

各种小食品的制作工艺设计流程及设备 (2)
格式:pdf
大小:86KB
页数:15P
人气 :65
 4.3
4.3
. . 仙贝 简介 仙贝(英文 senbei 或 sembei)一种日本米果。他们有各种形状, 大小,和口味, 通常咸味,但也有甜的。仙贝是经常与绿茶相伴作为休闲小吃。 原料 谷物(大米、糯米等)、豆类、薯类或蔬菜等 (1)糯米粉 40 kg、芋头浆 3 kg (2)大米(黑龙江鸡东大米) 、马淀粉、盐、白砂糖、植物蜡 工艺 工艺一: 糯米→浸泡→磨粉→蒸粉→制粉团→制坯→炸制→挂浆→成品 (1) 浸泡、磨粉:选用优质糯米 , 洗净后浸泡 16 h~24 h, 然后沥干 , 置于磨 粉机中磨碎 , 米粉的粒度为 120 目左右。 (2) 制芋头浆:选用无腐烂、无霉变的优质干净芋头 , 除去表皮 , 加水磨成细 浆。 (3) 蒸粉:将磨好的糯米粉放在案台上 ,中间做成圆窝 , 以 1 kg 粉加 0.2 kg 水的比例调制成面团 , 放入蒸煮机中蒸熟。 (4)制粉团:将热粉团放在搅打



各种小食品的制作工艺设计流程及设备
. . 仙贝 简介 仙贝(英文senbei或sembei)一种日本米果。他们有各种形状,大小,和口味, 通常咸味,但也有甜的。仙贝是经常与绿茶相伴作为休闲小吃。 原料 谷物(大米、糯米等)、豆类、薯类或蔬菜等 (1)糯米粉40kg、芋头浆3kg (2)大米(黑龙江鸡东大米)、马淀粉、盐、白砂糖、植物蜡 工艺 工艺一: 糯米→浸泡→磨粉→蒸粉→制粉团→制坯→炸制→挂浆→成品 (1)浸泡、磨粉:选用优质糯米,洗净后浸泡16h~24h,然后沥干,置于磨 粉机中磨碎,米粉的粒度为120目左右。 (2)制芋头浆:选用无腐烂、无霉变的优质干净芋头,除去表皮,加水磨成细 浆。 (3)蒸粉:将磨好的糯米粉放在案台上,中间做成圆窝,以1kg粉加0.2kg 水的比例调制成面团,放入蒸煮机中蒸熟。 (4)制粉团:将热粉团放在搅打


编辑推荐下载
各种桩基类型工艺设计流程图
格式:pdf
大小:260KB
页数:21P
4.4
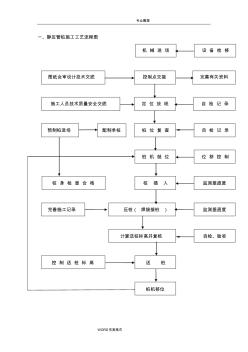
专业整理 word完美格式 一、静压管桩施工工艺流程图 机械进场设备检修 图纸会审设计技术交底控制点交接完善有关资料 施工人员技术质量安全交底定位放线自检记录 预制桩进场配制单桩桩位复查自检记录 桩机就位位移控制 桩身检查合格桩插入监测垂直度 完善施工记录压桩(焊接接桩)监测垂直度 计算送桩标高并复核自检、验收 控制送桩标高送桩 桩机移位 专业整理 word完美格式 二、混凝土护壁人挖桩施工工艺流程图 测放孔位、引测孔口标高 开挖吊运第一节桩孔土方 检查桩位(中心)轴线 安装电动葫芦或木辘轳 测放孔位、引测孔口标高 安装吊桶、照明、活动盖板、水泵、通风机 浇筑第一节护壁混凝土 支第一节护壁模板放附加钢筋 架设垂直运输架 模板、钢筋网片准备 混凝土搅拌、制作 检查桩位(中心)轴线 浇筑
焊接H型钢制作工艺设计规范流程完整
格式:pdf
大小:410KB
页数:24P
4.5
焊接h型钢制作工艺规程 1.主体内容和适用范围本工艺规则规定了焊接h型钢产品一般制作流程 和检验要求。本规程适用于焊接h型钢产品的制作、检验、涂装要求等 2.引用规范与标准 gb709-88《热轧钢板和钢带的尺寸、外形、重量及允许偏差》 gb50205-2001《钢结构工程施工质量验收规范》 jgj99-88《高层民用建筑钢结构技术规程》 jgj81-2002《建筑钢结构焊接技术规程》 yb3301-02《焊接h型钢》 gb50017-2003《钢结构设计规范》 gb11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》 q/zjg-012-2004《焊接h型截面钢制产品质量标准》 3.人员、设备、材料的要求 3.1人员要求 焊工须参加相应资格的焊工考试,合格后方可进行相应资格的焊接作业。所有参 加焊接的焊工必须按照相应的焊接工艺规程的规
各种小食品的制作工艺设计流程及设备热门文档
玻璃制作工艺及流程教程文件
格式:pdf
大小:32KB
页数:6P
4.4
玻璃制作工艺及流程 精品资料 仅供学习与交流,如有侵权请联系网站删除谢谢2 玻璃 一:原料及配制 主要原料有,石英砂(sio2),纯碱(na2co3),方解石(cao),石灰石(caco3), 硼化合物(b2o3),碳酸钡(baco3)。 辅助原料:橙色剂,着色剂,乳浊。助熔。 在配方上,各厂商要依据具体的产品而定,作出适当的调整。在原料中加入适理的氧化 锌可增加产品的韧性,在原料中加入适量的有色物质可能使产品着色,如加入氧化铜, 产品呈绿色或海蓝色:加入氧华钴着色;加入硒粉呈红色,加入的量影响色的深浅。 在配料中一般允许20%的干净回收料,回收料不宜过多,否则产品易出现粒状,突起。 汽泡等。 在配料入炉前,必须将所有料混合在一起,充分搅拌均匀。 二:熔料 混合料加入熔炉中,进行高温熔化,炉内温度依不同的产品而定,一般都在1200-1600度左 右,燃料有重油。电力等
玻璃制作工艺及流程
格式:pdf
大小:9KB
页数:3P
4.5
一:原料及配制 主要原料有,石英砂(sio2),纯碱(na2co3),方解石(cao),石灰石(caco3), 硼化合物(b2o3),碳酸钡(baco3)。 辅助原料:橙色剂,着色剂,乳浊。助熔。 在配方上,各厂商要依据具体的产品而定,作出适当的调整。在原料中加入适理的氧化锌可增加产品 的韧性,在原料中加入适量的有色物质可能使产品着色,如加入氧化铜,产品呈绿色或海蓝色:加入 氧华钴着色;加入硒粉呈红色,加入的量影响色的深浅。 在配料中一般允许20%的干净回收料,回收料不宜过多,否则产品易出现粒状,突起。汽泡等。 在配料入炉前,必须将所有料混合在一起,充分搅拌均匀。 二:熔料 混合料加入熔炉中,进行高温熔化,炉内温度依不同的产品而定,一般都在1200-1600度左右,燃料有 重油。电力等。 熔炉一般有坩锅和池窑两种,一般的坩锅只有一个口,进料与出料都在此口,池窑则可能进

LED发光字,灯串制作工艺及流程
格式:pdf
大小:4.0MB
页数:24P
4.5
led发光字制作流程 目录 一、led灯串产品介绍及比较 1、led灯串产品的概述 2、led产品的应用范围 3、led防水灯串的描述及特点 4、led产品性能参数 5、led照明与普通霓虹灯照明运营成本比较 6、户外广告载体性能比较 二.led发光字相关材料介绍 1、发光字字体材料及加工方法 2、发光字线材 3、发光字控制单元 4、发光字变电箱 三、发光字前期设计 1、绘画字体并排孔 2、制作效果图 3、绘制施工图 四、发光字制作和组装 1、led灯串安装插式及配线 2、控制单元的组装 五、发光字现场施工 1、招牌的安装 2、电力系统的安装 六、完成发光字案例 一、led灯串产品介绍 1、led灯串产品的概述 led灯串产品,是采用先进的led半导体芯片作为发光组件,通过科
玻璃制作工艺及流程
格式:pdf
大小:1.2MB
页数:4P
4.7
page|1 玻璃 一:原料及配制...............................................................................................................................................1 二:熔料...........................................................................................................................................................2 三.玻璃成型.....................................................
施工工艺设计流程
格式:pdf
大小:179KB
页数:20P
4.6
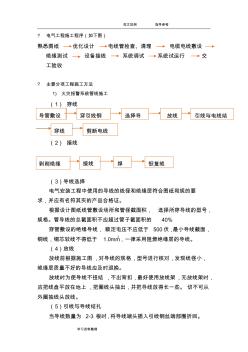
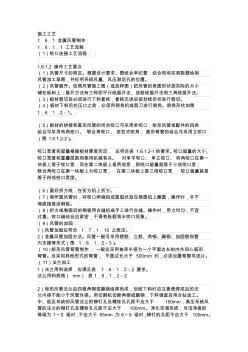
范文范例指导参考 学习资料整理 ?电气工程施工程序(如下图) 熟悉图纸优化设计电线管检查、清理电缆电线敷设 绝缘测试设备接线系统调试系统试运行交 工验收 ?主要分项工程施工方法 1)火灾报警系统管线施工 (1)穿线 (2)接线 (3)导线选择 电气安装工程中使用的导线的线径和绝缘层符合图纸和规的要 求,并应有名符其实的产品合格证。 根据设计图纸线管敷设场所和管径截面积,选择所穿导线的型号, 规格。管导线的总截面积不应超过管子截面积的40% 穿管敷设的绝缘导线,额定电压不应低于500伏,最小导线截面, 铜线,铜芯软线不得低于1.0mm2,一律采用阻燃绝缘层的导线。 (4)放线 放线前根据施工图,对导线的规格,型号进行核对,发现线径小, 绝缘层质量不好的导线应及时退换。 放线时为使导线不扭结,不出背扣,最好使用放线架,无放线架时, 应把线盘
各种小食品的制作工艺设计流程及设备精华文档
H型钢柱的制作工艺详细流程
格式:pdf
大小:7KB
页数:2P
4.6
h型钢柱的制作工艺 h型钢柱是工程制作构件中最常见的一种构件形式,主要可划分为放样—划线和号料 —下料切割—h型钢组立—埋弧焊—锁口和端头加工—构件组装—组装件手工 焊接—制孔—矫正—摩擦面处理—构件表面处理—涂漆,细节如下: 1)放样:各施工过程如钢板下料切割、h型钢组合、各部件和零件的组装, 构件预拼件组装都需有专业放样工在加工面上和组装大样板上进行精确放样。放 样后须经检验员检验,以确保零件、部件、构件加工的几何尺寸,形位分差、角 度、安装接触面等的准确无误。 2)划线和号料:对尺寸较小的板、杆材在不必要数控切割的情况下,采用 人工划线、号料。划线、号料人员应做到熟练制作样板、样杆,熟悉样板、样杆 上标注的符号和文字含意,搞清号料数量。 3)下料切割(含坡口):包括气割、剪切和坡口。本公司下料切割的主要设 备有伊萨—汉考克等离子、火焰多头数控切割机、小车式火焰切割机

彩图玻璃的制作工艺流程
格式:pdf
大小:193KB
页数:1P
4.3
清洁玻璃先用双飞粉将玻璃表面擦干净同时又去除了玻璃表面的水分湿气,然后用干净、干燥的布将玻璃表面抹净,保证玻璃表面无尘干燥,以免造成涂层脱离现
窗帘的制作工艺流程 (2)
格式:pdf
大小:7KB
页数:3P
4.5
24/3下载文档可编辑 窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要根据花纹距离来定。 二、窗帘的打法: 我们按所需要的尺寸把布料下好后,先打上面的布带,如果布长度够
管桩的制作工艺与流程(实用)
格式:pdf
大小:10KB
页数:5P
4.4
先张法预应力混凝土离心方桩的制作工艺 建筑基础工程中预制混凝土桩桩体截面形状主要有圆形截面的 预制混凝土管桩和正方形或长方形截面的预制混凝土方桩。上世纪 90年代以来,随着预制混凝土管桩的标准化和生产及施工技术的不 断发展,基础工程对管桩产品已经得到广泛的认可,在实际工程中管 桩产品有其显著的优越性,但在以下几个方面表现不足:①管桩为外 圆形结构,运输中不易帮扎、固定;②由于管桩桩身存在一定的椭圆 度,采用抱压施工时易出现桩身抱碎事故;③管桩在软土地基施工后, 在基坑开挖时,容易出现桩位倾斜;④管桩基础的承台较方桩大,基 础成本较高等。 预制混凝土方桩除港工基础采用先张法工艺的预应力混凝土空 心方桩(内腔主要采用预置橡胶充气方式,有正方形或长方形两种截 面形式)外,大多数基础工程主要采用手工作业的非预应力、振动成 型工艺居多,混凝土采用自然养护,结构多为实心的正方形截面。该 预
窗帘的制作工艺流程 (3)
格式:pdf
大小:6KB
页数:3P
4.3
窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要根据花纹距离来定。 二、窗帘的打法: 我们按所需要的尺寸把布料下好后,先打上面的布带,如果布长度够 的情况下最好就把布带包在里
各种小食品的制作工艺设计流程及设备最新文档
窗帘的制作工艺流程
格式:pdf
大小:19KB
页数:3P
4.5
爱之帘窗帘培训中心网址:www.***.***qq:2439964769咨询电话:400-008-7278 窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要


钢管桩制作工艺流程
格式:pdf
大小:1.0MB
页数:3P
4.7
文档 螺旋钢管制作工艺 螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双 面埋弧焊工艺焊接而成的螺旋缝钢管. 一、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检 验(以q345b为例q—钢的屈服强度的“屈”字汉语拼音的首位字母; 345—屈服强度数值,单位mpa;b—质量等级为b级。)。 1q345b化学成分c:≤0.20%,si≤0.50%,mn:≤1.70%,p≤0.035%, s:≤0.035%,nb≤0.07%,v:≤0.15%,ti≤0.20%,cr≤0.30%,ni:≤0.50%, cu:≤0.30%,n:≤0.012%,mo:≤0.10% 2q345b力学性能屈服强度:≤16mm:≤345,16-40mm:≤335,40-63mm: ≤325,63—80mm:≤315,80—100m:≤305,100—150mm:≤285,

风管制作工艺流程 (2)
格式:pdf
大小:15KB
页数:1P
4.7
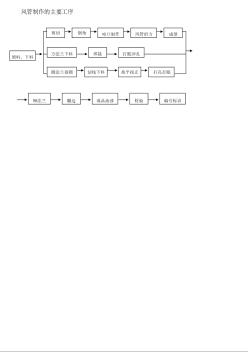
风管制作的主要工序 领料、下料 剪切倒角咬口制作 方法兰下料焊接打眼冲孔 风管折方成型 铆法兰翻边成品油漆检验编号标识 圆法兰卷圆划线下找平找打孔打眼
风管制作工艺流程
格式:pdf
大小:37KB
页数:4P
4.6
施工工艺 1.6.1金属风管制作 1.6.1.1工艺流程 (1)咬口连接工艺流程: 1.6.1.2操作工艺要点 (1)风管尺寸的核定。根据设计要求、图纸会审纪要,结合现场实测数据绘制 风管加工草图,并标明系统风量、风压测定孔的位置。 (2)风管展开。依照风管施工图(或放样图)把风管的表面形状按实际的大小 铺在板料上;展开方法有三种即平行线展开法、放射线展开法和三角线展开法。 (3)板材剪切前必须进行下料复核,复核无误后按划线形状进行剪切。 (4)板材下料后在压口之前,必须用倒角机或剪刀进行倒角。倒角形状如图 1.6.1.2-1。 (5)板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角 组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬口 (图1.6.1.2-2)。 咬口宽度和留量根据板材厚度而定,应符合表1.6.1.2-1的要求。咬口留量


铜门制作工艺流程
格式:pdf
大小:13KB
页数:2P
4.6
重庆富瑞铜精典装饰工程有限公司 铜门制作工艺流程 一、排料、剪折板 根据订单计算铜板、线条、铜花、角铁、方管、油漆木材、五金配件、外协件、包装材料等。 1)门框、门套、门头、门扇铜板剪切->冲孔、打缺口->折弯 2)门扇内骨架铜板剪切->冲孔、打缺口->折弯 3)门框、门套、门头内骨架铁管下料 二、内部钢结构焊接 1)门扇骨架组装焊接->填门芯材料->加焊锁、铰链等加强板->打磨处理 2)门框、门套、门头铁管骨架组装焊接->打磨处理 三、铜板氧化着色及防氧化处理 铜板、料型、花件及线条等做打磨处理->上色->喷漆->进烤箱 四、门扇组装 1)门扇骨架订木板->四边铜边料组装->线条及其它铜板装饰组装->花件组装 2)门套、门头骨架订木板->门套、门头、铜板、线条组装、花件组装 五、五金件装配 1)五金件开孔->打固定螺丝孔、攻丝 2)五

螺栓球加工制作工艺流程
格式:pdf
大小:282KB
页数:8P
4.8
江苏鑫鹏建设科技有限公司 材料检验 毛坯下料 料块加热 锻造成型 热处理 毛坯球检验 基准面切削 基准孔加工 螺孔平面切削 螺孔加工 编号、标识 螺栓球喷涂及发货 过程监测 检测平面度 网架螺栓球加工制作工艺流程 一、螺栓球加工制作工艺流程图 江苏鑫鹏建设科技有限公司 45#圆钢 锻前加热坯料 锻后进行预处理 基准面 铣床加工 数控钻床 加工 1.毛坯下料 2.锻造成型 3.基准面加工 5.螺孔平面切削 4.基准孔加工 6.螺孔加工 刻画螺孔 加工线 优质丝攻加 工螺栓孔 江苏鑫鹏建设科技有限公司 二、螺栓球加工工艺 a球坯锻造 根据球径大小,选择不同直径的圆钢下料,料块加热,热锻成型,并回火消除内应力。 节点螺栓球选用优质碳素结构钢(gb/t699-99)规定的45号钢。 b螺孔加工 1)加工基准孔:把球坯夹持在车床卡盘上,按照不同球直径、基准面与球中心线的尺寸关系等 要求,在机床
玻璃制作工艺流程
格式:pdf
大小:13KB
页数:3P
4.4
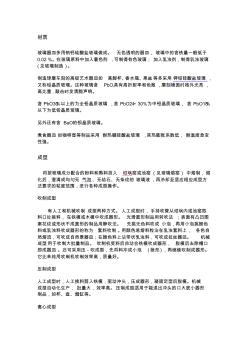
材质 玻璃器皿多用钠钙硅酸盐玻璃做成。无色透明的器皿,玻璃中的含铁量一般低于 0.02%。在玻璃原料中加入着色剂,可制得有色玻璃;加入乳浊剂,制得乳浊玻璃 (见玻璃制造)。 制造琢磨车刻的高级艺术器皿如高脚杯、香水瓶、果盆等多采用钾铅硅酸盐玻璃, 又称铅晶质玻璃。这种玻璃含pbo,具有高折射率和色散,磨刻棱面时格外光亮, 高比重,敲击时发清脆声响。 含pbo30%以上的为全铅晶质玻璃,含pbo24~30%为中铅晶质玻璃,含pbo18% 以下为低铅晶质玻璃。 另外还有含bao的钡晶质玻璃。 煮食器皿如咖啡壶等制品采用耐热硼硅酸盐玻璃,其热膨胀系数低,耐温度急变 性强。 成型 将按玻璃成分配合的粉料和熟料投入坩埚窑或池窑(见玻璃熔窑)中熔制,熔 化后,澄清成均匀无气泡、无结石、无条纹的玻璃液,再冷却至适应相应成型方 法要求的粘度范围,进行各种
各种小食品的制作工艺设计流程及设备相关
文辑推荐
知识推荐
百科推荐

职位:机电建造师
擅长专业:土建 安装 装饰 市政 园林


