将被检卡尺及量块等检定用设备同时置于平板或木桌上,不低于1小时。 2.2.3当无适合量块时,可采用量块叠加方式,但不宜超过三块,应保证接触面无油、无杂物,可采 用酒精清洗,使接触后的量块有吸附感为准。 2.2.4使用后擦拭干净并喷涂上专用油放回盒内。 2.3校验步骤 2.3.1外观与各部分相互作用 a)要求:标尺标记清晰,无碰伤、毛刺、锈蚀、镀成脱落及明显划痕,无目力可见的断线或粗 细不均匀等以及影响外观质量的其他缺陷滞现象; 尺框
改制游标卡尺在里程表软轴接头测量中应用热门文档
 游标卡尺示值误差测量结果的不确定度评定和计算
游标卡尺示值误差测量结果的不确定度评定和计算 游标卡尺示值误差测量结果的不确定度评定和计算
格式:pdf
大小:170KB
页数:3P
4.6
游标卡尺是工业上的常用量具,在测量工件宽度、外径、内径、深度上都有广泛的应用。量具的检测量大,测量数据较多,计算不确定度时容易出错。文章依据jjg30—2012《通用卡尺检定规程》分析游标卡尺示值误差测量结果的不确定度,并利用excel函数公式实现不确定度的自动计算。
不锈钢整体游标卡尺尺框槽拉削工艺技术攻关 不锈钢整体游标卡尺尺框槽拉削工艺技术攻关
格式:pdf
大小:66KB
页数:1P
4.5
不锈钢整体游标卡尺尺框槽与尺身相配合,尺寸精度、表面粗糙度、形位公差要求高,且加工量大,是尺框加工的难点。采用不锈钢整体游标卡尺尺框槽拉削工艺,是闭式定位拉削、一次成型的加工方法。
游标卡尺和螺旋测微器原理及练习题(有答案)
格式:pdf
大小:246KB
页数:3P
4.4
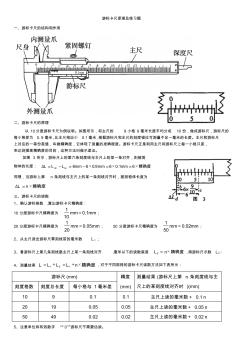
游标卡尺原理及练习题 一、游标卡尺的结构和作用 二、游标卡尺的原理 以10分度游标卡尺为例说明。如图所示,将主尺的9小格9毫米长度平均分成10份,做成游标尺,游标尺的 每小格即为0.9毫米,比主尺相应小0.1毫米,根据游标尺和主尺的刻度错位可测量不足一毫米的长度。主尺和游标尺 上对应的一等份差值,叫做精确度,它体现了测量的准确程度。游标卡尺正是利用主尺和游标尺上每一小格只差, 来达到提高精确度的目的,这种方法叫做示差法。 如图3所示,游标尺上的第六条刻度线与主尺上的某一条对齐,则被测 物体的长度:精确度61.069.066mmmmmmlllbcdc 同理,当游标上第n条刻线与主尺上的某一条刻线对齐时,被测物体长度为 精确度nl 三、游标卡尺的读数 1、确认游标格数,算出游标卡尺精确度: 10分度游标卡尺精确度为mmmm1.0 10 1 ; 20
里程表检测仪的设计探索 里程表检测仪的设计探索
格式:pdf
大小:1.8MB
页数:1P
4.3
汽车里程表是整个汽车构造中不可缺少的组成部分,它是驾驶员的眼睛,通过它可以直观的了解掌握和控制汽车辆的运行速度,保证行车安全。
改制游标卡尺在里程表软轴接头测量中应用精华文档

全国铁路里程表2
格式:pdf
大小:31KB
页数:2P
4.5
全国铁路主要站间货运里程表单位:公里 北 京 北京 天 津 137 天津 沈 阳 741707 沈阳 长 春 10461012305 长春 哈 尔 滨 12881354547242 哈尔滨 济 南 497360106713721614 济南 合 肥 1074973168019852227613 合肥 南 京 11601023173020352277663312 南京 上 海 14631326203323352577966615303 上海 杭 州 158914522159246427061092451429201 杭州 南 昌 144914442151245626891137478838837636 南昌 福 州 233421972904320934511837119
卡箍接头尺寸 (2)
格式:pdf
大小:79KB
页数:2P
4.6
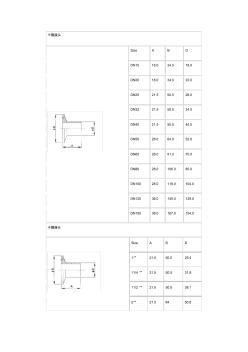
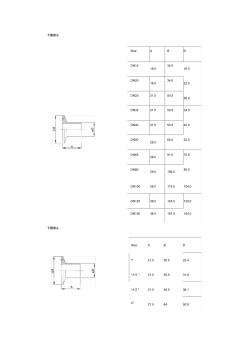
卡箍接头 sizeabd dn1518.034.018.0 dn2018.034.022.0 dn2521.550.528.0 dn3221.550.534.0 dn4021.550.540.0 dn5028.064.052.0 dn6528.091.070.0 dn8028.0106.085.0 dn10028.0119.0104.0 dn12538.0145.0129.0 dn15038.0167.0154.0 卡箍接头 sizeabd 1″21.550.525.4 11/4″21.550.531.8 11/2″21.550.538.1 2″21.56450.8 21/2″21.577.563.5 3″21.591.076.3 3


卡箍接头尺寸
格式:pdf
大小:181KB
页数:2P
4.8
卡箍接头 sizeabd dn1518.034.018.0 dn2018.034.022.0 dn2521.550.528.0 dn3221.550.534.0 dn4021.550.540.0 dn5028.064.052.0 dn6528.091.070.0 dn8028.0106.085.0 dn10028.0119.0104.0 dn12538.0145.0129.0 dn15038.0167.0154.0 卡箍接头 sizeabd 1″21.550.525.4 11/4″21.550.531.8 11/2″21.550.538.1 2″21.56450.8 21/2″21.577.563.5 3″21.591.076.3 3
卡箍接头尺寸
格式:pdf
大小:186KB
页数:2P
4.6
卡箍接头 sizeabd dn15 18.0 34.0 18.0 dn20 18.0 34.0 22.0 dn2521.550.5 28.0 dn3221.550.534.0 dn4021.550.540.0 dn50 28.0 64.052.0 dn65 28.0 91.070.0 dn80 28.0106.0 85.0 dn10028.0119.0104.0 dn12538.0145.0129.0 dn15038.0167.0154.0 卡箍接头 sizeabd t21.550.525.4 11/4"21.550.531.8 11/2"21.550.538.1 2"21.56450.8 卡箍接头 21/2"21.577.563.5 3〃
改制游标卡尺在里程表软轴接头测量中应用最新文档

卡箍接头尺寸 (2)
格式:pdf
大小:46KB
页数:3P
4.3
sizeabd dn15 dn20 dn25 dn32 dn40 dn50 dn65 dn80 dn100 dn125 dn150 卡箍接头 sizeabd 1″ 11/4″ 11/2″ 2″64 21/2″ 3″ 31/2″ 4″ 卡箍接头 sizeabdtt φ25 φ32 φ38 φ51 φ63 φ76 φ89 φ102
卡箍接头尺寸 (3)
格式:pdf
大小:89KB
页数:1P
4.4
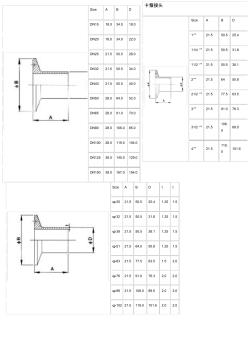
sizeabdtt φ2521.550.525.41.251.5 φ3221.550.531.81.251.5 φ3821.550.538.11.251.5 φ5121.564.050.81.251.5 φ6321.577.563.51.52.0 φ7621.591.076.32.02.0 φ8921.5108.089.02.02.0 φ10221.5119.0101.62.02.0 sizeabd dn1518.034.018.0 dn2018.034.022.0 dn2521.550.528.0 dn3221.550.534.0 dn4021.550.540.0 dn5028.064.052.0 dn6528.091.0
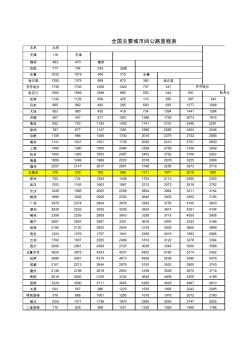
全国主要城市间公路里程表 (3)
格式:pdf
大小:126KB
页数:5P
4.5
北京北京 天津118天津 锦州483470锦州 沈阳717704234沈阳 长春10321019549315长春 哈尔滨13921379909675360哈尔滨 齐齐哈尔1739172612561022707347 牡丹江158215691099865550344691 吉林11421129659425110250597440 丹东96596248228560093012771048 大连903890420419734109414411284 济南45734781710511366172620731916 青岛832722119214261741210124482291 徐州787677114713811696205624032
不锈钢游标卡尺刻线镀黑铬 不锈钢游标卡尺刻线镀黑铬
格式:pdf
大小:131KB
页数:未知
4.6
游标卡尺刻线镀黑铬工艺,是在需要刻度的尺面上,涂一层感光胶膜,然后利用光化学作用将需要的刻线和文字等,由底版经过感光复制在游标卡尺的表面感光膜上。有图线处的胶膜因未受光的作用仍可溶于溶剂,在溶去这部份胶膜后,尺表面的基体金属就按底版相同的图线裸露出来。而没图线
用专用游标卡尺测量成卷窄带钢宽度 用专用游标卡尺测量成卷窄带钢宽度
格式:pdf
大小:140KB
页数:未知
4.4
我厂自制了带卷宽度专用游标卡尺,不用开卷就可以测量带钢中部宽度尺寸。现将带卷宽度专用游标卡尺的构造及使用方法简介如下。1.带卷宽度游标卡尺的构造该卡尺由带有固定卡脚的主尺和带活功卡脚的游标组成,如图1所示。固定卡脚和活动卡脚的高度h可按下式选取:h=1/2(d-d)+3~5mm式中d—带卷外径,mm;d—卷筒直
测量钢丝绳直径宽钳游标卡尺试制获得成功 测量钢丝绳直径宽钳游标卡尺试制获得成功
格式:pdf
大小:143KB
页数:未知
4.6
iso3178——74明确规定:钢丝绳实际直径的测量,要用合适的游标卡尺,即卡尺的钳口的宽度,不得小于相邻两股的宽度。1987年冶金部标准所在湖北召开的钢丝绳标准审定会上通过的新钢丝绳国家标准中,对钢丝绳实际直径的测量,亦作出同样规定。上海第二钢铁厂从1986年起,对宽钳游标卡尺进行试制,在上海量具厂配合下,试制成
改制游标卡尺在里程表软轴接头测量中应用相关
文辑推荐
知识推荐
百科推荐


职位:机电/土建专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


