






编辑推荐下载
 现代乘用车无内胎钢制车轮轮辋制造技术
现代乘用车无内胎钢制车轮轮辋制造技术 现代乘用车无内胎钢制车轮轮辋制造技术
格式:pdf
大小:554KB
页数:5P
 4.7
4.7
对现代乘用车钢制车轮轮辋制造技术进行整理和总结。叙述了乘用车无内胎车轮轮辋的基本知识和传统轮辋制造技术,包括制造工艺和装备。重点整理并总结了高强度钢轮辋的工艺要点,以及适应其工艺要求的现代轮辋设备,并与传统方式进行成本、质量和能耗比较。提出企业引进并采用现代轮辋生产线的管理要求。
钢制三通加工工艺流程介绍 (2)
格式:pdf
大小:270KB
页数:3P
4.4
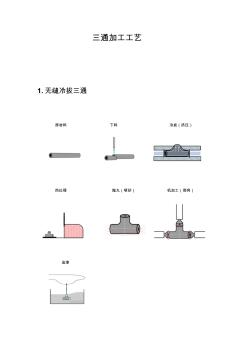
三通加工工艺 1.无缝冷拔三通 原材料下料冷拔(挤压) 热处理抛丸(喷砂)机加工(倒角) 油漆 2.无缝热拔三通 原材料下料热处理 压扁热拔切割成型 校准(整形)机加工(倒角)油漆 3.有缝压制三通 原材料下料热处理 压制成型切割成型焊接成型 校准(整形)机加工(倒角)油漆
钢制轮辋工艺流程热门文档
钢制散热器工艺流程
格式:pdf
大小:5KB
页数:1P
4.7
圣劳伦斯钢制散热器制作工艺流程 参考资料:http://www.***.***/news_js.asp?id=1412 钢制散热器一般我们最关心他们生产工艺的那个部分?是不是焊接,原材料,表面喷涂 和防腐呀, 1、焊接:焊接采用国内外先进的,激光自动控制焊接技术, 2、组片:组片采用国内外散热器组片机械手,360度环缝焊接,千次级破坏性压力试验, 无一次焊口先损。 3、打压:就是说咱们的产品故意打压往坏了打,这个破坏压力都在60公斤以上,一般 我们安装完暖气也打压,是吧,安装完打压打多少?10-15公斤吧,或者打工作压力的1.5 倍。这个千次压力破坏,我们的产品没有一次是焊接口先坏的,说明我们的焊接质量可靠, 在和客户讲的时候,你就可以自豪的告诉他们,咱们的焊接工艺是多么的好,这是我们的优 势,那么别家散热器厂家都有什么焊接方式呢?一些小品牌或小作

钢制家具生产工艺流程
格式:pdf
大小:141KB
页数:3P
4.6
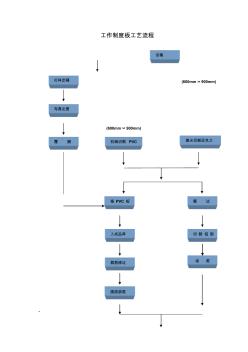
· 工作制度板工艺流程 设稿 打样定稿 写真出图 覆膜机械切割pvc激光切割亚克力 裱pvc板磨边 入成品库 裁剪修边 画面装框 切割铝型 组框 (600mm×900mm) (600mm×900mm) 制家具生产工艺流程配挂钩 入成品库 验收 下料 ▲钢板 △剪板机 平面成型 ▲板材工件 △冲床 模压立体 成型 ▲平面成型工件 △锻压机/弯板机 焊接组装 ▲板材零配件 △焊接设备 五金加工 检验 ▲五金半成品 △五金质量标准 研磨 ▲合格半成品 △打磨设备 脱脂磷化 处理 ▲研磨合格工件 △喷淋式前处理设备 静电粉(油)体 喷涂 ▲磷化烘干产品 △静电喷涂设备 高温融 ▲喷涂工件 △高温烤炉 喷涂质量检验 ▲喷涂半成品 △涂层质量标准 成品组装 ▲五金配件 △ 成品检验 ▲ △
最新钢制家具生产工艺流程
格式:pdf
大小:127KB
页数:2P
4.5
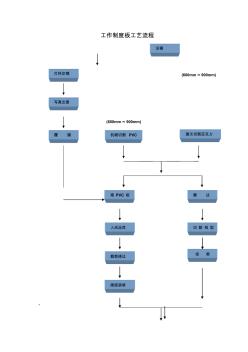
· 工作制度板工艺流程 设稿 打样定稿 写真出图 覆膜机械切割pvc激光切割亚克力 裱pvc板磨边 入成品库 裁剪修边 画面装框 切割铝型 组框 (600mm×900mm) (600mm×900mm) 制家具生产工艺流程配挂钩 入成品库 验收 下料 ▲钢板 △剪板机 平面成型 ▲板材工件 △冲床 模压立体 成型 ▲平面成型工件 △锻压机/弯板机 焊接组装 ▲板材零配件 △焊接设备 五金加工 检验 ▲五金半成品 △五金质量标准 研磨 ▲合格半成品 △打磨设备 脱脂磷化 处理 ▲研磨合格工件 △喷淋式前处理设备 静电粉(油)体 喷涂 ▲磷化烘干产品 △静电喷涂设备 高温融 ▲喷涂工件 △高温烤炉 喷涂质量检验 ▲喷涂半成品 △涂层质量标准 成品组装 ▲五金配件 △ 成品检验 ▲ △

钢制轮辋工艺流程精华文档

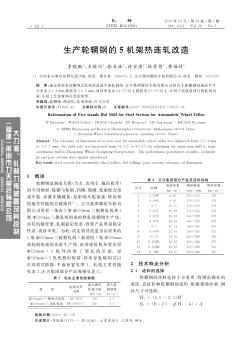
生产轮辋钢的5机架热连轧改造
格式:pdf
大小:1.6MB
页数:4P
4.6
通过将原来的横列式轧机改造成半连轧机组,正兴集团廊坊车轮有限公司将汽车轮辋钢的成品尺寸公差由±0.4mm提高至±0.2mm,成材率也由94.5%以上提高至97.0%以上,介绍了该改造项目的轧机组成、车间工艺布置和孔型系统等。
钢制轮辋工艺流程最新文档
(工艺流程)镀锌板工艺流程
格式:pdf
大小:12KB
页数:6P
4.4
山东百斯特板业有限公司,公司按照“以智信达赢天下,创中国名牌企业,做交通设施 精品,树涂镀行业典范”的发展战略,为客户生产高质量,高强度的镀锌卷板!主要生产范 围厚度:0.14-1.5mm宽度1250mm以内的镀锌带钢和镀锌波浪瓦,材质st12-14、dc01-06、 spcd、spcc、spce等,定尺生产主要用于新型建材、钢塑型材、复合钢管、防火卷帘门、 彩涂基板料等。还拥有交通设施有限公司公司。是一家专业生产高速公路波形护栏的厂家。 主要产品有:护栏板,立柱,热镀锌静电喷涂防阻块,镀锌柱帽,热镀锌防阻块,热镀锌波 形梁护栏+喷塑+立柱+喷塑+镀锌等。可根据用户需求订做产品,欢迎有志之士合作开发!联 系人:任占东电话:一三九零六三五五七三二qq:一九零一六六六八六 经营理念: 一、超低的价格 我们要做的是尽快占有市场份额,我们只有用最低的价格,
轮辋螺栓螺母与垫圈结构 轮辋螺栓螺母与垫圈结构
格式:pdf
大小:573KB
页数:2P
4.7
我公司是专业生产装载机、平地机、拌和机、轮式挖掘机等驱动桥的厂家,在多年给主机厂配套生产的过程中发现,驱动桥与轮辋辐板联接所用的轮辋螺栓、螺母、垫圈有多种结构。
手糊玻璃钢制作工艺流程
格式:pdf
大小:7KB
页数:2P
4.8
手糊玻璃钢制作工艺流程 生产准备 场地手糊成型工作场地的大小,要根据产品大小和日产量决定,场地要求 清洁、干燥、通风良好,空气温度应保持在15~35℃之间,后加工整修段,要 设有抽风除尘和喷水装置。 模具准备准备工作包括清理、组装及涂脱模剂等。 树脂胶液配制配制时,要注意两个问题:①防止胶液中混入气泡;②配胶 量不能过多,每次配量要保证在树脂凝胶前用完。 增强材料准备增强材料的种类和规格按设计要求选择。 (2)糊制与固化 铺层糊制手工铺层糊制分湿法和干法两种:①干法铺层用预浸布为原料, 先将预学好料(布)按样板裁剪成坏料,铺层时加热软化,然后再一层一层地 紧贴在模具上,并注意排除层间气泡,使密实。此法多用于热压罐和袋压成型。 ②湿法铺层直接在模具上将增强材料浸胶,一层一层地紧贴在模具上,扣除气 泡,使之密实。一般手糊工艺多用此法铺层。湿法铺层又分为胶衣层糊制和结 构层糊制。

硅钢工艺流程及流程说明
格式:pdf
大小:28KB
页数:3P
4.5
硅钢工艺流程 开卷机双层剪焊机碱喷洗槽入口活套碱刷洗槽 1#热风干燥热水喷洗槽水刷洗槽电解清洗槽 水喷淋冷却 器 退火炉段涂层干燥炉涂层机2#热风干燥 空气喷射冷却炉出口活涂层烧结炉在线检查镜出口剪 卷取机 硅钢工艺说明 钢卷从钢卷库通过吊车吊运到入口钢卷存放鞍座,钢卷小车将钢卷送到1号 或2号开卷机上。入口侧钢卷输送系统设有钢卷高度对中及宽度对中系统,使钢 卷能自动并顺利地插入开卷机芯轴,并保证钢卷中心线始终处于机组中心线位 置。 开卷机头部设有转向夹送辊,通过开卷器将钢带引入转向夹送装置中,对带 钢头部进行夹送及转向。带钢进入双层剪切机由人工设定剪切长度和剪切次数后 自动剪切。切下的钢板通过入口切头输出装置送往废料箱。剪切后的钢带经过3 号转向夹送辊到达焊机,由焊机把两卷带钢头尾焊接起来。为提高机组生产效率 和缩短入口活套长度,焊机采用有限搭接焊机。

商用车铝合金与钢制轮辋生命周期环境影响评价对比分析
格式:pdf
大小:684KB
页数:7P
4.7
基于生命周期评价(lca)理论,运用gabi软件建模,采用edip2003评价体系,对某款商用车铝合金轮辋和钢制轮辋的生命周期环境影响进行了评价和对比分析.结果表明:在原材料获取阶段铝合金轮辋对环境的影响要远远大于钢制轮辋;制造阶段两种轮辋对环境的影响相差不大;使用阶段钢制轮辋对环境的影响大于铝合金轮辋;综合所有阶段来看,当车辆总行驶里程低于11.6万km时,铝合金轮辋对环境的影响更大,超过11.6万km后,钢制轮辋对环境的影响更大.
浅谈轮辋对焊机不同工作状态对轮辋焊接质量的影响 浅谈轮辋对焊机不同工作状态对轮辋焊接质量的影响
格式:pdf
大小:42KB
页数:1P
4.3
具有良好工作状态的对焊机,其焊接速度和质量都是手工焊接无法相比的。影响轮辋焊接质量的原因主要有以下五个方面:①轮辋的两个焊接端面是否对齐:②烧化的电流大小;③烧化速度;④顶锻压力和时间;⑤烧化长度。以下简要介绍解决这些影响因素的方法。
车轮轮辋弹性挡圈检验夹具 车轮轮辋弹性挡圈检验夹具
格式:pdf
大小:137KB
页数:未知
4.5
车轮轮辋弹性挡圈在自由状态时开口是闭合的。过去测量挡圈开口尺寸时,是用杠子撬开开口后再放到标准圆柱上测量开口间隙大小。用此法检测开口在装夹时费力又不方便。新的检验夹具采用气动胀开装置(图1),测量时,只要把零件放在夹具上打开气阀开关,气缸活塞带动锥体向下运动,使

酒钢生产工艺流程 (2)
格式:pdf
大小:8KB
页数:3P
4.6
判断题: 1.(√)镜铁山矿位于祁连山腹地,甘肃省肃南裕固族自治县祁丰区境内。 2.(√)铁矿石主要由镜铁矿、菱铁矿和褐铁矿组成。 3.(×)酒钢选矿厂采用的焙烧矿磁选属于强磁选。 4.(×)co2是可燃成分且有毒。 5.(×)酒钢烧结厂生产烧结矿用的原料有含铁原料、燃料和膨润土。 6.(√)原料一次筛分采用tlzs型1800×3600自定中心振动筛。 7.(√)酒钢1#高炉有效容积1800m3,2#高炉有效容积450m3. 8.(√)球团是造球机在加水的条件下受到滚动而造成一定尺寸的生球。 9.(√)酒钢中板厂生产的板材尺寸为厚度6-40mm,宽度1500-2700mm,长度2-15m。 10.(×)高炉煤气主要供炼铁厂使用以及民用。 (√)镜铁山的两个矿区采用都地下开采,西沟矿区采用露天开采。 (×)高炉煤气可以通过净化处理后可以作为民用煤气。 (×)桦树沟
炼钢工艺流程
格式:pdf
大小:1.1MB
页数:26P
4.3
炼钢工艺流程 造渣:调整钢、铁生产中熔渣成分、碱度和粘度及其反应能力的操作。目的是通过渣——金 属反应炼出具有所要求成分和温度的金属。例如氧气顶吹转炉造渣和吹氧操作是为了生成有 足够流动性和碱度的熔渣,以便把硫、磷降到计划钢种的上限以下,并使吹氧时喷溅和溢渣 的量减至最小。 出渣:电弧炉炼钢时根据不同冶炼条件和目的在冶炼过程中所采取的放渣或扒渣操作。 如用单渣法冶炼时,氧化末期须扒氧化渣;用双渣法造还原渣时,原来的氧化渣必须彻底放 出,以防回磷等。 熔池搅拌:向金属熔池供应能量,使金属液和熔渣产生运动,以改善冶金反应的动力学 条件。熔池搅拌可藉助于气体、机械、电磁感应等方法来实现。 电炉底吹:通过置于炉底的喷嘴将n2、ar、co2、co、ch4、o2等气体根据工艺要求吹 入炉内熔池以达到加速熔化,促进冶金反应过程的目的。采用底吹工艺可缩短冶炼时间,降 低电
钢制轮辋工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:建筑八大员
擅长专业:土建 安装 装饰 市政 园林


